













Wie man eine bedient 3 Achse CNC-Pressbremse: Ein Schritt-für-Schritt-Leitfaden
3 Die CNC-Pressbremsbedienung der Achse ist eine der schnellsten Möglichkeiten für Anfänger, die Biegungskonsistenz zu verbessern, Reduzierung von Schrott, und Vertrauen in echte Produktionsjobs aufzubauen. Bei JS RAGOS, wir fertigen CNC-Pressbremsen für Werkstätten, die stabile Ergebnisse wollen, ohne dass jedes neue Teil zu einer Versuch-und-Irrtum-Übung wird..
Verstehen Sie, was ein 3 Achse CNC-Pressbremssteuerungen
A 3 Die Achsen-CNC-Pressbremse ist darauf ausgelegt, das Biegen wiederholbarer zu machen, indem sie drei Kernbewegungen steuert, die die meisten täglichen Teile bestimmen.
In einer typischen 3-Achsen-Konfiguration, Man kann mit kontrollierter RAM-Bewegung und einem Backgauge-System rechnen, das das Blatt mit wiederholbarer Genauigkeit positioniert. Das ist wichtig, weil die meisten Bending-Probleme keine "Mystery-Probleme" sind. Sie entstehen aus instabiler Positionierung, Falsche Werkzeugwahl, oder inkonsistente Einrichtungsschritte.
Eine CNC-Pressbremse biegt Metall mit einem Hydrauliksystem, gelenkt von einem CNC-Regler. Es kann mit gängigen Materialien wie Stahl funktionieren, Aluminium, Messing, und Kupfer. Das Ziel ist einfach: Die Maschine folgt programmierten Anweisungen, damit deine Biegetiefe, Flanschlänge, und der Winkel wird über Chargen hinweg vorhersehbar.
Kennen Sie die Hauptkomponenten, bevor Sie die Steuerung anfassen
Bevor du programmierst oder ein Teil betreibst., Lerne die Maschine wie ein System kennen. A 3 Die CNC-Pressbremse an der Achse ist leichter zu bedienen, wenn man versteht, wofür jede Komponente verantwortlich ist.
- Hydraulisches System: Pumpe, Zylinder, Ventile, und Schläuche erzeugen eine Biegekraft. Stabiler hydraulischer Druck unterstützt stabile Winkelergebnisse.
- CNC-Steuerung: Das "Gehirn", das deine Eingaben empfängt und die Bewegung steuert. Es überwacht auch wichtige Betriebsbedingungen.

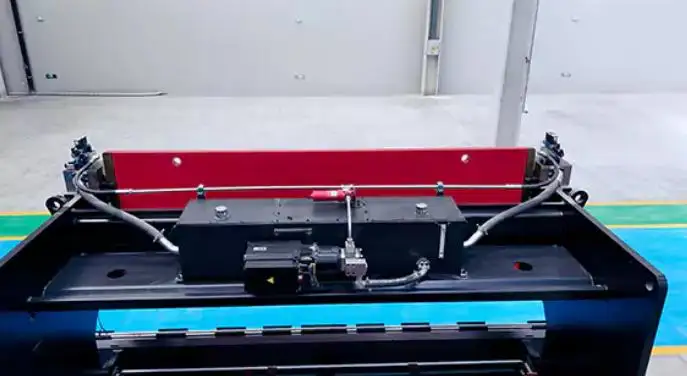
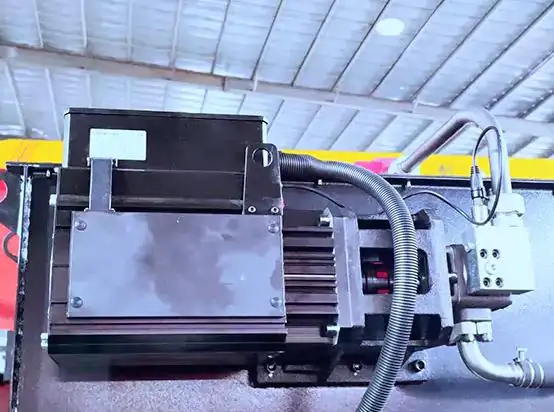
- Backgauge: Hält und positioniert das Blatt für jeden Schritt. Korrekte Backgauge-Einstellungen schützen die Genauigkeit der Flanschlänge.
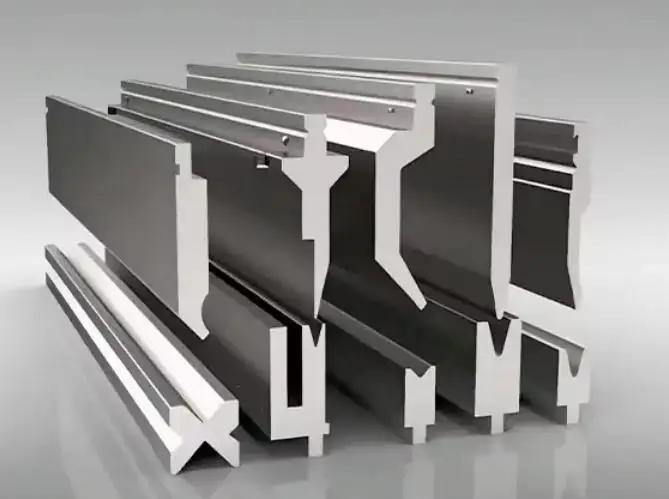
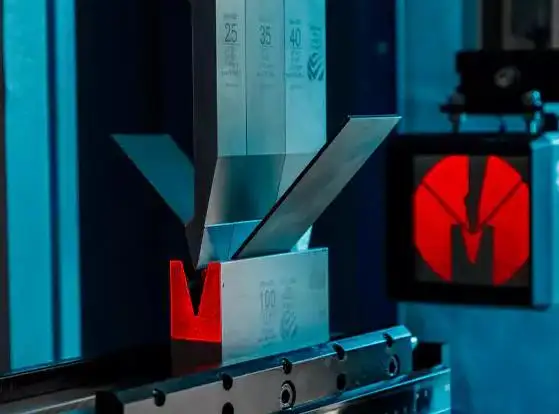
- Werkzeugbestückung (Schlagen & Die): Form und Öffnung bestimmen die Biegungsqualität, Tonnagebedarf, und das Risiko der Markierung.
- Sicherheitsvorrichtungen: Wachen, Lichtvorhänge, Sperrschalter, und Notstopps verringern das Unfallrisiko während des Betriebs.
Bei JS RAGOS, Unsere praktische Empfehlung für Anfänger ist, die Rückspur und Werkzeuge als "Genauigkeitswerkzeuge" zu behandeln,"Keine Accessoires. Die meisten Qualitätsprobleme beginnen dort.
Richte die Maschine vor der Programmierung richtig ein
Gute Biegungen beginnen vor dem ersten Test. Der Aufbauprozess ist der Ort, an dem Anfänger entweder Wiederholbarkeit aufbauen oder versteckte Probleme schaffen, die später auftreten.
Fang mit den Produktionsgrundlagen an: Raum, Stabilität, und Macht.
- Wählen Sie den richtigen Ort: Lassen Sie genügend Platz zum Be- und Entladen. Gewährleisten Sie eine ordnungsgemäße Belüftung und sichere Bewegung des Bedieners.
- Richtig installieren: Die Maschine sollte waagerecht sein, vor Anker, und sicher am Boden verschraubt, um Vibrationen und unbeabsichtigte Bewegungen zu reduzieren.
- Schließen Sie dedizierte Stromversorgung an: Verwenden Sie geeignete Erdungs- und Schutzvorrichtungen, um einen stabilen Betrieb zu gewährleisten.
Dann gehe ich zu den Grundlagen des Bändigens über: Auswahl und Ausrichtung der Werkzeuge.
Die Werkzeuge müssen der Materialdicke entsprechen, Biegewinkel, und Bauteilkonstruktion. Setzen Sie den Stempel und die Matrize vorsichtig ein, Richten sie genau aus, und Passform und Freiraum zu überprüfen. Schlecht installierte Werkzeuge können zu ungenauen Biegungen führen, Oberflächenmarkierungen, und sogar Werkzeugschäden.
Endlich, Bereite die Bedienerroutine vor. Training ist wichtig, weil CNC das Urteil nicht ersetzt. Es macht Urteile wiederholbar.

Programmieren und führen Sie einen Schritt-für-Schritt-Biegzyklus durch
Sobald die Einrichtung korrekt ist, Programmierung und Betrieb werden zu einer sauberen Abfolge. A 3 Die Axis CNC-Pressbremse ist am produktivsten, wenn der Arbeitsablauf konstant bleibt.
Schritt 1: Erstellen oder laden Sie ein Programm
Am CNC-Regler, Materialtyp der Menge, Blechdicke, Biege Stufen, und programmierte Winkel. Beginne mit einer einfachen Jobdatei, um Variablen während der Einrichtung zu reduzieren.
Schritt 2: Set-Backgauge-Positionen
Die Rückspur bestimmt, wie lang jeder Flansch sein wird. Wähle eine Referenzkante, Achte darauf, dass das Blatt jedes Mal gleich sitzt, und wiederhole diese Methode für jeden Teil.
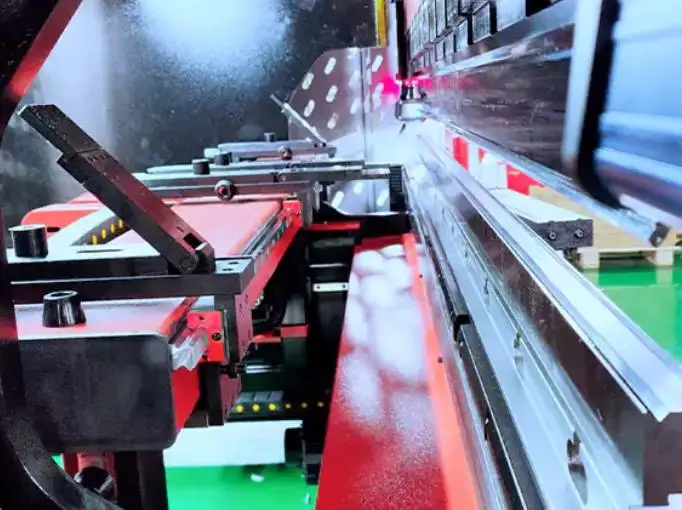
Schritt 3: Werkzeuge und Freigabe bestätigen
Überprüfen Sie die Kombination von Stanz und Stempel, Überprüfen Sie die Achsvermessung, und stellen Sie sicher, dass die Bauteilgeometrie beim Biegen nicht beeinträchtigt wird.
Schritt 4: Einen Probelauf mit Schrottmaterial machen
Lass den ersten Zyklus immer mit Schrott laufen. Das schützt wertvolle Platten und ermöglicht es, Tiefe und Winkel ohne Druck feinzujustieren.
Schritt 5: Produktion mit wiederholbarem Rhythmus laufen lassen
Wenn der erste Teil korrekt ist, Konzentrieren Sie sich auf Konsistenz. Verwenden Sie dieselbe Blechladetechnik, derselbe Sitzdruck gegen die Rückenanzeige, und dieselben Inspektionsstellen.
Eine einfache Regel funktioniert in den meisten Geschäften gut: sobald die Produktion startet, Ändere jeweils nur eine Variable. Das verhindert, dass ein Problem durch das Einführen neuer Probleme "behoben" werden kann.
Sicherheitsregeln und Anfängergewohnheiten, die Unfälle verhindern
A 3 Die CNC-Pressbremse an der Achse ist leistungsstark. Sicherer Betrieb ist nicht optional, Und Sicherheit bremst dich langfristig nicht – sie verhindert Ausfallzeiten und Verletzungen.
- Halten Sie die Hände jederzeit von der Biegezone fern.
- Bestätigen Sie, dass Lichtvorhänge und Schutzvorhänge vor jeder Schicht aktiv sind.
- Verwenden Sie die Stellwerke wie vorgesehen; Umgehen Sie sie niemals.
- Kennen Sie die Notstopp-Standorte und den Testzugang.
- Verwenden Sie geeignete PSA und halten Sie den Arbeitsbereich sauber und gut beleuchtet.
Wenn Sie neue Bediener ausbilden, Den Prozess zu standardisieren. Eine schriftliche Start-up-Checkliste ist eine der einfachsten Möglichkeiten, gleichzeitig Sicherheit und Konsistenz zu erhöhen.
Tägliche Wartung und Fehlersuche für stabile Genauigkeit
Die meisten Biegeprobleme sind vorhersehbar, und viele sind mit einfachen täglichen Kontrollen vermeidbar. Der Zweck der Wartung ist nicht "Maschinenpflege". Es geht um Qualitätskontrolle.
Hier sind praktische Gewohnheiten, die Anfängern helfen, ein 3 Achse CNC-Pressbremsstabilität:
- Überprüfen Sie den Verschleiß und die Sauberkeit der Werkzeuge. Kleine Mahlgraben können Winkelabweichungen und Oberflächenspuren verursachen.
- Überprüfen Sie Hydraulikschläuche und -anschlüsse, um Druckverluste durch Lecks zu verhindern.
- Überprüfung der Rückspurwiederholbarkeit zur Sicherung der Flanschlängenkonsistenz.
- Halte die Referenzflächen sauber, um Positionsfehler zu vermeiden.
Wenn du uneinheitliche Winkel siehst, Zuerst die Grundlagen durchgehen: Werkzeugübereinstimmung, Rückspurbestuhlung, und Testergebnisse. Wenn die Flanschlängen variieren, Die Rückspur-Referenz und die Lademethode des Bedieners sind meist die ersten Untersuchungsstellen.
CTA (Aufruf zum Handeln)
Wenn du ein 3 Axis-CNC-Pressbremse, die für einen anfängerfreundlichen Betrieb und stabile Produktionsabläufe entwickelt wurde, kontaktiere JS RAGOS für eine Empfehlung basierend auf deinem Materialbereich, Bauteiltypen, und tägliche Produktionsziele. Wir helfen Ihnen bei der Auswahl praktischer Werkzeuge, Definiere eine sicherere Setup-Routine, Und verkürze die Lernkurve, sodass deine erste Woche beim Bändigen echte Ergebnisse bringt, brauchbare Teile – nicht Haufen von Testresten..

