













Luft- und Raumfahrtgrade-Pressbremse: Brille, Materialien, und Auswahlleitfaden für Präzisionsformung
Nicht jede Pressebremse gilt als eineLuft- und Raumfahrtgrade Pressbremse. Die Luft- und Raumfahrtindustrie verlangt eine Biegegenauigkeit innerhalb von ±0,01 mm, wiederholbare Ergebnisse bei Titan- und hochfesten Aluminiumlegierungen, und Maschinenkonfigurationen, die eine vollständige Produktionsrückverfolgbarkeit unterstützen. Eine universelle CNC-Pressbremse – selbst eine gut spezialisierte – erfüllt diese Anforderungen oft nicht ohne das richtige Antriebssystem, Controller, werkzeugbestückung, und Kalibrierungsstandard.
Dieser Leitfaden erklärt, was Luft- und Raumfahrtqualität tatsächlich in maschinenbezogenen Begriffen bedeutet, Welche Spezifikationen sollte man beachten, und wie man die richtige Pressbremse für präzise Luft- und Raumfahrtformarbeiten auswählt.
Was eine Presse ausmacht "Luft- und Raumfahrtqualität"?

Der BegriffLuft- und Raumfahrtgrade Pressbremse bezeichnet eine Maschine, die die Genauigkeit erfüllt, Wiederholbarkeit, und Rückverfolgbarkeitsanforderungen der Luft- und Raumfahrtfertigungsstandards. Es ist kein Marketing-Label – es ist eine spezifische Fähigkeitsschwelle.
Damit eine Pressebremse als Luft- und Raumfahrtklasse qualifiziert ist, Es muss liefern:
- Positionsgenauigkeit von ±0,005 mm bis ±0,01 mm auf der Y-Achse (Widder) und Nachspur
- Winkelbiegungswiederholbarkeit von ±0,1° oder enger Über vollständige Produktionsläufe hinweg
- Echtzeit-Winkelmessung oder aktive Korrektur — nicht nur voreingestellte Parameter
- Vollständige Datenerfassungsfähigkeit Zur Rückverfolgbarkeit auf einzelne Teilbieg-Datensätze
- Mechanische Stabilität über Temperaturschwankungen und verlängerte Produktionszyklen hinweg
Praktisch, Das bedeutet servo-elektrische oder hochwertige servo-hydraulische Antriebssysteme, Lineare Encoder statt rotierender Encoder, fortschrittliche CNC-Regler mit Winkelrückkopplung, und starre Maschinenrahmen, die unter Last nicht nachgeben.
Standard-CNC-Pressbremsen zielen auf ±0,1 mm Positionierung und ±0,5° Winkeltoleranz an.. Luft- und Raumfahrtarbeit erfordert fünf- bis zehnmal strengere Arbeiten – und jede Spezifikationsentscheidung an der Maschine muss dies unterstützen.
Luft- und Raumfahrtmaterialien: Was deine Pressebremse bewältigen muss
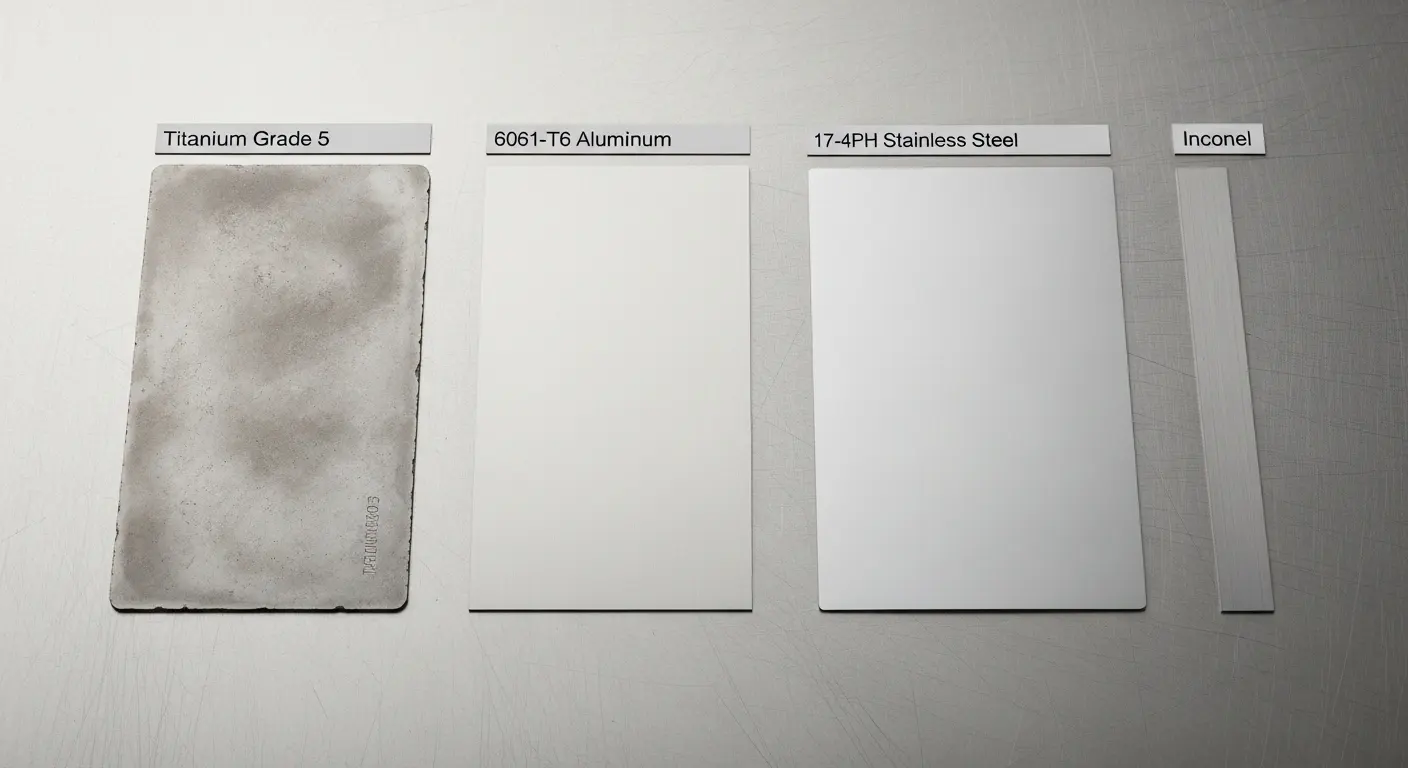
Die Luft- und Raumfahrtfertigung verwendet Materialarten, die Pressbremsen deutlich stärker belasten als Standardstahlarbeiten. EinLuft- und Raumfahrtgrade Pressbremse muss so konfiguriert sein, dass jeder dieser Dinge korrekt gehandhabt wird.
Titan (Stufe 2, Stufe 5 Ti-6Al-4V) — Titan ist das schwierigste Material, das in der Luft- und Raumfahrtarbeit konstant zu biegen ist. Es hat ein hohes Festigkeits-Gewichts-Verhältnis, Bedeutender Sprung (typischerweise 3–5° pro 90°-Biegung), und ein schmales Duktilitätsfenster. Zu schnelles Biegen verursacht Risse. Biegen ohne Rückfederkompensation erzeugt Flansche, die außerhalb der Toleranz liegen. Der minimale Biegeradius beträgt typischerweise 2–3 × Materialdicke für Grade 5.
Aluminiumlegierungen (6061-T6, 7075, 2024) — Die Federung in Luft- und Raumfahrtqualität liegt bei 6061-T6 zwischen 1° und 2° pro 90°-Biegung. Legierungen mit höherer Festigkeit wie 7075 und 2024 sind weniger verzeihend. Die Oberflächenoberfläche ist wichtig – eloxierte und beschichtete Oberflächen markieren leicht mit falschem Werkzeugradius oder übermäßigem Spanndruck.
Inconel- und Nickellegierungen — Verwendet für Motorkomponenten und thermische Strukturen. Diese Materialien erfordern deutlich mehr Tonnage, als ihre Dicke vermuten lässt., und sie härten während der Formung schnell aus. Werkzeugverschleiß ist aggressiv.
Edelstahl (17-4PH, 15-5PH) — Niederschlagsgehärtete Edelstahlqualitäten, die in Luft- und Raumfahrtstrukturen verwendet werden, erfordern eine präzise Überbiegekorrektur – in den meisten Fällen 2–3° Kompensation pro 90° Biegung.
Das Verständnis Ihres Hauptmaterials bestimmt jede Spezifikationsentscheidung für SieLuft- und Raumfahrtgrade Pressbremse — von der Auswahl der Tonnage über Anforderungen an die Steuerung bis hin zur Investition in Werkzeuge.
Toleranzstandards für Pressbremsarbeiten in der Luft- und Raumfahrt
Luft- und Raumfahrttoleranzen sind nicht nur enger – sie unterscheiden sich grundlegend von allgemeinen Fertigungsstandards.
Für Standard-CNC-Pressbremsarbeiten, Die Branchennorm ist:
- Lineare Positionierung: ±0,1–0,2 mm
- Winkeltoleranz: ±0,5°
- Genauigkeit der Rückanzeige: ±0,15 mm
Für einLuft- und Raumfahrtgrade Pressbremse, Die erforderlichen Standards sind:
- Lineare Positionierung: ±0,01–0,05 mm
- Winkeltoleranz: ±0,1° bis ±0,3°
- Genauigkeit der Rückanzeige: ±0,01 mm
- Wiederholbarkeit über 500+ Zyklen: Kein Drift von Set-Parametern
Was das erschwert, ist, dass diese Toleranzen über vollständige Produktionsläufe hinweg eingehalten werden müssen – nicht nur an der ersten Biegung einer frisch kalibrierten Maschine. Temperaturschwankungen, Werkzeugverschleiß, Veränderungen in der Viskosität des hydraulischen Fluids, und Rahmenablenkung unter Last führt alle zu Drift über die Zeit. EinLuft- und Raumfahrtgrade Pressbremse verwaltet all diese durch aktive Vergütung, Nicht nur sorgfältige Einrichtung.
Für Werkstätten, die eineCNC-Pressbremse mit variablem Winkel mit Echtzeit-Sensorkorrektur, Diese Toleranzbänder sind erreichbar – aber nur, wenn die Grundspezifikationen der Maschine von Anfang an auf der Stufe der Luft- und Raumfahrtgenauigkeit liegen.
Wichtige Spezifikationen für eine Luft- und Raumfahrt-Pressbremse
Beim Auswerten von Maschinen, dies sind die Spezifikationen, die luftfahrtfähige Konfigurationen von Standard-CNC-Pressbremsen unterscheiden.
Antriebssystem — Servo-elektrisch ist die erste Wahl für die Genauigkeit in der Luft- und Raumfahrt. Keine Hydraulikflüssigkeit bedeutet keine Viskositätsänderung mit der Temperatur, Schnellere Reaktionszeiten, und Positionierungswiederholbarkeit bei ±0,005 mm. Ein40-Ton Elektrische Pressbremse ist ein praktischer Einstiegspunkt für kleinere Luft- und Raumfahrtkomponenten und Prototypenarbeiten.
Encoder-Typ — Lineare Glasmaßstabs-Encoder auf der Y-Achse sind für die Genauigkeit der Luft- und Raumfahrt unerlässlich. Rotierende Encoder auf der Motorwelle führen zu mechanischem Spiel. Lineare Encoder messen die tatsächliche RAM-Position direkt, Nicht durch den Antriebsstrang abgeleitete Position.
Achsenzählung — Luft- und Raumfahrtteile verfügen oft über mehrere Flansche, Komplexe Geometrien, und Enge Toleranzmerkmale, die erfordern, dass der Rückgauge mitten in der Sequenz präzise neu positioniert wird. Eine 6-Achsen-Konfiguration (Y1, Y2, X, R, Z1, Z2) ist der Standard für Luft- und Raumfahrt-Mehrbiegarbeit. Für Teile mit krönungsempfindlichen Langbieglinien, eine V-Achse (Aktive Krönung) ist ebenfalls erforderlich.
CNC-Steuerung — Der Controller muss Datenbanken für Federvergütung pro Materialklasse unterstützen, Integration der Echtzeit-Winkelmessung, und Produktionsdatenprotokollierung. Controller wie der Delem DA69S und DA69T erfüllen diese Anforderungen.
Rahmenstarrigkeit — Die Genauigkeit in der Luft- und Raumfahrt erfordert einen Rahmen, der sich unter Last nicht biegt. Stressentlastet, CNC-gefräste Rahmen mit geschlossener C- oder O-Rahmenkonstruktion bewahren die Parallelität zwischen Ramm und Ladefläche auch bei voller Tonnage.
EinPressbremse mit Servomotorantrieb kombiniert die Positionierungsgenauigkeit und Energieeigenschaften, die die Luft- und Raumfahrtarbeit erfordert., ohne die Flüssigkeitsmanagementkomplexität vollständiger hydraulischer Systeme.
Servo-elektrisch vs. servo-hydraulisch: Was ist besser für die Luft- und Raumfahrt?
Beide Antriebssysteme können die Genauigkeit der Luft- und Raumfahrt erreichen. Der Unterschied liegt darin, wie sie dorthin gelangen und was die Wartung kosten.
| Spezifikation | Servo-elektrisch | Servo-Hydraulik |
|---|---|---|
| Positionsgenauigkeit | ±0,005 mm | ±0,01–0,02 mm |
| Temperaturstabilität | Ausgezeichnet – keine Änderung der Flüssigkeitsviskosität | Gut – mit temperaturkontrollierter Hydraulik |
| Antwortzeit | Sehr schnell | Fast (Servoventilabhängig) |
| Tonnagebereich | Am besten bis ~200T | Am besten über 150 Tonnen für schwere Arbeit |
| Instandhaltung | Niedrig – keine Hydraulikflüssigkeit | Mäßig – flüssig, Siegel, Filter |
| Energieverbrauch | Niedriger – der Motor läuft nur auf Abruf | Höher – die Pumpe läuft kontinuierlich |
| Beste Anwendung | Präzisionsluft- und Raumfahrtkomponenten, Dünnes Material | Strukturelle Luft- und Raumfahrtteile, Hohe Tonnagebildung |
Für die meisten Blecharbeiten in der Luft- und Raumfahrt – Halterungen, Rippchen, Skins, und Gehegen in der 0.5 Mm to 6 MM-Bereich – servo-elektrisch ist die klare Wahl. Das Fehlen von Variationen der Hydraulikflüssigkeit bedeutet, dass die Maschine in der ersten und der letzten Wendung identisch arbeitet.
Für schwerere strukturelle Luft- und Raumfahrtkomponenten, bei denen die Tonnage 200 T übersteigt., Ein hochwertiges Servo-Hydrauliksystem mit temperaturgesteuerter Flüssigkeit und proportionalen Servoventilen kann die Anforderungen an die Genauigkeit der Luft- und Raumfahrt erfüllen, zu geringeren Investitionskosten für eine hohe Tonnagekapazität.
Werkzeuge für das Pressbremsbiegen in der Luft- und Raumfahrt
Die Maschine allein liefert keine Luft- und Raumfahrtgenauigkeit. Werkzeuge sind bei einem ebenso entscheidendLuft- und Raumfahrtgrade Pressbremse.
Stanzradius für Titan — Titan benötigt einen größeren Punch-Nasenradius als Stahl mit entsprechender Dicke. Eine Faustregel ist mindestens 3× Materialdicke für Ti-6Al-4V. Scharfe Radien lösen Risse an der Biegelinie im Titan aus, selbst wenn die Biegegeschwindigkeit der Maschine korrekt kontrolliert wird.
Werkzeugoberflächenhärte — Luft- und Raumfahrtwerkzeuge verwenden typischerweise präzisionsgeschliffenen Werkzeugstahl mit einer Oberflächenhärte von 58–62 HRC. Weichere Werkzeuge nutzen sich schneller unter Titan und hochfestem Stahl ab, und Oberflächendegradation führt zu Winkelvariationen über Produktionsläufe.
Konsistenz der Werkzeughöhe — Für die Luft- und Raumfahrtgenauigkeit, Alle Werkzeuge in einem Mehrstationsaufbau müssen die Höhe innerhalb von ±0,01 mm übereinstimmen. Wila-ähnliche Präzisionsklemmung mit selbstsitzenden Werkzeugfassungen ist in Luft- und Raumfahrt-Konfigurationen Standard.
Freigaberegelung für beschichtete und eloxierte Oberflächen — Viele Luft- und Raumfahrtaluminiumteile haben Schutzbeschichtungen. Standard-V-Formen mit scharfen, kratzbeschichteten Oberflächen mit Schulterradius. Polyurethan-Stempeleinsätze oder polierte Radien schützen die Oberflächenintegrität während des Umformens.
Gute Werkzeuge kombiniert mit einemLuft- und Raumfahrtgrade Pressbremse hält die Genauigkeit über lange Produktionsläufe hinweg – nicht nur bei der Ersteinrichtung. DasSchwerlast-hydraulische Metallscherung für präzises Blanken und einrobotische MIG/TIG-Schweißmaschine Für die nachgelagerte Montage wird der vollständige präzise Fertigungsablauf abgeschlossen, den die Luft- und Raumfahrtlieferketten erfordern.
Qualität, Rückverfolgbarkeit, und Compliance in der Luft- und Raumfahrtbiegung
Luft- und Raumfahrtkunden kaufen nicht nur Teile – sie überprüfen den Prozess, der sie produziert. EinLuft- und Raumfahrtgrade Pressbremse Muss das Qualitätsmanagementsystem Ihrer Werkstatt unterstützen, Nicht nur präzise Biegungen machen.
AS9100 Rev D — Der Qualitätsmanagementstandard für Luft- und Raumfahrthersteller. Der CNC-Regler deiner Pressebremse muss in der Lage sein, Biegeparameter zu protokollieren (Kraft, Y-Achsen-Position, Position der Rückspur, Datum/Uhrzeit, Operator-ID) pro Produktionslauf. Einige Kunden verlangen eine Nachverfolgbarkeit pro Teil auf serialisierten Komponenten.
NADCAP-Akkreditierung — Werkstätten, die großen Luft- und Raumfahrtherstellern liefern, benötigen oft eine NADCAP-Zertifizierung für spezielle Prozesse, einschließlich Blechformen,. Dies erfordert dokumentierte Prozesskontrollen, Maschinenkalibrierungsaufzeichnungen, sowie Materialzertifikate, die an jede Produktionsserie gebunden sind.
Maschinenkalibrierung und -zertifizierung — EinLuft- und Raumfahrtgrade Pressbremse muss in regelmäßigen Abständen mit rückverfolgbaren Standards kalibriert werden. Die meisten Luft- und Raumfahrtlieferverträge legen die Kalibrierungsfrequenz fest (typischerweise alle 6–12 Monate) und verlangen, dass Kalibrierungsunterlagen auf Anfrage verfügbar sein müssen.
Erste Artikel-Inspektion (DO) — Luft- und Raumfahrtkäufer verlangen routinemäßig eine FAI-Dokumentation für neue Teile, einschließlich Biegewinkelmessungen, Flanschlängenmessungen, und Materialzertifizierungen. Der CNC-Controller deiner Maschine sollte in der Lage sein, die für jeden FAI-Lauf verwendeten Produktionsparameter zu exportieren.
Für Werkstätten, die eineLuft- und Raumfahrtgrade Pressbremse von ausländischen Zulieferern, Die Bestätigung der Verfügbarkeit von Compliance-Dokumenten vor dem Kauf vermeidet kostspielige Zertifizierungslücken nach der Lieferung.
Wie man eine Luft- und Raumfahrt-Pressbremse vor dem Kauf bewertet
Verwenden Sie diese fünf Fragen, um jede Maschine zu beurteilen, bevor Sie sich für einen Kauf entscheiden.
1. Wie hoch ist die tatsächliche Positionsgenauigkeit – gemessen, Nicht freigegeben?
Fordern Sie unabhängige Kalibrierungstestberichte an, nicht nur Datenblattbehauptungen. Die Luft- und Raumfahrtgenauigkeit bei ±0,01 mm muss unter Last überprüft werden, Nicht nur bei null Kraft.
2. Welcher Encodertyp wird auf der Y-Achse verwendet?
Bestätigen Sie, dass lineare Glasmaßstabs-Encoder Standardausstattung sind, kein optionales Upgrade. Rotations-Encoder sind für Genauigkeitsstufen in der Luft- und Raumfahrt nicht akzeptabel.
3. Unterstützt der Regler eine Rückfederkompensation pro Materialklasse??
Die Luft- und Raumfahrtarbeit umfasst mehrere Legierungen mit unterschiedlichem Rücklaufverhalten. Ihr Controller benötigt eine programmierbare Materialdatenbank – nicht nur einen einzelnen Korrekturwert.
4. Kann die Maschine Produktionsdaten pro Charge oder pro Teil protokollieren und exportieren?
Die Rückverfolgbarkeit von AS9100 erfordert dies. Bestätigen Sie, dass der Controller USB- oder Netzwerk-Exportfunktionen mit integrierter Parameterprotokollierung hat..
5. Wie hoch ist die Genauigkeit der Maschine nach der thermischen Stabilisierung??
Eine Maschine kann eine kalte ± 0,01 mm angeben, aber Drift unter Betriebstemperatur. Fragen Sie danach nach Genauigkeitsdaten 2 Produktionsstunden laufen – das ist die eigentliche Betriebsspezifikation.
Häufig gestellte Fragen zur Luft- und Raumfahrtqualitäts-Pressbremse
Was ist eine Luft- und Raumfahrt-Pressepresse?
Eine Luft- und Raumfahrt-Pressebremse ist eine CNC-Pressebremse, die die Genauigkeits- und Wiederholbarkeitsstandards erfüllt, die für die Luft- und Raumfahrtfertigung erforderlich sind. Sie liefert typischerweise eine Positionsgenauigkeit von ±0,005–0,01 mm, Winkelwiederholbarkeit von ±0,1°–±0,3°, Aktive Rückfederungskorrektur, und vollständige Produktionsdatenerfassung zur Rückverfolgbarkeit.
Welche Genauigkeit benötigt Luft- und Raumfahrtbiegen?
Luftfahrtbiegungen erfordern typischerweise eine Winkeltoleranz von ±0,1° bis ±0,3° und eine lineare Ausrichtung von ±0,01 mm bis ±0,05 mm. Diese Toleranzen müssen über vollständige Produktionsläufe hinweg bestehen, Nicht nur bei den ersten Einrichtungen. Das ist 5–10 × enger als die allgemeinen Fertigungstoleranzen.
Kann eine hydraulische Pressepresse eine aerospace-grade Genauigkeit erreichen??
Ja, Eine Premium-Servo-hydraulische Pressbremse mit linearen Encodern, Temperaturkontrollierte Flüssigkeit, und proportionale Servoventile können die Genauigkeit der Luft- und Raumfahrt erreichen. Für maximale Präzision – insbesondere bei dünnem Titan und Aluminium – sind servo-elektrische Antriebssysteme konstanter, da sie die Variabilität der Hydraulikflüssigkeit eliminieren.
Welche Materialien bedient eine Luftfahrt-Pressebremse?
Luft- und Raumfahrt-Pressbremsen tragen Titan (Stufe 2 und Grade 5), Aluminiumlegierungen (6061-T6, 7075, 2024), Ausfällungsgehärteter Edelstahl (17-4PH, 15-5PH), Inconel, und andere nickelbasierte Legierungen. Jedes Material benötigt eine spezifische Rückfederkompensation, Werkzeugradius, und Biegegeschwindigkeitseinstellungen.
Was ist der Unterschied zwischen einer Luft- und Raumfahrt-Pressepresse und einer Standard-CNC-Pressebremse??
Eine Standard-CNC-Pressbremse zielt auf ±0,1 mm Positionierung und ±0,5° Winkeltoleranz. Eine Luftfahrt-Pressebremse zielt ±0,005–0,01 mm Positionierung und ±0,1°–±0,3° Winkeltoleranz an – typischerweise durch lineare Encoder, Servo-elektrischer Antrieb, Aktive Winkelmessung, und eine fortschrittliche Rückfederungskorrektur, die Standardmaschinen nicht bieten.

