













Freno de prensa de grado aeroespacial: Especificaciones, Materiales, y Guía de Selección para Conformado de Precisión
No todos los frenos de presión califican como unFreno de presión de grado aeroespacial. La industria aeroespacial exige una precisión de flexión dentro de ±0,01 mm, Resultados repetibles en titanio y aleaciones de aluminio de alta resistencia, y configuraciones de máquinas que permiten trazabilidad total en producción. Un freno de presión CNC de uso general —incluso uno bien especificado— a menudo no cumple esos requisitos sin el sistema de accionamiento adecuado, Controlador, utillaje, y estándar de calibración.
Esta guía desglosa qué significa realmente grado aeroespacial en términos de máquinas, Qué especificaciones buscar, y cómo seleccionar el freno de presión adecuado para trabajos de conformado aeroespacial de precisión.
Qué hace que un freno de presión sea "Grado aeroespacial"?

El términoFreno de presión de grado aeroespacial se refiere a una máquina que cumple con la precisión, repetibilidad, y requisitos de trazabilidad de las normas de fabricación aeroespacial. No es una etiqueta de marketing — es un umbral de capacidad específico.
Para que un freno de presión pueda calificarse como de grado aeroespacial, debe cumplir:
- Precisión de posicionamiento de ±0,005 mm a ±0,01 mm en el eje Y (carnero) y ancho de vía posterior
- Repetibilidad de flexión angular de ±0,1° o más a lo largo de la producción completa
- Medición de ángulo en tiempo real o corrección activa — no solo parámetros preestablecidos
- Capacidad completa de registro de datos para trazabilidad a registros individuales de curvatura de piezas
- Estabilidad mecánica a lo largo de la variación de temperatura y ciclos de producción extendidos
En la práctica, Esto significa sistemas de accionamiento servoeléctricos o servohidráulicos premium, codificadores lineales en lugar de codificadores rotativos, controladores CNC avanzados con retroalimentación angular, y bastidores rígidos de máquina que no se flexionan bajo carga.
Los frenos de presión CNC estándar tienen como objetivo posicionamiento de ±0,1 mm y tolerancia angular de ±0,5°. El trabajo aeroespacial requiere entre cinco y diez veces más ajustado que eso — y cada decisión de especificación en la máquina debe soportarlo.
Materiales aeroespaciales: Lo que tiene que manejar tu freno de presión
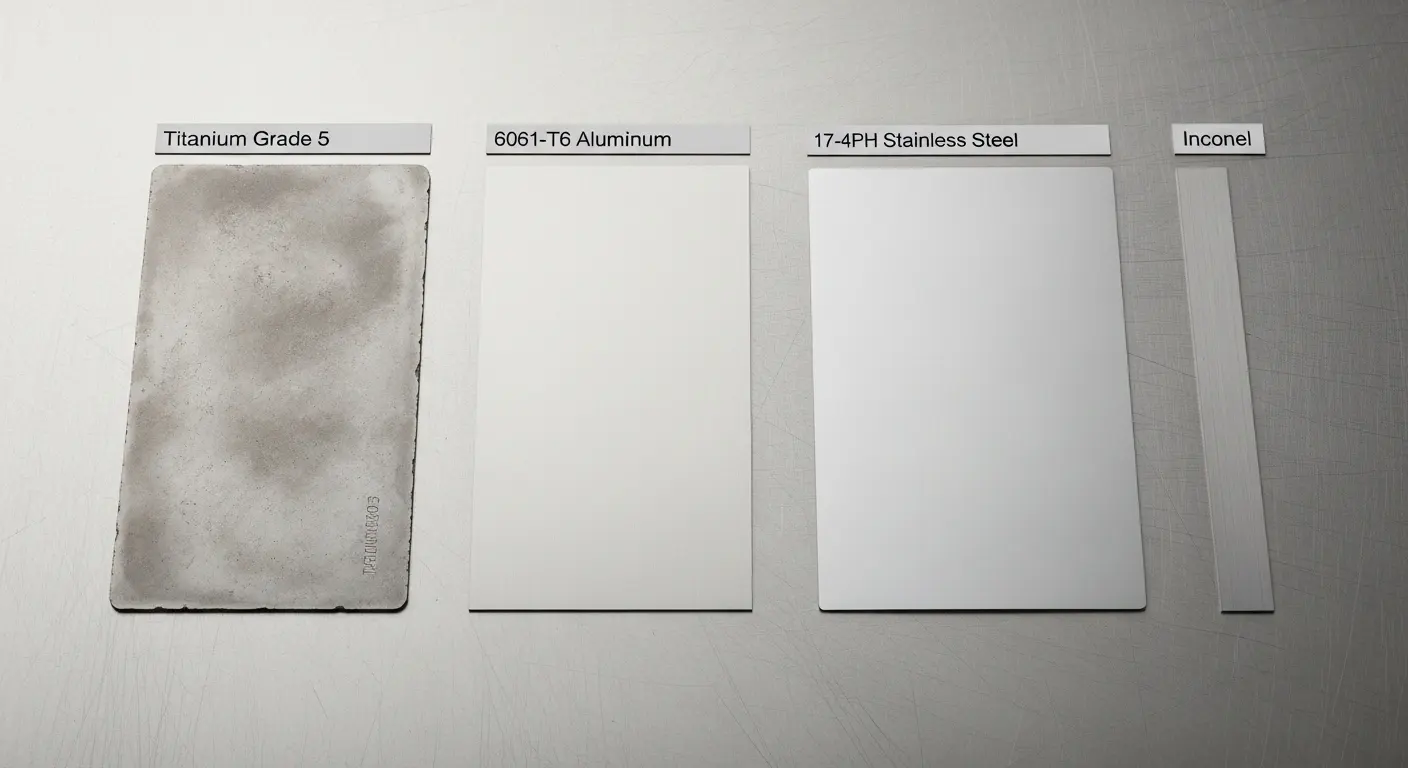
La fabricación aeroespacial utiliza grados de materiales que empujan los frenos de prensa mucho más fuerte que el trabajo estándar en acero. AnFreno de presión de grado aeroespacial debe configurarse para manejar cada uno de estos correctamente.
Titanio (Grado 2, Grado 5 Ti-6Al-4V) — El titanio es el material más difícil de doblar de forma constante en trabajos aeroespaciales. Tiene una alta relación resistencia-peso, Recuperación significativa (típicamente 3–5° por curva de 90°), y una ventana de ductilidad estrecha. Doblarse demasiado rápido provoca grietas. Curvarse sin compensación de resorte produce bridas fuera de tolerancia. El radio mínimo de flexión suele ser de 2–3× de grosor del material para el Grade 5.
Aleaciones de aluminio (6061-T6, 7075, 2024) — El resorte de aluminio de grado aeroespacial varía de 1° a 2° por curva de 90° en el 6061-T6. Aleaciones de mayor resistencia como 7075 y 2024 son menos indulgentes. El acabado superficial importa: las superficies anodizadas y revestidas se marcan fácilmente con un radio de herramientas incorrecto o una presión de sujeción excesiva.
Aleaciones Inconel y de níquel — Utilizado para componentes de motores y estructuras térmicas. Estos materiales requieren un tonelaje significativamente mayor de lo que su grosor sugeriría, y se endurecen rápidamente durante la formación. El desgaste de las herramientas es agresivo.
Acero inoxidable (17-4PH, 15-5PH) — Los calzantes de acero inoxidable endurecidos por precipitación usados en estructuras aeroespaciales requieren una corrección precisa de sobreflexión — compensación de 2–3° por curva de 90° en la mayoría de los casos.
Comprender tu material principal determina cada decisión de especificación para tuFreno de presión de grado aeroespacial — desde la selección de tonelaje hasta los requisitos del controlador y la inversión en herramientas.
Normas de tolerancia para trabajos con frenos de presión de grado aeroespacial
Las tolerancias aeroespaciales no solo son más estrictas, sino que son fundamentalmente diferentes de los estándares generales de fabricación.
Para trabajos estándar de freno de prensa CNC, La norma en la industria es:
- Posicionamiento lineal: ±0,1–0,2 mm
- Tolerancia angular: ±0,5°
- Precisión del calibre posterior: ±0,15 mm
Para unaFreno de presión de grado aeroespacial, Los estándares requeridos son:
- Posicionamiento lineal: ±0,01–0,05 mm
- Tolerancia angular: ±0,1° a ±0,3°
- Precisión del calibre posterior: ±0,01 mm
- Repetibilidad a través de 500+ Ciclos: sin deriva respecto a los parámetros del conjunto
Lo que hace esto complicado es que estas tolerancias deben mantenerse durante toda la producción, no solo en la primera curva de una máquina recién calibrada. Variación de temperatura, Desgaste de herramientas, Cambios en la viscosidad del fluido hidráulico, y la deflexión del chasis bajo carga introducen deriva con el tiempo. AnFreno de presión de grado aeroespacial gestiona todo esto mediante la compensación activa, No solo una configuración cuidadosa.
Para tiendas que gestionan unaFreno de presión CNC de ángulo variable con corrección de sensores en tiempo real, Estas bandas de tolerancia son alcanzables, pero solo cuando las especificaciones base de la máquina están en el nivel de precisión aeroespacial desde el principio.
Especificaciones clave para un freno de presión de grado aeroespacial
Al evaluar máquinas, estas son las especificaciones que distinguen las configuraciones aeroespaciales de los frenos de presión CNC estándar.
Sistema de transmisión — El servoeléctrico es la mejor opción para la precisión aeroespacial. Sin fluido hidráulico, no hay variación de viscosidad con la temperatura, Tiempos de respuesta más rápidos, y la repetibilidad de posicionamiento a ±0,005 mm. A40-Freno de presión eléctrico tonelada es un punto de entrada práctico para componentes aeroespaciales más pequeños y trabajos de prototipos.
Tipo de codificador — Los codificadores lineales a escala de vidrio en el eje Y son obligatorios para la precisión aeroespacial. Los codificadores rotativos en el eje del motor introducen juego mecánico. Los codificadores lineales miden directamente la posición real de la RAM, Posición no inferida a través del tren motriz.
Recuento de ejes — Las piezas aeroespaciales suelen presentar múltiples bridas, Geometrías complejas, y características de tolerancia estrecha que requieren que el manómetro trasero se reposicione precisamente a mitad de secuencia. Una configuración de 6 ejes (Y1, Y2, X, R, Z1, Z2) es el estándar para trabajos de grado aeroespacial con múltiples curvas. Para piezas con líneas de curvatura largas sensibles a la corona, un eje V (Coronación activa) también es necesario.
Controlador CNC — El controlador debe soportar bases de datos de compensación spring-back por grado de material, Integración de medición de ángulo en tiempo real, y registro de datos de producción. Controladores como el Delem DA69S y DA69T cumplen estos requisitos.
Rigidez del bastidor — La precisión aeroespacial exige un bastidor que no flexione bajo carga. Aliviado por el estrés, Los bastidores mecanizados CNC con estructura en C cerrada o estructura en O mantienen el paralelismo entre el ariete y la cama bajo tonelaje completo.
AFreno de presión con accionamiento por servomotor combina las características de posicionamiento, precisión y energía que requiere el trabajo aeroespacial, sin la complejidad de gestión de fluidos de los sistemas hidráulicos completos.
Servo-eléctrico vs servo-hidráulico: ¿Cuál es mejor para la aeroespacial??
Ambos sistemas de propulsión pueden alcanzar niveles de precisión aeroespacial. La diferencia radica en cómo llegan y en cuánto cuestan mantenerlos.
| Especificación | Servo-eléctrico | Servo-hidráulico |
|---|---|---|
| Precisión en el posicionamiento | ±0,005 mm | ±0,01–0,02 mm |
| Estabilidad de temperatura | Excelente — sin cambio de viscosidad del fluido | Bueno — con hidráulica controlada por temperatura |
| Tiempo de respuesta | Muy rápido | Casi (Dependiente de la válvula servo) |
| Rango de tonelaje | Mejor hasta ~200T | Mejor por encima de 150T para trabajos pesados |
| Mantenimiento | Bajo — sin fluido hidráulico | Moderado — líquido, Focas, Filtros |
| Consumo energético | Lower — el motor funciona solo bajo demanda | Más alto — la bomba funciona de forma continua |
| Mejor aplicación | Componentes aeroespaciales de precisión, Material fino | Partes estructurales aeroespaciales, Formación de alto tonelaje |
Para la mayoría de los trabajos de chapa aeroespacial — soportes, Costillas, Skins, y recintos en el 0.5 mm a 6 Rango de mm — la servoeléctrica es la opción clara. La ausencia de variación del fluido hidráulico hace que la máquina funcione idénticamente en la primera curva del cambio y en la última.
Para componentes estructurales aeroespaciales más pesados donde el tonelaje supera las 200T, Un sistema servohidráulico premium con fluido controlado por temperatura y válvulas servo proporcionales puede cumplir con los requisitos de precisión aeroespacial, a menor coste de capital para una capacidad de alta tonelaje.
Herramientas para doblado de frenos de prensa de grado aeroespacial
La máquina por sí sola no ofrece precisión aeroespacial. La maquinaria es igualmente crítica en unFreno de presión de grado aeroespacial.
Radio de punzón para titanio — El titanio requiere un radio de nariz de punzón mayor que el acero de espesor equivalente. Una regla general es un grosor mínimo de 3× de material para Ti-6Al-4V. Los radios agudos inician la grieta en la línea de curvatura en titanio, incluso cuando la velocidad de flexión de la máquina está correctamente controlada.
Dureza superficial de la herramienta — Las herramientas aeroespaciales suelen usar acero para herramientas rectificadas de precisión con dureza superficial de 58–62 HRC. Las herramientas más blandas se desgastan más rápido bajo titanio y acero de alta resistencia, y la degradación superficial introduce variaciones de ángulo a lo largo de las producciones.
Consistencia de la altura de la herramienta — Para precisión aeroespacial, Todas las herramientas en un sistema multi-estación deben tener una altura dentro de ±0,01 mm. La sujeción de precisión estilo Wila con vasos de herramientas auto-asentables es estándar en configuraciones de grado aeroespacial.
Control de espacio libre para superficies revestidas y anodizadas — Muchas piezas de aluminio aeroespacial tienen recubrimientos protectores. Matrices en V estándar con superficies afiladas en los radios de los hombros recubiertas de rayado. Los implantes de matriz de poliuretano o los radios pulidos protegen la integridad superficial durante el conformado.
Buen equipo combinado con unFreno de presión de grado aeroespacial mantiene la precisión durante largas producciones, no solo en la configuración inicial. ElCizalladura hidráulica de metal de alta resistencia para blanking de precisión y unmáquina robótica de soldadura MIG/TIG Para el ensamblaje aguas abajo, completar el flujo de trabajo de fabricación de precisión completa que requieren las cadenas de suministro aeroespaciales.
Calidad, Trazabilidad, y Cumplimiento en Flexión Aeroespacial
Los clientes aeroespaciales no solo compran piezas, sino que auditan el proceso que las produce. AnFreno de presión de grado aeroespacial necesita apoyar el sistema de gestión de calidad de tu tienda, No solo hacer curvas precisas.
AS9100 Rev D — El estándar de gestión de calidad para fabricantes aeroespaciales. El controlador CNC de tu freno de presión debe poder registrar los parámetros de flexión (Fuerza, Posición en el eje Y, Posición en el ancho de marcha trasera, Fecha/hora, ID de operador) por producción. Algunos clientes requieren trazabilidad por pieza en componentes serializados.
Acreditación NADCAP — Los talleres que suministran a grandes fabricantes aeroespaciales suelen necesitar certificación NADCAP para procesos especiales, incluyendo el conformado de chapa metálica. Esto requiere controles de proceso documentados, Récords de calibración de máquinas, y certificaciones de materiales vinculadas a cada lote de producción.
Calibración y certificación de máquinas — UnFreno de presión de grado aeroespacial deben calibrarse a intervalos regulares usando estándares trazables. La mayoría de los contratos de suministro aeroespacial especifican la frecuencia de calibración (normalmente cada 6–12 meses) y requieren que los registros de calibración estén disponibles bajo solicitud.
Primera inspección del artículo (DO) — Los compradores aeroespaciales requieren rutinariamente documentación de la FAI para piezas nuevas, incluyendo mediciones de ángulos de flexión, Mediciones de longitud de brida, y certificaciones de materiales. El controlador CNC de tu máquina debería poder exportar los parámetros de producción usados en cada ejecución FAI.
Para tiendas que buscan unFreno de presión de grado aeroespacial de proveedores extranjeros, Confirmar la disponibilidad de la documentación de cumplimiento antes de la compra evita costosos vacíos en la certificación tras la entrega.
Cómo evaluar un freno de presión de calidad aeroespacial antes de comprar
Utiliza estas cinco preguntas para evaluar cualquier máquina antes de comprometerte con una compra.
1. ¿Cuál es la precisión real del posicionamiento?, No clasificado?
Pide informes independientes de pruebas de calibración, No solo las reclamaciones en la hoja de datos. La precisión aeroespacial a ±0,01 mm debe verificarse bajo carga, No solo con fuerza cero.
2. ¿Qué tipo de codificador se usa en el eje Y??
Confirma que los codificadores lineales a escala de vidrio son equipo estándar, No es una mejora opcional. Los codificadores rotativos no son aceptables para niveles de precisión aeroespacial.
3. ¿El controlador soporta compensación de resorte por grado de material?
El trabajo aeroespacial abarca múltiples aleaciones con diferentes comportamientos de remontada. Tu controlador necesita una base de datos de materiales programable, no solo un valor de corrección.
4. ¿Puede la máquina registrar y exportar datos de producción por lote o por pieza??
La trazabilidad AS9100 requiere esto. Confirma que el controlador tiene capacidad de exportación por USB o red con registro de parámetros incluido.
5. ¿Cuál es la puntuación de precisión de la máquina tras la estabilización térmica??
Una máquina puede especificar ±0,01 mm en frío, pero deriva bajo temperatura de funcionamiento. Pide datos de precisión después 2 Horas de producción — esa es la verdadera especificación operativa.
Preguntas frecuentes sobre frenos de presión de grado aeroespacial
¿Qué es un freno de presión de grado aeroespacial??
Un freno de presión de grado aeroespacial es un freno de presión CNC que cumple con los estándares de precisión y repetibilidad requeridos para la fabricación aeroespacial. Normalmente ofrece una precisión de posicionamiento de ±0,005–0,01 mm, Repetibilidad angular de ±0,1°–±0,3°, Corrección activa de retroceso, y registro completo de datos de producción para trazabilidad.
¿Qué precisión requiere el flexión aeroespacial??
La flexión aeroespacial suele requerir tolerancia angular de ±0,1° a ±0,3° y posicionamiento lineal de ±0,01 mm a ±0,05 mm. Estas tolerancias deben mantenerse a lo largo de toda la producción, No solo en las primeras configuraciones. Esto es entre 5 y 10× más ajustado que las tolerancias generales de fabricación.
¿Puede un freno de presión hidráulico alcanzar una precisión de grado aeroespacial??
Sí, un freno de presión servo-hidráulico premium con codificadores lineales, Fluido con control de temperatura, y las válvulas servo proporcionales pueden alcanzar niveles de precisión aeroespacial. Para máxima precisión — especialmente en titanio y aluminio finos — los sistemas de accionamiento servoeléctricos son más consistentes porque eliminan la variabilidad del fluido hidráulico.
¿Qué materiales maneja un freno de presión de grado aeroespacial??
Los frenos de presión de grado aeroespacial manejan titanio (Grado 2 y Grado 5), Aleaciones de aluminio (6061-T6, 7075, 2024), Acero inoxidable endurecido por precipitación (17-4PH, 15-5PH), Inconel, y otras aleaciones basadas en níquel. Cada material requiere una compensación específica de resorte, Radio de herramientas, y ajustes de velocidad de flexión.
¿Cuál es la diferencia entre un freno de presión de grado aeroespacial y un freno de presión CNC estándar??
Un freno de presión CNC estándar apunta ± posicionamiento de 0,1 mm y tolerancia angular de ±0,5°. Un freno de presión de grado aeroespacial apunta a posicionamientos ±0,005–0,01 mm y tolerancias angulares ±0,1°–±0,3° — normalmente mediante codificadores lineales, Accionamiento servo-eléctrico, Medición del ángulo activo, y corrección avanzada de resorte que las máquinas estándar no incluyen.

