













Freno a pressa di grado aerospaziale: Specifiche, Materiali, e Guida alla selezione per la formatura di precisione
Non tutti i freni a pressione sono considerati unFreno a pressa di grado aerospaziale. L'industria aerospaziale richiede una precisione di flessione entro ±0,01 mm, risultati ripetibili su titanio e leghe di alluminio ad alta resistenza, e configurazioni di macchine che supportano la piena tracciabilità in produzione. Un freno a pressione CNC polivalente — anche ben specificato — spesso non soddisfa questi requisiti senza il giusto sistema di trasmissione, Controller, Utensili, e standard di calibrazione.
Questa guida spiega cosa significa effettivamente grado aerospaziale in termini di macchina, Quali specifiche cercare, e come selezionare il freno a pressione giusto per lavori di formatura aerospaziale di precisione.
Cosa rende un freno a pressione "Grado Aerospaziale"?

Il termineFreno a pressa di grado aerospaziale si riferisce a una macchina che soddisfa l'accuratezza, ripetibilità, e requisiti di tracciabilità degli standard di produzione aerospaziale. Non è un'etichetta di marketing — è una soglia di capacità specifica.
Perché un freno a pressione possa qualificarsi come grado aerospaziale, Deve mantenere la consegna:
- Precisione di posizionamento da ±0,005 mm a ±0,01 mm sull'asse Y (ariete) e scartamento posteriore
- Ripetibilità della curvatura angolare di ±0,1° o più stretta Durante la produzione completa
- Misurazione dell'angolo in tempo reale o correzione attiva — non solo parametri preimpostati
- Piena capacità di data logging per la tracciabilità ai singoli record di piegatura dei pezzi
- Stabilità meccanica attraverso variazioni di temperatura e cicli di produzione prolungati
In pratica, Ciò significa sistemi di azionamento servo-elettrici o servo-idraulici premium, Codificatori lineari invece di codificatori rotanti, controllori CNC avanzati con feedback angolare, e telai rigidi che non si flettono sotto carico.
I freni a pressione CNC standard puntano a un posizionamento di ±0,1 mm e una tolleranza angolare di ±0,5°. Il lavoro aerospaziale richiede da cinque a dieci volte più stretto di così — e ogni decisione di specifica sulla macchina deve supportarla.
Materiali aerospaziali: Cosa deve gestire il freno a pressione
La fabbricazione aerospaziale utilizza gradi di qualità che spingono i freni a pressione molto più duramente rispetto alla lavorazione standard in acciaio. UnFreno a pressa di grado aerospaziale deve essere configurato per gestire ciascuno di questi correttamente.
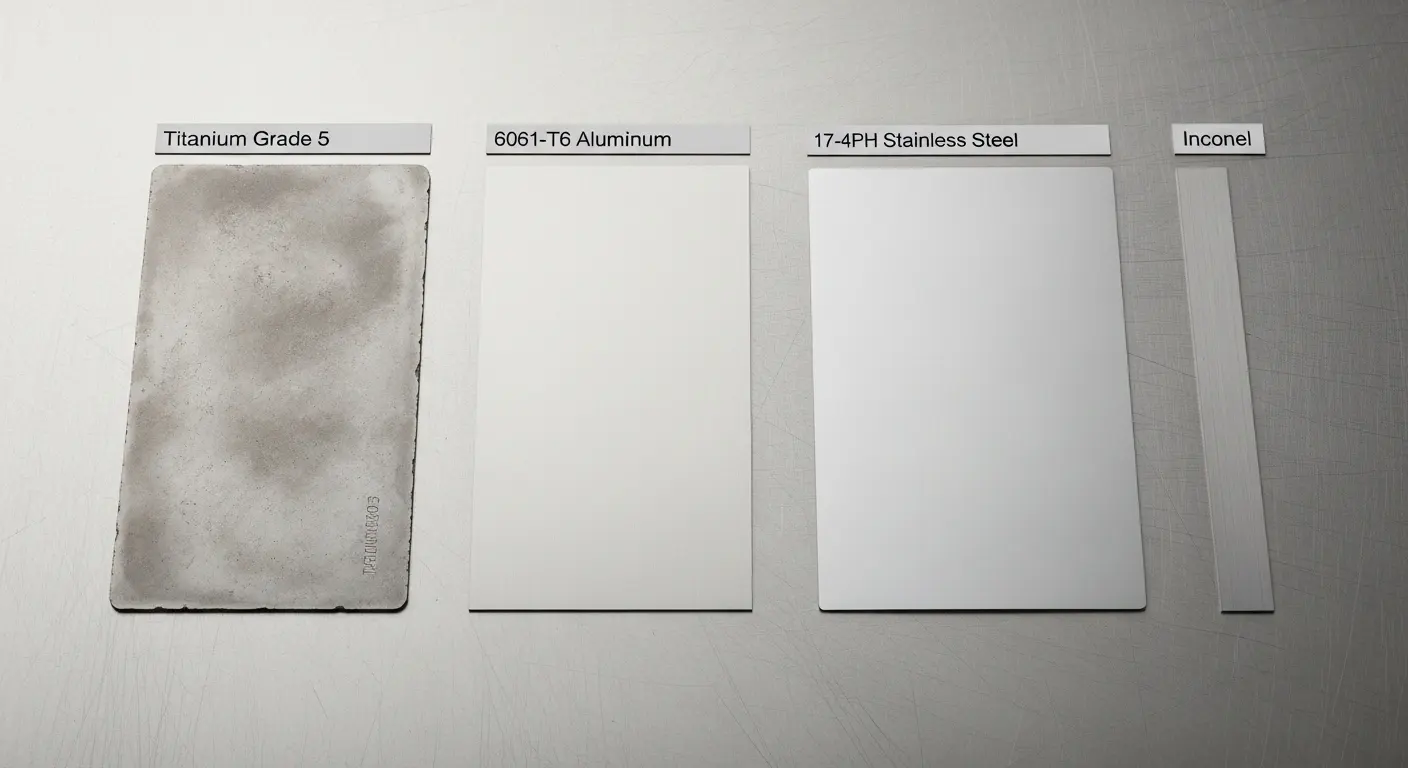
Titanio (Grado 2, Grado 5 Ti-6Al-4V) — Il titanio è il materiale più difficile da piegare costantemente nel lavoro aerospaziale. Ha un alto rapporto resistenza/peso, Ripresa significativa (tipicamente 3–5° ogni curva di 90°), e una finestra di duttilità stretta. Piegarsi troppo velocemente provoca crepe. La flessione senza compensazione del retromarcia produce flange fuori tolleranza. Il raggio di flessione minimo è tipicamente di 2–3× dello spessore del materiale per il Grade 5.
Leghe di alluminio (6061-T6, 7075, 2024) — La retrosposizione a molla in alluminio di grado aerospaziale varia da 1° a 2° per curva di 90° sulla 6061-T6. Leghe ad alta resistenza come 7075 e 2024 sono meno indulgenti. La finitura superficiale è importante: superfici anodizzate e rivestite si segnano facilmente con un raggio di stampaggio errato o una pressione di serraggio eccessiva.
Leghe di Inconel e Nichel — Utilizzato per componenti motori e strutture termiche. Questi materiali richiedono un tonnellaggio significativamente superiore a quanto il loro spessore suggerisca, e si induriranno rapidamente durante la formatura. L'usura degli utensili è aggressiva.
Acciaio inox (17-4PH, 15-5PH) — I gradi in acciaio inox temprati per precipitazione utilizzati nelle strutture aerospaziali richiedono una correzione precisa della sovraflessione — compensazione 2–3° ogni curva di 90° nella maggior parte dei casi.
Comprendere il materiale principale guida ogni decisione specifica per il tuoFreno a pressa di grado aerospaziale — dalla selezione del tonnellaggio ai requisiti del controller fino all'investimento negli utensili.
Standard di tolleranza per il lavoro con freni a pressione di grado aerospaziale
Le tolleranze aerospaziali non sono solo più strette — sono fondamentalmente diverse dagli standard generali di fabbricazione.
Per il lavoro standard con freni a pressione CNC, La norma del settore è:
- Posizionamento lineare: ±0,1–0,2 mm
- Tolleranza angolare: ±0,5°
- Precisione del calibro posteriore: ±0,15 mm
Per unFreno a pressa di grado aerospaziale, Gli standard richiesti sono:
- Posizionamento lineare: ±0,01–0,05 mm
- Tolleranza angolare: ±0,1° a ±0,3°
- Precisione del calibro posteriore: ±0,01 mm
- Ripetibilità tra le parti 500+ Cicli: nessuna deriva dai parametri di set
Ciò che rende tutto ciò difficile è che queste tolleranze devono essere mantenute durante tutte le serie di produzione — non solo alla prima curva di una macchina appena calibrata. Variazione della temperatura, Usura degli utensili, Cambiamenti della viscosità del fluido idraulico, e la deflessione del frame sotto carico introducono tutte deriva nel tempo. UnFreno a pressa di grado aerospaziale gestisce tutto questo tramite la retribuzione attiva, Non solo una configurazione accurata.
Per negozi che gestiscono unFreno a pressione CNC ad angolo variabile con correzione sensore in tempo reale, Queste bande di tolleranze sono raggiungibili — ma solo quando le specifiche base della macchina sono al livello di accuratezza aerospaziale fin dall'inizio.
Specifiche chiave per un freno a pressione di grado aerospaziale
Quando si valutano le macchine, queste sono le specifiche che distinguono le configurazioni aerospaziali dai freni a pressa CNC standard.
Sistema di trasmissione — Il servo-elettrico è la scelta principale per la precisione aerospaziale. Nessun fluido idraulico significa nessuna variazione di viscosità con la temperatura, tempi di risposta più rapidi, e ripetibilità di posizionamento a ±0,005 mm. Un40-Freno a pressione elettrico tonnellata è un punto di ingresso pratico per componenti aerospaziali più piccoli e lavori su prototipi.
Tipo di codificatore — Codificatori lineari a scala di vetro sull'asse Y sono obbligatori per l'accuratezza aerospaziale. Gli encoder rotanti sull'albero del motore introducono il gioco meccanico. Gli encoder lineari misurano direttamente la posizione effettiva della RAM, Posizione non dedotta attraverso la trasmissione.
Conteggio degli assi — I componenti aerospaziali spesso presentano più flange, Geometrie complesse, e caratteristiche di tolleranza stretta che richiedono che il retromisuratore si riposizioni con precisione a metà sequenza. Una configurazione a 6 assi (Y1, Y2, X, R, Z1, Z2) è lo standard per il lavoro multi-piegatura di grado aerospaziale. Per parti con lunghe linee di curvatura sensibili al crowning, un asse V (Coronazione attiva) è anche richiesta.
Controllore CNC — Il controller deve supportare database di compensazione a ritorno a primavera per grado di materiale, Integrazione della misurazione angolare in tempo reale, e registrazione dei dati di produzione. Controller come il Delem DA69S e il DA69T soddisfano questi requisiti.
Rigidità del telaio — La precisione aerospaziale richiede un telaio che non si flessiva sotto carico. Alleviata dallo stress, I telai lavorati a CNC con struttura a telaio a C chiuso o a O mantengono il parallelismo tra monteruolo e letto a piena tonnellata.
UnFreno a pressione con azionamento servomotore combina la precisione del posizionamento e le caratteristiche energetiche richieste dal lavoro aerospaziale, senza la complessità di gestione dei fluidi tipica dei sistemi idraulici completi.
Servo-elettrico vs servo-idraulico: Quale è meglio per l'aerospaziale?
Entrambi i sistemi di propulsione possono raggiungere livelli di accuratezza aerospaziale. La differenza sta in come ci arrivano e in quanto costano mantenerlo.
| Specifiche | Servo-elettrico | Servo-idraulico |
|---|---|---|
| Precisione del posizionamento | ±0,005 mm | ±0,01–0,02 mm |
| Stabilità della temperatura | Eccellente — nessuna variazione di viscosità del fluido | Buono — con idraulica a temperatura controllata |
| Tempo di risposta | Molto veloce | Quasi (Valvola Servo Dipendente) |
| Intervallo di tonnellaggio | Meglio fino a ~200T | Meglio sopra i 150T per lavori pesanti |
| Manutenzione | Basso — nessun fluido idraulico | Moderato — liquido, Sigilli, Filtri |
| Consumo energetico | Lower — il motore funziona solo su richiesta | Più in alto — la pompa funziona continuamente |
| Migliore applicazione | Componenti aerospaziali di precisione, Materiale sottile | Parti strutturali aerospaziali, Formazione ad alto tonnellaggio |
Per la maggior parte delle lavorazioni in lamiera aerospaziale — staffe, Costine, Pelli, e recinti nel 0.5 mm a 6 gamma mm — servo-elettrico è la scelta chiara. L'assenza di variazioni del fluido idraulico fa sì che la macchina funzioni allo stesso modo alla prima curva del cambio e all'ultima.
Per componenti aerospaziali strutturali più pesanti dove il tonnellaggio supera i 200T, Un sistema servoidraulico premium con fluido a temperatura controllata e valvole servo proporzionali può soddisfare i requisiti di precisione aerospaziale, a costi di capitale inferiori per una capacità ad alta tonnellaggio.
Utensili per la piegatura dei freni a pressione di grado aerospaziale
La macchina da sola non garantisce precisione aerospaziale. Gli utensili sono altrettanto critici su unFreno a pressa di grado aerospaziale.
Raggio di punzone per il titanio — Il titanio richiede un raggio di punta maggiore rispetto all'acciaio di spessore equivalente. Una regola pratica è uno spessore minimo di 3× materiale per il Ti-6Al-4V. I raggi netti innescano la crepa nella linea di curvatura in titanio, anche quando la velocità di flessione della macchina è controllata correttamente.
Durezza superficiale dell'utensile — Gli utensili aerospaziali utilizzano tipicamente acciaio per utensili di precisione con durezza superficiale di 58–62 HRC. Gli utensili più morbidi si usano più rapidamente sotto titanio e acciaio ad alta resistenza, e il degrado superficiale introduce variazioni di angolo durante le serie..
Consistenza dell'altezza dell'utensile — Per la precisione aerospaziale, Tutti gli utensili in un sistema multi-stazioni devono avere un'altezza entro ±0,01 mm. La serratura di precisione in stile Wila con prese auto-inseribili è standard nelle configurazioni aerospaziali.
Controllo dello spazio libero per superfici rivestite e anodizzate — Molte parti in alluminio aerospaziale hanno rivestimenti protettivi. Cilindri a V standard con superfici affilate a raggi di spalla rivestite di graffi. Gli inserti in poliuretano o i raggi lucidati proteggono l'integrità superficiale durante la formatura.
Ottimi utensili combinati con unFreno a pressa di grado aerospaziale mantiene la precisione durante lunghe tirature di produzione — non solo durante la configurazione iniziale. LeTaglio idraulico di metallo a forte resistenza per blanking di precisione e unmacchina robotica per saldatura MIG/TIG Per l'assemblaggio a valle completare il flusso di lavoro di fabbricazione di precisione completo richiesto dalle catene di approvvigionamento aerospaziale.
Qualità, Tracciabilità, e Conformità nella piegatura aerospaziale
I clienti aerospaziali non acquistano solo parti — controllano il processo che le produce. UnFreno a pressa di grado aerospaziale deve supportare il sistema di gestione della qualità del tuo negozio, Non solo fare curve accurate.
AS9100 Rev D — Lo standard di gestione della qualità per i produttori aerospaziali. Il controller CNC del freno a pressione deve essere in grado di registrare i parametri di flessione (Forza, Posizione dell'asse Y, Posizione del retro dello scartamento, Data/ora, ID operatore) Per produzione. Alcuni clienti richiedono la tracciabilità per pezzo sui componenti serializzati.
Accreditamento NADCAP — Le officine che forniscono ai principali OEM aerospaziali spesso necessitano della certificazione NADCAP per processi speciali, inclusa la formatura della lamiera. Questo richiede controlli di processo documentati, Record di calibrazione delle macchine, e certificazioni materiali legate a ciascun lotto di produzione.
Calibrazione e certificazione delle macchine — UnFreno a pressa di grado aerospaziale devono essere calibrati a intervalli regolari utilizzando standard tracciabili. La maggior parte dei contratti di fornitura aerospaziale specifica la frequenza di calibrazione (tipicamente ogni 6–12 mesi) e richiedono che i registri di calibrazione siano disponibili su richiesta.
Ispezione del primo articolo (DO) — Gli acquirenti aerospaziali richiedono regolarmente la documentazione FAI per i nuovi componenti, incluse le misurazioni dell'angolo di flessione, Misurazioni della lunghezza della flangia, e certificazioni dei materiali. Il controller CNC della tua macchina dovrebbe essere in grado di esportare i parametri di produzione utilizzati per ogni esecuzione FAI.
Per i negozi che si appuntano a unFreno a pressa di grado aerospaziale Da fornitori esteri, Confermare la disponibilità della documentazione di conformità prima dell'acquisto evita costose lacune di certificazione dopo la consegna.
Come valutare un freno a pressione di grado aerospaziale prima di acquistare
Usa queste cinque domande per valutare qualsiasi macchina prima di impegnarti in un acquisto.
1. Qual è la precisione effettiva del posizionamento — misurata, Non classificato?
Chiedi rapporti indipendenti di test di calibrazione, Non solo le richieste di scheda tecnica. La precisione aerospaziale a ±0,01 mm deve essere verificata sotto carico, Non solo a forza zero.
2. Quale tipo di codificatore viene utilizzato sull'asse Y?
Conferma che gli encoder lineari in scala vetro siano equipaggiamento standard, Non è un upgrade opzionale. Gli encoder rotanti non sono accettabili per i livelli di precisione aerospaziale.
3. Il controller supporta la compensazione del retro molle per grado di materiale?
Il lavoro aerospaziale comprende più leghe con diversi comportamenti di ritiro. Il tuo controller ha bisogno di un database di materiali programmabile — non solo di un singolo valore di correzione.
4. La macchina può registrare ed esportare i dati di produzione per lotto o per pezzo?
La tracciabilità AS9100 richiede questo. Conferma che il controller abbia funzionalità di esportazione USB o di rete con inserimento dei parametri.
5. Qual è la valutazione di precisione della macchina dopo la stabilizzazione termica?
Una macchina può specificare ±0,01 mm di freddo, ma deriva sotto temperatura operativa. Chiedi dati di accuratezza dopo 2 ore di produzione — questa è la vera specifica operativa.
Domande frequenti sul freno a pressione di qualità aerospaziale
Cos'è un freno a pressione di grado aerospaziale?
Un freno a pressa di grado aerospaziale è un freno a pressione CNC che soddisfa gli standard di accuratezza e ripetibilità richiesti per la produzione aerospaziale. Di solito garantisce una precisione di posizionamento di ±0,005–0,01 mm, Ripetibilità angolare di ±0,1°–±0,3°, Correzione attiva del ritorno della primavera, e registrazione completa dei dati di produzione per la tracciabilità.
Quale precisione richiede la flessione aerospaziale?
La flessione aerospaziale richiede tipicamente una tolleranza angolare da ±0,1° a ±0,3° e un posizionamento lineare da ±0,01 mm a ±0,05 mm. Queste tolleranze devono essere mantenute durante tutte le serie., Non solo nelle configurazioni iniziali. Questo è 5–10× più stretto rispetto alle tolleranze generali di fabbricazione.
Un freno a pressa idraulico può raggiungere una precisione di grado aerospaziale??
Sì, un freno a pressione servo-idraulico premium con encoder lineari, Fluido a temperatura controllata, e le servovalvole proporzionali possono raggiungere livelli di accuratezza aerospaziale. Per la massima precisione — specialmente su titanio sottile e alluminio — i sistemi di azionamento servo-elettrici sono più coerenti perché eliminano la variabilità del fluido idraulico.
Quali materiali maneggia un freno a pressa di grado aerospaziale?
I freni a pressa di grado aerospaziale gestiscono titanio (Grado 2 e Grado 5), Leghe di alluminio (6061-T6, 7075, 2024), Acciaio inox temprato per precipitazione (17-4PH, 15-5PH), Inconel, e altre leghe a base di nichel. Ogni materiale richiede una specifica compensazione del retromarciamento, Raggio degli utensili, e impostazioni di velocità di flessione.
Qual è la differenza tra un freno a pressa di grado aerospaziale e un freno a pressione CNC standard?
Un freno a pressione CNC standard mira ± posizionamento di 0,1 mm e tolleranza angolare di ±0,5°. Un freno a pressione di grado aerospaziale mira ±0,005–0,01 mm di posizionamento e tolleranza angolare ±0,1°–±0,3° — tipicamente tramite encoder lineari, Azionamento servo-elettrico, Misurazione dell'angolo attivo, e una correzione avanzata del ritorno della molla che le macchine standard non includono.

