













Plieur de plaques pour machines de construction: Guide complet de l’acheteur pour le formage de plaques à haute capacité
UnPliage de plaques pour machines de construction est une machine de formage robuste utilisée pour façonner des plaques d’acier épaisses en composants structurels qui composent les excavatrices, bulldozers, Grues, Chargeurs, et autres équipements de construction. Les épaisseurs de plaque impliquées — généralement de 8 mm à 50 mm en grades structurelles et en acier résistant à l’usure — imposent des exigences sur les équipements de pliage que les machines à tôlerie standard ne peuvent tout simplement pas satisfaire.
Ce guide couvre les types de machines, Applications composantes, Spécifications des matériaux, et les critères de sélection qui comptent pour la fabrication de machines de construction.
Qu’est-ce qu’un plieur de plaques pour machines de construction?

UnPliage de plaques pour machines de construction est un frein à pression hydraulique CNC, Machine à laminer des plaques robustes, ou une combinaison des deux, configurée pour former une épaisse plaque d’acier structurel dans le profil, Bride, ou forme de rayon requise pour les composants d’équipements de construction.
Deux types de machines principaux desservent la fabrication de machines de construction:
Frein à pression CNC lourd — Utilise un poinçon-matrice pour former des courbes angulaires dans une plaque épaisse. Poignées des brides du bras de flèche, Supports de châssis, Plaques de montage, Formes de contrepoids, et transitions de plat à incliné. Permet un contrôle précis de l’angle et un positionnement arrière de la jauge sur plusieurs séquences de courbes.
Machine à laminer des plaques CNC (Plieuse/rouleau de plaque) — Utilise deux ou trois rouleaux enroulés pour courber progressivement la plaque plate en formes cylindriques ou courbes. Manipule les coquilles de seaux, Contrepoids cylindriques, Sections à flèche courbe, et des boîtiers cylindriques à goupilles. Différent en principe d’un frein à pression — il produit des courbes, pas des courbes angulaires serrées.
La plupart des fabricants de machines de construction utilisent les deux types de machines. Le frein à pression gère le travail de plaques angulaires. Les manches du rouleau de plaques sont des formes courbes et cylindriques. UnPliage de plaques pour machines de construction Cela couvre toute la gamme de composants nécessite les deux outils en chaîne de production.
Pièces de machines de construction nécessitant la pliage des plaques
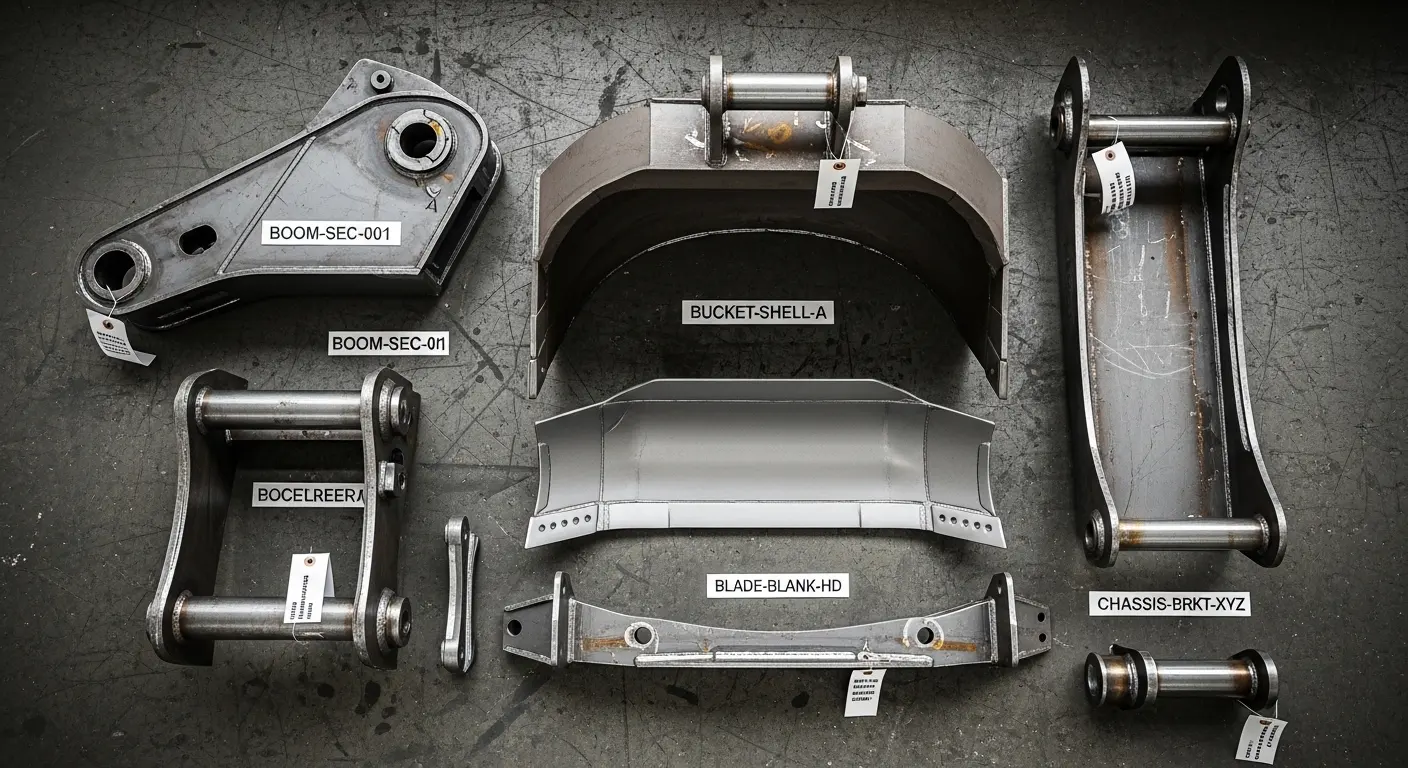
Comprendre chaque composante qui traverse unPliage de plaques pour machines de construction Façonne toute la spécification de votre machine.
Bras de flèche et bras de bâton d’excavatrice — Profils de caisses structurelles longs en acier haute résistance de 12 à 25 mm (S460, S690). Nécessite une flexion angulaire pour les profils de brides et une précision dimensionnelle précise pour l’ajustement de la soudure. Les sections du bras de flèche mesurent généralement entre 3 et 6 m de long, ce qui fixe votre exigence minimale de longueur de courbure.
Coquilles à seaux — Composants de plaques courbes et angulaires en acier doux de 10 à 20 mm ou en acier résistant à l’usure de 8 à 16 mm (Hardox, AR400). Nécessite à la fois une flexion angulaire (Murs latéraux, Renforts de sol) et formage courbe (Rayon de la coque). Une godette pour une pelle de 30 tonnes utilise une plaque allant jusqu’à 20 mm d’épaisseur — c’est un tonnage significatif à façonner avec précision.
Bulldozer et lames de niveleuse — Long, Composants de plaques courbes en acier AR400/500 résistant à l’usure. Nécessite une formation précise à rayon sur une machine à laminer des plaques. Des longueurs de pale de 3 à 5 m sont standard. La dureté des grades résistants à l’usure exige des outillages haut de gamme et un contrôle soigneux de la vitesse de flexion pour éviter les fissures.
Châssis et composants du châssis — Cadres lourds en section boîte en acier structurel S355 ou S460 de 15 à 40 mm. Nécessite un travail de freinage à pression à haute tonnage pour les courbes de bride, Plaques d’égouts, et les profils de supports de montage.
Contrepoids et blocs de ballast — Souvent formé à partir d’une épaisse plaque d’acier doux (20–50 mm) en formes angulaires ou courbes simples. Les exigences en tonnage sont élevées en raison de l’épaisseur du matériau — une courbure de 50 mm en tôle en acier doux de plus de 2 m nécessite 600 T ou plus.
Supports de cylindres hydrauliques et plaques de broches — Composants de précision en acier structurel de 20 à 40 mm. Nécessite une précision angulaire stricte (±0,5° ou mieux) pour un alignement correct des broches lors de l’assemblage.
Pourquoi la flexion des machines de construction est différente
La fabrication générale de la tôle dépasse rarement 6 mm. La fabrication de machines de construction fonctionne régulièrement à 15 mm, 25MM, et au-dessus. Cette différence change tout chez vousPliage de plaques pour machines de construction Exigences.
L’épaisseur de la plaque signifie une force exponentiellement plus grande — Le tonnage en flexion ne s’épaissait pas linéairement avec l’épaisseur. Doubler l’épaisseur de la plaque de 10 mm à 20 mm triple à peu près la force requise pour la même longueur de courbure et la même qualité de matériau. L’acier structurel S355 à 20 mm sur 3 m nécessite environ 400 à 500 T. À 30 mm, qui dépasse 700T. Les machines sous-dimensionnées ne peuvent soit pas terminer la courbe, soit le font sous une contrainte qui raccourcit rapidement la durée de vie de la machine.
L’acier haute résistance est impitoyable — Les grades S460 et S690 utilisées dans les bras d’excavateurs modernes ont des limites d’élasticité de 460 à 690 MPa. Le rebond à ces forces est agressif — 3 à 6° par courbure de 90° dans certaines pentes. Votre contrôleur CNC doit disposer d’une base de données de compensation de reprise pour chaque grade, ou que chaque angle nécessite une correction manuelle et une refonte.
Les grades résistants à l’usure se fissurent s’ils sont mal traités — Hardox 400 et les aciers AR500 résistent à l’usure en étant durs — et l’acier dur est plus cassant. Plier trop vite, Utiliser un rayon de poing trop petit, ou bien se plier par temps froid peut provoquer des fissures dans la plaque. Rayon de courbure minimal pour Hardox 400 est typiquement de 2 à 3× épaisseur du matériau. La vitesse de flexion de votre machine et le choix des outils doivent en tenir compte.
Exigences de tolérance structurelle — Un bras de perche décalé de 2° sur son angle de bride crée un désalignement au niveau de la goupille de pivot, nécessitant correction sur le champ ou retravail lors de l’assemblage. Les tolérances des machines de construction sont plus strictes qu’elles n’en ont l’air — la précision de l’assemblage dépend de la précision de la flexion à chaque étape de la fabrication.
Frein à pression CNC vs machine à laminage de plaques pour pièces de construction

Les deux types de machines sont utilisés dans la fabrication de machines de construction. Le bon choix dépend entièrement de la géométrie de la pièce que vous devez produire.
| Caractéristique | Frein à pression CNC lourd | Machine à laminer des plaques |
|---|---|---|
| Meilleur type de pièce | Supports à brides, Sections de flèche, Châssis, Plaque angulaire | Coquilles à seaux, Poutres courbes, Contrepoids cylindriques, Boîtiers de broches |
| Géométrie produite | Courbes angulaires, Brides, Profils de boîtes | Cylindres, Courbes, cônes, Rayon continu |
| Plage d’épaisseur de plaque | 5mm – 100mm | 4mm – 300mm |
| Précision | Excellent pour les angles (±0,1°–±0,5°) | Bon pour les rayons — cela dépend de la machine et de l’opérateur |
| Complexité de mise en place | Modéré — outillage, Écartement arrière | Lower pour les cylindres simples; plus haut pour les cônes |
| Potentiel d’automatisation | Haut — CNC, servo de jauge arrière | Modéré — Contrôles CNC sur les modèles premium |
| Coût en capital | Plus bas à moyenne tonnage | Plus haut pour les rouleaux industriels lourds |
Pour les ateliers de fabrication qui produisent principalement des composants angulaires — brides de flèche, Plaques de châssis, Supports de montage — Afrein à pression CNC robuste pour le travail de plaques d’acier offre la précision et la reproductibilité requises pour les chaînes d’assemblage de construction.
Pour les travaux structurels à très gros tonnage — châssis et contrepoids majeurs au-dessus de 400T de force de flexion — le600-Frein à pression CNC en tonnes gère des plaques de machines de construction que les machines de gamme moyenne ne peuvent pas atteindre.
Spécifications clés pour un pliage de plaques de machines de construction
Lors de l’évaluation d’unPliage de plaques pour machines de construction, Ces spécifications déterminent si la machine gère toute votre gamme de composants.
Tonnage — basé sur votre plus épaisse, Matériau le plus dur
Calculez le tonnage requis pour votre composante en pire cas: Plaque la plus épaisse, Grade de matériau le plus dur, Longueur de courbe la plus longue. Ajoutez une marge de sécurité de 25 à 30 %. Pour S355 à 25 mm sur 3 m, prévoit un minimum de 500–600 T. Pour S690 ou Hardox à la même épaisseur, Ajouter un multiplicateur de 40 à 50 % pour la résistance du matériau.
Longueur de flexion — doit correspondre à votre composant le plus long
Les sections de flèche de l’excavatrice et les formes des pales du bulldozer dépassent régulièrement 3 m. Une machine avec un plateau de 3200 mm gère la plupart des composants de construction. Pour les bras à flèche plus longs ou les grandes structures de grues, un4000mm plateau de frein à pression CNC ou unConfiguration du frein à pression en tandem fournit la longueur de travail sans repositionnement.
Profondeur de gorge — pour les grandes brides sur les profils de boîte
Les bras de flèche à section boîte possèdent des brides qui doivent franchir le châssis de la machine. Une profondeur de gorge de 400 à 600 mm est standard pour les freins à pression de machines de construction. Confirmez la plus grande profondeur de bride avant de choisir une machine.
Compensation de couronnement
Longueur de courbure de plus de 2 m avec une plaque supérieure à 15 mm, Déflexion du cadre fait que le centre du coude s’ouvre plus largement que les extrémités. Le couronnement hydraulique actif est obligatoire pour une précision angulaire constante sur les longues plaques de construction.
Contrôleur CNC avec tables à ressort spécifiques à chaque matériau
S690, Hardox, et d’autres grades à haute résistance présentent chacun un comportement de reprise distinct. Un contrôleur qui stocke la correction de reprise par grade élimine la correction manuelle de l’angle à chaque changement de travail.
Longueur de la course et hauteur à dégagement
Une plaque épaisse nécessite de grandes matrices en V. Un chip en V pour plaque de 30 mm nécessite une ouverture de 250 mm. La hauteur à vide de votre machine doit accueillir le poinçon, le, et la hauteur combinée de la bride de la partie.
Acier à haute résistance et à l’usure: Ce dont votre plieur de plaques a besoin
Les machines de construction utilisent des grades d’acier que la plupart des ateliers de fabrication touchent rarement — et chacun se comporte différemment sous le poinçonnage.
S355 / Acier structurel A36 — La catégorie standard pour les châssis, Plaques de montage, et composants structurels secondaires. Résistance à la traction 490–630 MPa. Rebond prévisible, Comportement bien compris de la flexion. Un bon point de départ pour calibrer votre machine et vos outils.
S460 / S500 Acier de structure haute résistance — Utilisé pour les bras à perche, Bras-bâtons, et composants structurels porteurs. Résistance à la traction 550–680 MPa. Le rebond est nettement plus agressif que celui de la S355 — prévu pour une surcourbure de 3 à 4° sur des angles de 90°. Rayon de poinçon minimal 2× épaisseur du matériau.
S690 / Weldox 700 — Utilisé lorsque la perte de poids compte — les bras d’excavation modernes, Composants de grues légères. Résistance à la traction 770–940 MPa. Un retour très agressif (5–7° par 90°). Nécessite un contrôleur CNC avec des données de reprise en acier haute résistance et une gestion attentive de la vitesse de flexion pour éviter les micro-fissures dans la zone de flexion.
Hardox 400 / Acier AR400 résistant à l’usure — Utilisé pour les planchers de seaux, Coupeuses latérales, Inserts de lames de bulldozer, et arêtes de tranchant. Dureté 370–430 HB. Cassant dans des conditions froides — température minimale de flexion supérieure à 5°C pour la plupart des grades. Rayon de flexion minimal de 3 à 5× l’épaisseur du matériau selon l’épaisseur de la plaque. N’utilisez jamais de coins serrés sur Hardox.
Hardox 500 / AR500 — Grade de dureté supérieur (450–540 HB) pour des applications d’usure extrême. Exigences de rayon minimum de courbure encore plus strictes. Quelques épaisseurs de Hardox 500 ne sont pas recommandées pour la flexion à froid — un formage à chaud peut être nécessaire au-delà de 20 mm.
Pour les ateliers travaillant sur plusieurs niveaux, unFrein à pression CNC avec une base de données de matériaux programmable Stocke les valeurs de correction de reprise par grade et épaisseur — économisant ainsi un temps d’installation significatif entre les changements de tâche. Évaluation des options parmi les principaux constructeurs? Le guide dePrincipaux fabricants de freins à pression CNC couvre les principaux acteurs et leurs capacités dans le secteur de la construction.
Préparation et montage de soudure dans la fabrication de machines de construction
UnPliage de plaques pour machines de construction ne se contente pas de former des parties — il met en place chaque processus en aval qui suit.
Précision de l’ajustement de la soudure — Les sections de flèche de l’excavatrice sont soudées MIG ou SAW sur des dispositifs dédiés. Si les composants de la plaque à brides ne correspondent pas aux dimensions du luminaire dans un rayon de ±0,5 mm, Le soudeur force soit la pièce en position (Introduction de contraintes résiduelles) ou défait le composant. La précision de la flexion détermine directement la qualité de la préparation de la soudure.
Préparation du biseau et des arêtes — De nombreuses plaques de machines de construction nécessitent des bords biseautés pour les soudures à pleine pénétration. La suite est: Plaque découpée à la taille (Plasma ou laser) → bords en chanfrein → se plient vers le profil → soudure de l’appareil. Toute déformation de flexion introduite après la préparation des arêtes compromet la géométrie du joint de soudure.
Consistance par lots pour les lignes de montage — Les OEM de machines de construction produisent des centaines de sections de flèche identiques, Buckets, et châssis. Chaque composant courbé dans un lot doit correspondre au même angle et aux mêmes dimensions de bride dans la tolérance. Les freins à pression CNC avec servocommande à manomètre arrière et programmes stockés assurent cette régularité de type fourne à lot. Les machines NC manuelles ou basiques ne peuvent pas le maintenir de manière fiable sur de longues séries de production.
Soulagement du stress après une flexion — Certaines grades à haute résistance et à l’usure développent une contrainte résiduelle dans la zone de flexion lors du formage. Pour les composants structurels critiques, Le traitement thermique de soulagement des contraintes après la flexion et avant la soudure est spécifié. Confirmez cette exigence auprès de votre fournisseur de matériaux pour chaque combinaison spécifique de qualité et d’épaisseur avec laquelle vous travaillez.
Comment choisir le bon plieur de plaques pour machines de construction
Utilisez ce cadre en cinq étapes avant de contacter un fournisseur.
Pas 1: Listez vos composants les plus épais et les plus durs
Identifiez le composant qui nécessite le plus de force — généralement votre plaque la plus épaisse dans votre grade le plus résistant sur la plus longue longueur de courbure. Cette combinaison unique dans le pire des cas détermine votre exigence minimale en tonnage.
Pas 2: Calculez le tonnage avec le bon multiplicateur
Utilisez la résistance à la traction de votre matériau par rapport à l’acier doux pour appliquer un multiplicateur de tonnage: S355 = ×1,0 de référence; S460 = ×1.3; S690 = ×1.7; Hardox 400 = ×1,8–2,0. Ajoutez une marge de sécurité de 25 à 30 % au résultat. Pour S690 à 20 mm sur 3 m, cela vous place au-dessus de 600T.
Pas 3: Déterminez votre longueur de courbure requise
Mesurez votre composant le plus long et ajoutez 200 à 300 mm pour le dépassement. Pour les bras de flèche et les rails de châssis au-dessus de 3 m, Prévoyez un minimum de 3200 mm — ou évaluez une configuration ou un ensemble tandem de 4000 mm.
Pas 4: Confirmer le support des contrôleurs de qualité matériale
Vérifiez si le contrôleur CNC fourni par la machine supporte des bases de données de correction de reprise pour les grades S690 et Hardox. Demandez au fournisseur de démontrer cette caractéristique avec des données réelles sur les matériaux, Pas juste une réclamation.
Pas 5: Planifiez votre ligne complète de traitement des plaques
UnPliage de plaques pour machines de construction Ça ne marche pas seul. Il faut couper en amont (plasma ou laser pour plaques épaisses), une machine à tondre pour les coupes droites, et équipements de soudure en aval. LeMachine électrique de cisaillement de métaux pour la préparation des plaques poignées en remontée, tandis qu’unRouleau à plaques métalliques abordable pour composants courbes Manipule des coffrages cylindriques et courbés le long du frein à pression dans une ligne complète de fabrication de construction. Pour des calculs complets de tonnage pour une machine de base de 100 tonnes, le100-Frein à pression CNC en tonnes pour travaux en acier de structure Montre ce que ce palier de capacité gère en pratique.
Foire aux questions sur les machines de construction : plieuses de plaques
Qu’est-ce qu’un plieur de plaques pour machines de construction?
Un plieur de plaque pour machines de construction est un frein à pression CNC robuste, Machine à laminer des plaques, ou les deux, Utilisé pour former une épaisse plaque d’acier structurel dans les composants des équipements de construction — y compris les bras de flèche des excavatrices, Coquilles à seau, Lames bulldozer, Châssis, et contrepoids. Ces machines manipulent des plaques de 8 mm à 50 mm de structure, Haute résistance, et des grades d’acier résistants à l’usure.
Quel tonnage me faut-il pour la pliabilité des plaques de machines de construction?
Le tonnage dépend de l’épaisseur de la plaque, Qualité des matériaux, et longueur de courbure. L’acier structurel S355 à 20 mm sur 3 m nécessite environ 400 à 500 T. Le S690 haute résistance, aux mêmes dimensions, nécessite 600T . Hardox résistant à l’usure 400 nécessite un multiplicateur supplémentaire de 40 à 50 %. Ajoutez toujours une marge de sécurité de 25 à 30 % au-dessus de votre maximum calculé.
Quelle est la différence entre un rouleau à plaques et un frein à pression pour les machines de chantier ??
Un frein à pression produit des courbes angulaires dans des plaques épaisses — les brides, Profils de boîtes, Châssis, et formes de crochets. Une machine à laminer des plaques produit des formes courbes et cylindriques — coquilles de seau, Sections à flèche courbe, et contrepoids cylindriques. La fabrication de machines de construction nécessite généralement les deux types de machines car différents composants nécessitent des géométries de formage différentes.
Les freins à pression CNC standards peuvent-ils gérer le travail de la plaque de la machinerie de construction?
Freins à pression CNC de gamme moyenne de gamme (80–200T) manipuler des composants de construction légers dans le S355 jusqu’à 8–10 mm. Pour les bras à flèche structurelle, Châssis, et des composants de godets résistants à l’usure supérieurs à 12 mm en grades haute résistance, des freins à pression lourds de la gamme 400T–600T sont nécessaires. Les machines standard sous-spécifications pour ce travail ne terminent pas les courbes ou se dégradent plus rapidement que leur durée de vie nominale.
Quelles qualités d’acier sont utilisées pour le pliage de plaques de machines de construction?
Les grades courants incluent les S355 et S460 pour les châssis et les supports structurels, S690/Weldox 700 pour les bras à flèche légers modernes, et Hardox 400/500 ou AR400/500 en acier résistant à l’usure pour planchers à godets, Arêtes de coupe, et lames de bulldozer. Chaque grade nécessite une correction de reprise différente, Rayon de courbure minimum, et sélection des outillages.

