













建設機械のプレートベンダー: 重厚材プレート成形の完全購入ガイド
ある建設機械の板曲げ工 厚い鋼板を掘削機の構造部品に成形するための重厚な成形機械です, ブルドーザー, クレーン, ローダー, その他の建設機械. 使用する板厚は、構造用グレードで通常8mmから50mm程度で耐摩耗鋼材であり、曲げ設備には標準的な板金機械では対応できない要求を生み出します.
このガイドでは機械の種類を扱っています, コンポーネントアプリケーション, 材料仕様, 建設機械製造に重要な選定基準.
建設機械のプレートベンダーとは何か?

ある建設機械の板曲げ工 CNC油圧プレスブレーキです, 重厚プレート圧延機, または両方の組み合わせ, プロファイルに厚い構造用鋼板を成形するよう構成されています, フランジ, または建設機械部品に必要な半径形状.
建設機械製造には主に2つの機械タイプがあります:
CNCヘビーデューティプレスブレーキ — 厚い板に角をつけるためのパンチとダイセットを使用します。. ハンドル、ブームアームフランジ, シャシーブラケット, 取り付け板, カウンターウェイト形式, および平坦から角度への遷移. 多曲げシーケンス間で正確な角度制御とバックゲージの位置調整を提供します.
CNC板圧延機 (プレートベンダー/ローラー) — 2つまたは3つの駆動ローラーを用いて、平板を円筒形または曲面状に段階的に曲げる. バケットシェルのハンドル, 円筒形カウンターウェイト, 曲線ブームセクション, 円筒形ピンハウジング. 原理的にはプレスブレーキとは異なり、曲線を生み出します, 鋭い角の曲がりではなく.
ほとんどの建設機械製造者は両方の機械タイプを稼働させています. プレスブレーキは角ばったプレート作業を扱います. プレートローラーは曲面型と円筒形の形状を扱います. ある建設機械の板曲げ工 全ての部品範囲をカバーするには、両方の工具が生産ラインに必要です.
板の曲げが必要な建設機械部品
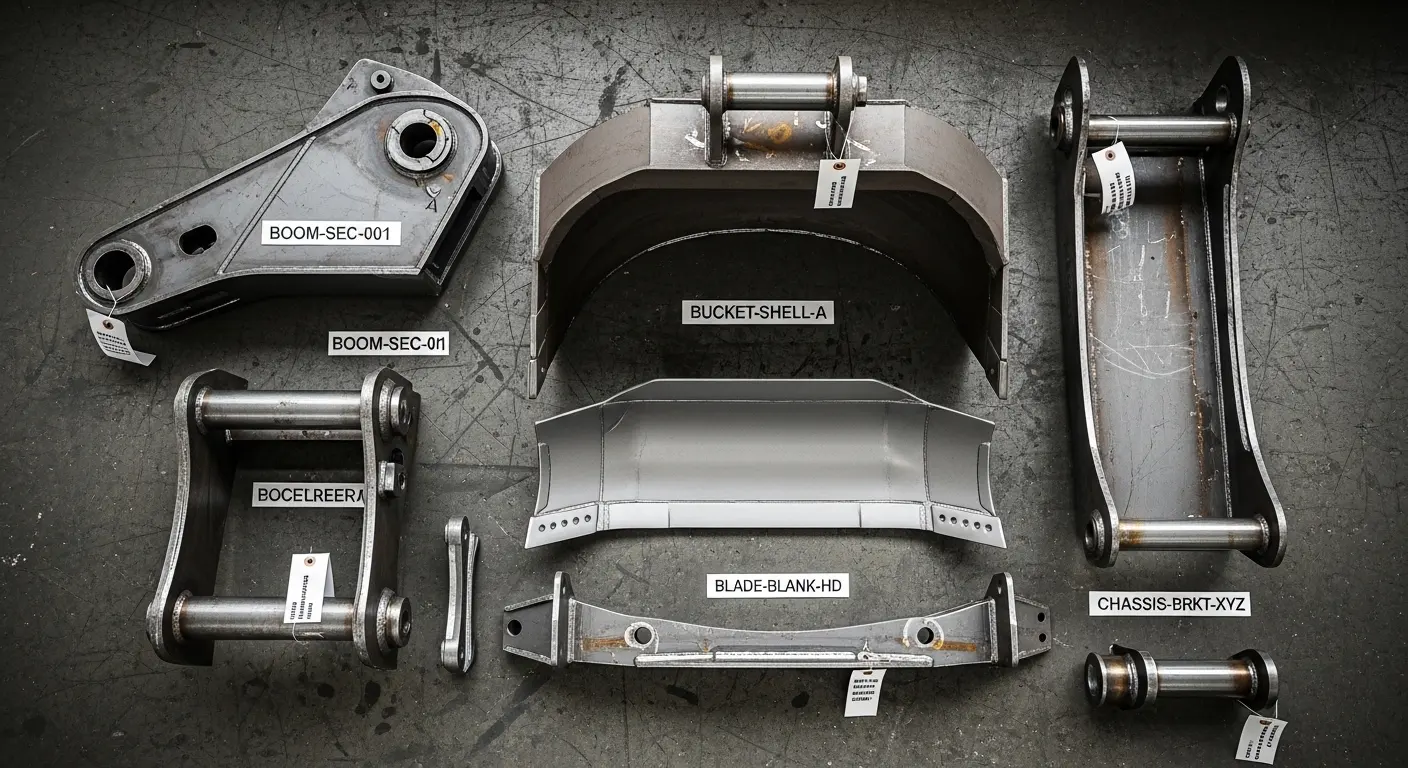
通過するすべてのコンポーネントを理解すること建設機械の板曲げ工 あなたの機械仕様全体を形作る.
ショベルカーブームアームとスティックアーム — 12〜25mmの高強度鋼による長い構造箱型プロファイル (S460, S690). フランジプロファイルには角度曲げが必要で、溶接フィットアップには正確な寸法精度が必要です. ブームアームのセクションは通常3〜6mの長さです, これが最小曲げ長の要件を決めます.
バケットシェル — 曲面および角ばった板部品は10–20mmの軟鋼または8–16mm耐摩耗鋼で使用されます (ハードックス, AR400). 両方の角度曲げが必要です (側壁, 床の補強) そして曲面成形 (砲弾半径). 30トンのショベルカー用のバケットは厚さ20mmの板を使用しますが、正確に形成するにはかなりのトン数です.
ブルドーザーおよびグレーダーブレード — ロング, AR400/500耐摩耗鋼における曲面板部品. 板圧延機での正確な半径成形が必要です. 刃の長さは3〜5mが標準です. 耐摩耗グレードの硬度は、割れを防ぐために高級金型と慎重な曲げ速度制御を必要とします.
シャーシフレームとアンダーキャリッジ部品 — S355またはS460構造鋼の重いボックス断面フレーム(15〜40mm). フランジの曲げには大量のプレスブレーキ作業が必要, ガセットプレート, および取り付けブラケットプロファイル.
カウンターウェイトとバラストブロック — 厚い軟鋼板から形成されることが多い (20–50mm) 単純な角ばった形状や曲線的な形に変わった. 材料の厚さのためトン数の要求は高く、50mmの軟鋼板曲げが2mを超えると600T以上必要です.
油圧シリンダーマウントとピンプレート — 20–40mm構造鋼の精密部品. 厳密な角度精度が求められます (±0.5°以上) 組み立て時のピンの正しい位置合わせのために.
建設機械の曲げが異なる理由
一般的な板金製造は6mmを超えることは稀です. 建設機械の製作は通常15mmで動作します, 25ミリメートル, そしてそれ以上. その違いがあなたのすべてを変えます建設機械の板曲げ工 要件.
板の厚さは指数関数的に力が増えることを意味します — 曲げトン数は厚さに比例して線形にスケールしません. 板の厚さを10mmから20mmに倍増させることで、同じ曲げ長と材料グレードで必要な力が約3倍になります. S355構造用鋼は3mで20mmの距離を取るには約400〜500Tが必要です. 30mmで, 700トンを超える. 小型の機械は曲げを完成させられないか、負荷がかかるため機械の寿命が急速に短くなります.
高強度鋼は容赦がありません — 現代のショベルブームで使用されるS460およびS690グレードは、降伏強度が460〜690MPaです。. これらの強度でのスプリングバックは攻撃的で、一部のグレードでは90度あたり3〜6度の曲がりがあります. CNCコントローラーには各グレードごとにスプリングバック補償データベースが必要です, あるいはすべての角度が手動で修正と再作業を必要とします.
耐摩耗グレードは誤った扱いでひび割れます — ハードドックス 400 AR500鋼は硬いため摩耗に強く、硬鋼はより脆いです. 曲げすぎた, パンチ半径が狭すぎる, また、冷たい条件下での曲げは板に亀裂が生じることもあります. ハードックスの最小曲げ半径 400 通常は材料厚さ2〜3×です. 機械の曲げ速度や工具の選択もこの点を考慮しなければなりません.
構造公差の要件 — フランジ角度が2°ずれているブームアームは、ピボットピンでずれを生じます, 組み立て時の現場補正や再作業が必要. 建設機械の公差は見た目よりも厳しく、組み立て精度は製造の各段階での曲げ精度に依存します.
建設部品におけるCNCプレスブレーキとプレート圧延機の違い

両タイプの機械は建設機械の製造で使用されます. 最適な選択は、製造する部品のジオメトリによって完全に決まります.
| 特徴 | CNCヘビーデューティプレスブレーキ | 板圧延機 |
|---|---|---|
| ベストパーツタイプ | フランジ付きブラケット, ブームセクション, シャーシフレーム, 角板 | バケットシェル, カーブブーム, 円筒形カウンターウェイト, ピンハウジング |
| 生成される幾何学 | 角曲がり, フランジ, ボックスプロファイル | シリンダー, 曲線, 錐体, 連続半径 |
| 板の厚さ範囲 | 5mm – 100mm | 4mm – 300mm |
| 精度 | アングル撮影に最適です (±0.1°–±0.5°) | 半径に適している — 機械と操作者によります |
| セットアップの複雑さ | 中程度 — 工具, バックゲージ | 単純シリンダーの場合は低め; 円錐体ほど高くなるほど高くなっています。 |
| 自動化の可能性 | 高い — CNC, バックゲージサーボ | 中程度 — プレミアムモデルのCNC制御 |
| 資本コスト | 中トン数で低くなる | 重工業用ローラーの場合は高めです |
主に角ばった構造部品を製造する製作工場向けには、ブームフランジ, シャーシプレート, 取り付けブラケット — a鋼板作業用の重装備CNCプレスブレーキ 建設ラインに必要な精度と再現性を提供します.
非常に高トン数の構造作業—シャーシフレームや400Tを超える大型カウンターウェイト—に対しては600-トンCNCプレスブレーキ 中級機械では対応できない建設機械の板仕事をこなします.
建設機械用プレートベンダーの主な仕様
評価する際には建設機械の板曲げ工, これらの仕様が、機械があなたの全コンポーネントレンジを扱えるかどうかを決定します.
トン数 — 最も厚い量に基づいています, 最も硬い材料
最悪の場合の部品に必要なトン数を計算してください: 最も厚いプレート, 最も硬い材料等級, 最長曲げ長さ. 安全マージンを25〜30%に加えます. S355は25mmで3mを超えて, 500〜600トンの最低計画. 同じ厚さのS690やハードックス用です, 材料強度には40〜50%の倍率を加えます.
曲げ長さ — 最も長い部品と一致しなければなりません
ショベルカーブームセクションやブルドーザーブレードの形状は、通常3mを超えることがあります. 3200mmのベッドを持つ機械がほとんどの建設部品を扱います. より長いブームアームや大型クレーン構造物用, a4000MM CNCプレスブレーキベッド またはタンデムプレスブレーキ構成 位置変更なしで作業長を提供します.
スロートの深さ — ボックスプロファイル上の大きなフランジの場合
ボックスセクションのブームアームは、機械のフレームをクリアしなければならないフランジを持っています. 建設機械のプレスブレーキには標準で400〜600mmのスロート深さが求められます. 機械を選ぶ前に、最大フランジの深さを確認してください.
クラウニング補償
15mm以上のプレートで2m以上の曲げ長さ, フレームのたわみは、曲げの中心が端よりも広く開く原因となります. 長い構造板部品の一貫した角度精度のために、アクティブ油圧クラウニングは必須です.
材料特化型スプリングバックテーブルを備えたCNCコントローラ
S690, ハードックス, その他の高強度グレードはそれぞれ独自の跳ね返り挙動を示します. グレードごとのスプリングバック補正を格納するコントローラーは、ジョブ変更時の手動角度補正を不要にします.
ストローク長と開口高度
厚いプレートには大きなVダイが必要です. 30mmプレート用のVダイには250mmの開口部が必要です. マシンの開いた高さはパンチを受け入れなければなりません, その, 部分フランジの高さが組み合わさった.
高強度かつ耐摩耗性の鋼: あなたの皿曲げが必要なもの
建設機械はほとんどの製造工場ではほとんど扱わない鋼材を使用しており、それぞれがパンチ時に異なる挙動を示します.
S355 / A36構造用鋼 — シャーシフレームの標準グレード, 取り付け板, および二次構造部品. 引張強度 490–630 MPa. 予測可能な跳ね返し, よく理解されている曲げ行動. 機械や工具の校正の良い出発点として.
S460 / S500 高強度構造用鋼 — ブームアームに使用, スティックアーム, および荷重を支える構造部品. 引張強度 550–680 MPa. スプリングバックはS355よりも明らかに攻撃的で、90°角度での3〜4°のオーバーベンドを計画します. 最小パンチ半径2×材料厚.
S690 / ウェルドックス 700 — 軽量化が重要な場合に使用 — 現代のショベルブーム, 軽量クレーン部品. 引張強度 770–940 MPa. 非常に攻撃的なスプリングバック (5–7°×90°). 高強度鋼のスプリングバックデータと、曲げゾーンでの微細な亀裂を防ぐために慎重な曲げ速度管理を備えたCNCコントローラが必要です.
ハードックス 400 / AR400耐摩耗鋼 — バケットフロア用, サイドカッター, ブルドーザーブレードインサート, 切削刃. 硬度 370–430 HB. 寒冷地では脆性 — ほとんどのグレードで5°C以上の最低曲げ温度. 最小曲げ半径3–5×板厚による材料厚. ハードックスにはタイトダイスは絶対に使わないでください.
ハードックス 500 / AR500 — 高硬度等級 (450–540 HB) 極端な摩耗用途. さらに厳格な最小曲げ半径の要件. ハードックスのいくつかの厚さ 500 コールドベンディングには推奨されません。20mmを超えると温型成形が必要になることがあります.
複数のグレードで作業する工場向け, aプログラム可能な材料データベースを備えたCNCプレスブレーキ グレードごとのスプリングバック補正値を保存し、ジョブチェンジ時にセットアップ時間を大幅に節約できます. 主要な建設業者の選択肢の評価? ガイド主要CNCプレスブレーキメーカー 主要プレーヤーとその建設分野における能力をカバーしています.
建設機械製造における溶接準備および組立フィッティングアップ
ある建設機械の板曲げ工 単に部品を形成するだけでなく、その後のすべての下流プロセスの基盤となります.
溶接フィットアップ精度 — ショベルブームセクションは専用の治具にMIGまたはSAW溶接されています. フランジ付きプレートの部品が4±0.5mm以内に器具の寸法と一致しない場合, 溶接工は部品を無理やり位置に押し込む (残留応力の導入) または部品をスクラップする. 曲げ精度は溶接準備の品質を直接決定します.
面取りとエッジの準備 — 多くの建設機械板は、完全貫通溶接のために面取りエッジが必要です. その列は次の通りです。: サイズに合わせて板をカット (プラズマまたはレーザー) →面取りエッジ→形状に曲げられ、→治具溶接. エッジ準備後に生じる曲げ歪みは、溶接接合部の形状を損なう.
組立ラインのバッチ一貫性 — 建設機械OEMは数百本の同一ブームセクションを製造しています, バケツ, およびシャーシフレーム. バッチ内のすべての曲げ部品は、許容範囲内で同じ角度とフランジ寸法に一致しなければなりません. バックゲージサーボ制御と保存プログラムを備えたCNCプレスブレーキは、バッチごとの一貫性を実現しています. 手動や基本的なNC機械では、長時間の生産期間中も安定して維持できません.
ベンディング後のストレス解消 — 一部の高強度かつ耐摩耗性のあるグレードは、成形時に曲げゾーンに残留応力を発生させます. 重要な構造部品に対して, 曲げ後および溶接前の応力緩和熱処理が規定されています. この要件は、扱う各グレードや厚さの組み合わせごとに、材料サプライヤーに確認してください.
適切な建設機械のプレートベンダーの選び方
この5ステップフレームワークを活用してから、どのサプライヤーにも連絡してください.
歩 1: 最も厚くて硬い部品をリストアップしてください
最も力を必要とする部品を特定してください。通常は最も厚い板、最も強いグレードの板、そして最も長い曲げ長さを選びます. その最悪のケースの組み合わせが最低トン数要件を決定します.
歩 2: 正しい乗数でトン数を計算してください
材料の引張強度を、軟鋼に対して使い、トン数倍率を適用します: S355 = ×1.0 ベースライン; S460 = ×1.3; S690 = ×1.7; ハードックス 400 = ×1.8–2.0. 安全マージンを25〜30%加算します. S690は20mmで3m以上, これで600トンを超えます.
歩 3: 曲げ長の要件を決めましょう
最も長い部品を測り、オーバーランのために200〜300mmを加えます. 3m以上のブームアームとシャーシレール用, 最低3200mmを計画するか、4000mm構成やタンデムセットアップを評価するか.
歩 4: マテリアルグレードコントローラーのサポートを確認してください
機械に付属しているCNCコントローラーがS690およびHardoxグレードのスプリングバック補正データベースに対応しているか確認してください. サプライヤーに実際の材料データを使ってこの機能を示してもらうよう依頼してください, 単なる主張ではなく.
歩 5: プレート処理ライン全体を計画しましょう
ある建設機械の板曲げ工 一人ではうまくいかない. 上流で切り取る必要があります (厚いプレートにはプラズマまたはレーザー), 直線切断用のせん断機, および下流の溶接装置. ザ板準備用の電気金属剪断機 ハンドルが上流でブランキングされる, ただし曲面部品向けの手頃な価格の金属板ローラー プレスブレーキの隣に円筒形および曲線型の型枠を扱う完全な製造ライン. 100トンのベースライン機械の完全なトン数計算のために, ザ100-構造用鋼材作業用のトンCNCプレスブレーキ その容量階層が実際に扱う内容を示しています.
建設機械のプレートベンダーに関するよくある質問
建設機械のプレートベンダーとは何か?
建設機械用プレートベンダーは、重装備のCNCプレスブレーキです, 板圧延機, あるいはその両方, 建設機械の部品、特にショベルカーブームアームの部品に厚い構造鋼板を成形するために使われます, バケツシェル, ブルドーザーブレード, シャーシフレーム, およびカウンターウェイト. これらの機械は構造物のプレートを8mmから50mmまで扱います, 高強度, 耐摩耗鋼グレード.
建設機械の板曲げにはどのトン数が必要ですか??
トン数は板の厚さに依存します, マテリアルグレード, および曲げ長. S355構造用鋼は3mで20mmの距離を取るには約400〜500Tが必要です. 同じ寸法の高強度S690には600Tが必要です. 耐摩耗ハードックス 400 さらに40〜50%の乗数が必要です. 計算された最大限度より常に25〜30%の安全マージンを追加してください.
建設機械用のプレートローラーとプレスブレーキの違いは何ですか??
プレスブレーキは厚いプレート(フランジ)に角度のある曲がりを生じさせます, ボックスプロファイル, シャーシフレーム, 括弧形式. 板圧延機は曲面や円筒形の形状、すなわちバケットシェルを生成します, 曲線ブームセクション, および円筒形カウンターウェイト. 建設機械の製造では、異なる部品が異なる成形ジオメトリを必要とするため、通常両方の機械タイプが必要です.
標準的なCNCプレスブレーキで建設機械のプレート作業を扱えますか?
標準的なミッドレンジCNCプレスブレーキ (80–200T) S355の軽量構造部品を8〜10mmまで扱うことができます. 構造用ブームアーム用, シャーシフレーム, そして高強度グレードの12mm以上の耐摩耗バケット部品, 400Tから600Tの範囲の重装プレスブレーキが必須です. この作業に規格が不足している標準機械は、曲がりを完了できなかったり、定格された耐用年数よりも早く劣化します.
建設機械の板曲げに使用される鋼材グレード?
一般的なグレードには、シャーシフレームや構造支持用のS355およびS460があります, S690/ウェルドックス 700 現代の軽量ブームアーム用, そしてハードックス 400/500 またはバケットフロア用のAR400/500耐摩耗鋼, 切削刃, そしてブルドーザーブレード. 各グレードごとに異なるスプリングバック補正が必要です, 最小曲げ半径, および工具選定.

