













Dobrador de Placas para Máquinas de Construção: Guia completo do comprador para conformação de chapas de alta resistência
UmDobrador de placas de máquinas de construção é uma máquina de conformação robusta usada para moldar chapas de aço espessas nos componentes estruturais que compõem as escavadeiras, Tratores, Guindastes, Carregadoras, e outros equipamentos de construção. As espessuras das placas envolvidas — tipicamente de 8mm a 50mm em graus estruturais e aço resistente ao desgaste — exigem equipamentos de dobra que máquinas padrão simplesmente não conseguem atender.
Este guia cobre os tipos de máquinas, Aplicações componentes, Especificações de material, e critérios de seleção que importam para a fabricação de máquinas de construção.
O que é um dobrador de chapas para máquinas de construção?

UmDobrador de placas de máquinas de construção é um freio hidráulico CNC, Máquina de laminação de placas de alta resistência, ou combinação dos dois, configurado para formar uma grossa chapa de aço estrutural no perfil, Flange, ou formato de raio exigido para componentes de equipamentos de construção.
Dois tipos principais de máquinas atendem à fabricação de máquinas de construção:
Freio de Pressão CNC de Alta Resistência — Utiliza um punção e conjunto de matrizes para formar curvas angulares em placas grossas. Alças flanges do braço do braço, Suportes do chassi, Placas de montagem, Formas de contrapeso, e transições planas para anguladas. Proporciona controle preciso do ângulo e posicionamento do medidor de fundo em sequências de múltiplas curvas.
Máquina CNC de laminação de placas (Dobradora/Rolos de Placas) — Utiliza dois ou três rolos acionados para curvar progressivamente a placa plana em formas cilíndricas ou curvas. Pega as conchas de balde, Contrapesos cilíndricos, Seções de braço curvo, e carcaças cilíndricas de pinos. Diferente em princípio de um freio de pressão — ele produz curvas, não curvas angulares acentuadas.
A maioria dos fabricantes de máquinas de construção opera ambos os tipos de máquinas. O freio de pressão faz o trabalho de placas angulares. O rolo de placas possui formas curvas e cilíndricas. UmDobrador de placas de máquinas de construção que cobre toda a gama de componentes exige ambas as ferramentas na linha de produção.
Peças de máquinas de construção que exigem dobra de placas
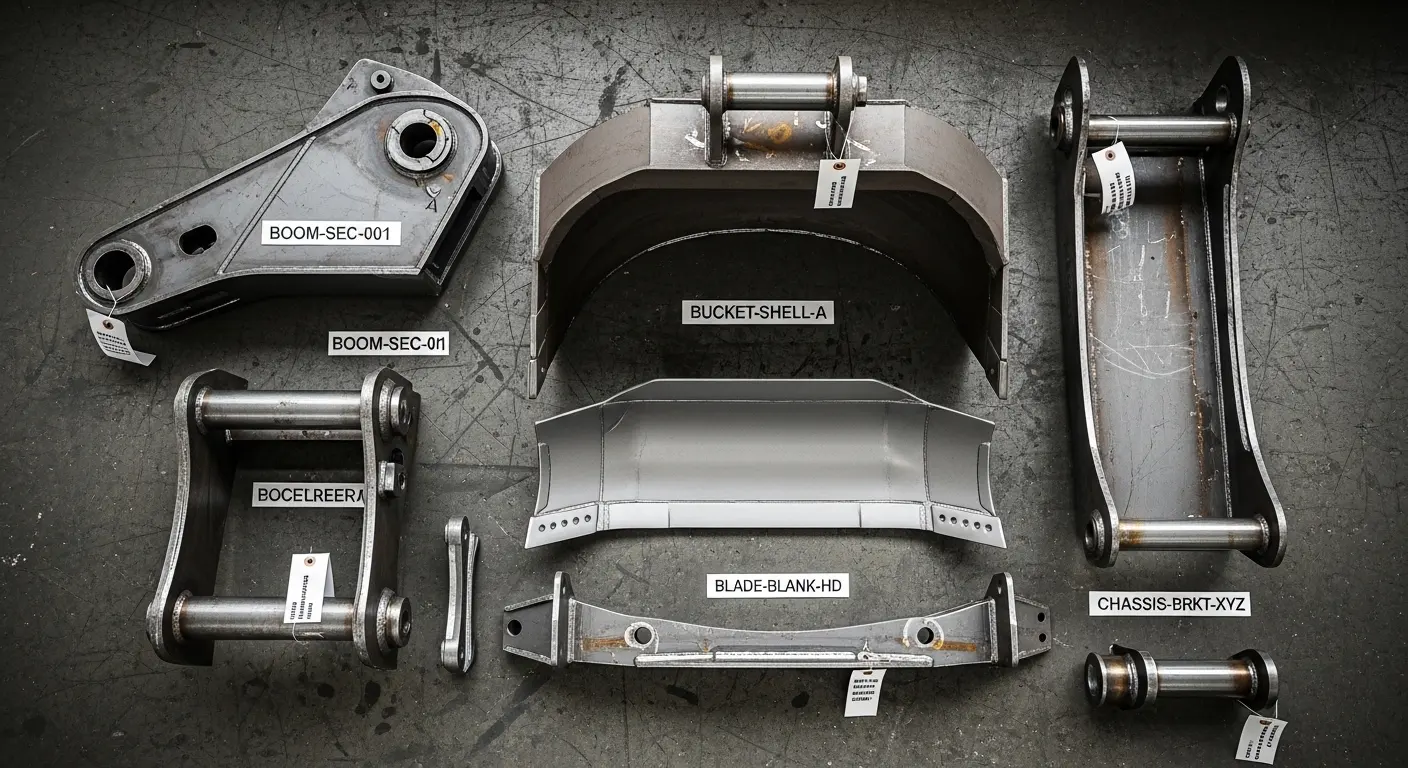
Entender cada componente que passa por umDobrador de placas de máquinas de construção molda toda a especificação da sua máquina.
Braços do braço do braço da escavadeira e braços do bastão — Perfis estruturais longos em aço de alta resistência de 12–25 mm (S460, S690). Exigem flexão angular para perfis de flange e precisão dimensional precisa para montagem de solda. As seções do braço do braço têm tipicamente 3–6 m de comprimento, que define o requisito mínimo de comprimento de flexão.
Conchas de balde — Componentes de placas curvas e angulares em aço macio de 10–20mm ou aço resistente ao desgaste de 8–16mm. (Hardox, AR400). Exigem ambas as curvas angulares (Paredes laterais, Reforços de piso) e formação curva (Raio da concha). Um balde para uma escavadeira de 30 toneladas usa placas de até 20mm de espessura — isso é uma tonelagem significativa para formar com precisão.
Escavadeira e lâminas de niveladora — Long, componentes de placas curvas em aço resistente ao desgaste AR400/500. Exigem formação por raio preciso em uma máquina de laminação de placas. Comprimentos de pá de 3–5 m são padrão. A dureza das versões resistentes ao desgaste exige ferramentas premium e controle cuidadoso da velocidade de dobra para evitar rachaduras.
Chassis e componentes do trem de pouso — Estruturas pesadas em seção caixa em aço estrutural S355 ou S460 de 15–40 mm. Exigem trabalho de freio de pressão de alta tonelagem para curvas de flange, Placas de reforço, e perfis de suporte de montagem.
Contrapesos e blocos de lastro — Frequentemente formado a partir de placas grossas de aço macio (20–50mm) em formas angulares simples ou curvas. Os requisitos de tonelagem são altos devido à espessura do material — uma curvatura de placa de aço macio de 50mm acima de 2m requer 600T ou mais.
Suportes hidráulicos de cilindro e placas de pino — Componentes de precisão em aço estrutural de 20–40 mm. Exigem precisão angular rigorosa (±0,5° ou melhor) para alinhamento correto dos pinos durante a montagem.
Por que a curvatura de máquinas de construção é diferente
A fabricação geral de chapa metálica raramente ultrapassa 6 mm. A fabricação de máquinas de construção rotineiramente opera em 15mm, 25milímetro, e acima. Essa diferença muda tudo no seuDobrador de placas de máquinas de construção Requisitos.
Espessura da placa significa força exponencialmente maior — A tonelagem de curvatura não escala linearmente com a espessura. Dobrando a espessura da placa de 10mm para 20mm aproximadamente triplica a força necessária para o mesmo comprimento de curvatura e grau de material. Aço estrutural S355 com 20mm sobre 3m requer aproximadamente 400–500T. Em 30mm, que ultrapasse 700T. Máquinas subdimensionadas ou não conseguem completar a curvatura ou fazem isso sob pressão que reduz rapidamente a vida útil da máquina.
Aço de alta resistência é implacável — As categorias S460 e S690 usadas em braços modernos de escavadeiras têm escoamentos de 460–690 MPa. O retorno com relevo nessas forças é agressivo — 3–6° por curva de 90° em algumas inclinações. Seu controlador CNC deve ter um banco de dados de compensação de recuo para cada grau, ou todo ângulo exige correção manual e retrabalho..
As grades resistentes ao desgaste racham se tratadas de forma inadequada — Hardox 400 e os aços AR500 resistem ao desgaste por serem duros — e o aço duro é mais frágil. Dobrando rápido demais, usando um raio de perfuração muito pequeno, ou dobrar em condições frias pode iniciar rachaduras na placa. Raio mínimo de curvatura para Hardox 400 Normalmente é de 2 a 3× espessura do material. A velocidade de flexão da sua máquina e a seleção de ferramentas devem levar isso em conta.
Requisitos de tolerância estrutural — Um braço de braço com 2° de desvantagem em relação ao ângulo da flange cria desalinhamento no pino de pivô, exigindo correção de campo ou retrabalho durante a montagem. As tolerâncias das máquinas de construção são mais rígidas do que parecem — a precisão da montagem depende da precisão da dobra em todas as etapas da fabricação.
Freio de pressão CNC vs máquina de laminação de placas para peças de construção

Ambos os tipos de máquinas são usados na fabricação de máquinas de construção. A escolha certa depende totalmente da geometria da peça que você precisa produzir.
| Característica | Freio de Pressão CNC de Alta Resistência | Máquina de laminação de placas |
|---|---|---|
| Melhor tipo de peça | Suportes flangeados, Seções de boom, Chassis, Placa angular | Conchas de balde, Braços curvos, Contrapesos cilíndricos, Alojamentos de pinos |
| Geometria produzida | Curvas angulares, flanges, Perfis de caixa | Cilindros, Curvas, Cones, Raio contínuo |
| Faixa de espessura da placa | 5mm – 100mm | 4mm – 300mm |
| Precisão | Excelente para ângulos (±0,1°–±0,5°) | Bom para raios — depende da máquina e do operador |
| Complexidade de configuração | Moderado — ferramentas, Bitola traseira | Lower para cilindros simples; mais alto para cones |
| Potencial de automação | Alto — CNC, servo do medidor traseiro | Moderado — Controles CNC em modelos premium |
| Custo de capital | Menor em tonelagem média | Mais alto para rolos industriais pesados |
Para oficinas de fabricação que produzem principalmente componentes de construção angulares — flanges de braço, Placas de chassi, Suportes de montagem — Afreio de pressão CNC de alta resistência para trabalho com placas de aço oferece a precisão e repetibilidade que as linhas de montagem de construção exigem.
Para trabalhos estruturais de tonelagem muito alta — chassis e grandes contrapesos acima de 400T de força de flexão — o600-Freio de pressão CNC tonelada lida com trabalhos de máquinas de construção que máquinas de médio porte não conseguem alcançar.
Especificações Principais para um Dobrador de Chapas de Máquinas de Construção
Ao avaliar umDobrador de placas de máquinas de construção, Essas especificações determinam se a máquina atende a toda a sua gama de componentes.
Tonelagem — baseada na sua mais espessa, Material mais difícil
Calcule a tonelagem necessária para o seu componente no pior caso: Placa mais grossa, Grau de material mais difícil, comprimento de curva mais longo. Adicione uma margem de segurança de 25–30%. Para S355 em 25mm sobre 3m, planeja para um mínimo de 500–600T. Para S690 ou Hardox na mesma espessura, Adicione um multiplicador de 40–50% para a resistência do material.
Comprimento de curvatura — deve combinar com seu componente mais longo
As seções do braço da escavadeira e as formas das lâminas do trator ultrapassam regularmente 3 m. Uma máquina com uma cama de 3200mm cuida da maioria dos componentes de construção. Para braços de braço mais longos ou grandes estruturas de guindaste, um4000mm cama de freio de pressão CNC ou umConfiguração do freio de pressão tandem fornece o comprimento de trabalho sem reposicionamento.
Profundidade da garganta — para flanges grandes em perfis de caixa
Braços de braço de seção caixa possuem flanges que devem passar pelo quadro da máquina. Uma profundidade de garganta de 400–600 mm é padrão para freios de pressão de máquinas de construção. Confirme a maior profundidade da flange antes de escolher uma máquina.
Compensação de coroação
Comprimentos de curvatura acima de 2m com placa acima de 15mm, A deflexão da estrutura faz com que o centro da curva se abra mais do que as extremidades. A coroação hidráulica ativa é obrigatória para precisão angular consistente em componentes longos de placas de construção.
Controlador CNC com mesas reclináveis específicas para material
S690, Hardox, e outros graus de alta resistência apresentam comportamento de retorno de energia distinto. Um controlador que armazena a correção de retorno por grau elimina a correção manual de ângulo em toda mudança de trabalho.
Comprimento do stroke e altura aberta
Placas grossas requerem grandes chips em V. Um chip em V para placa de 30mm precisa de uma abertura de 250mm. A altura aberta da sua máquina deve acomodar o punção, o, e a altura da flange da parte combinada.
Aço de alta resistência e desgaste: O que seu Plate Bender Precisa
Máquinas de construção usam graus de aço que a maioria das oficinas raramente toca — e cada um se comporta de forma diferente sob o punção.
S355 / Aço Estrutural A36 — A classificação padrão para chassis, Placas de montagem, e componentes estruturais secundários. Resistência à tração 490–630 MPa. Retorno previsível, Comportamento de dobra bem compreendido. Um ponto de partida sólido para calibrar sua máquina e ferramentas.
S460 / S500 Aço Estrutural de Alta Resistência — Usado para braços de boom, Braços de pau, e componentes estruturais portantes. Resistência à tração 550–680 MPa. O spring-back é notavelmente mais agressivo que o S355 — plano para sobrecurvação de 3–4° em ângulos de 90°. Raio mínimo de punção 2× espessura do material.
S690 / Weldox 700 — Usado onde a redução de peso importa — braços modernos para escavadeiras, Componentes leves para guindaste. Resistência à tração 770–940 MPa. Retorno de energia muito agressivo (5–7° por 90°). Requer um controlador CNC com dados de retorno de mola de aço de alta resistência e gerenciamento cuidadoso da velocidade de flexão para evitar microrachaduras na zona de curvatura.
Hardox 400 / Aço Resistente ao Desgaste AR400 — Usado para pisos de baldes, Cortadores laterais, Inserções de lâmina do bulldozer, e arestas de corte. Dureza 370–430 HB. Quebradiçoso em condições frias — temperatura mínima de flexão acima de 5°C para a maioria das categorias. Raio mínimo de flexão 3–5× espessura do material dependendo da espessura da placa. Nunca use matrizes apertadas no Hardox.
Hardox 500 / AR500 — Grau de dureza mais alto (450–540 HB) para aplicações de desgaste extremo. Requisitos ainda mais rigorosos de raio mínimo de curvatura. Algumas espessuras de Hardox 500 não são recomendados para flexão a frio — pode ser necessário o enrolamento a quente acima de 20mm.
Para oficinas que atuam em múltiplos níveis, umFreio de pressão CNC com banco de dados de materiais programável armazena valores de correção de retorno por grau e espessura — economizando tempo significativo de configuração entre mudanças de trabalho. Avaliando opções entre os principais construtores? O guia paraprincipais fabricantes de freios de pressão CNC Abrange os principais atores e suas capacidades no setor da construção.
Preparação de Soldagem e Montagem na Fabricação de Máquinas de Construção
UmDobrador de placas de máquinas de construção não apenas forma partes — ele configura todos os processos posteriores que seguem.
Precisão de ajuste da solda — Seções do braço da escavadeira são soldadas MIG ou SAW em dispositivos dedicados. Se os componentes da placa flangeada não corresponderem às dimensões do luminário dentro de ±0,5 mm, O soldador ou força a peça para a posição (Introdução de tensão residual) ou descarta o componente. A precisão da flexão determina diretamente a qualidade da preparação da solda.
Preparação do bisel e das arestas — Muitas placas de máquinas de construção requerem bordas chanfradas para soldas de penetração total. A sequência é: Placa cortada no tamanho (Plasma ou laser) → bordas de chanfro → dobrar para o perfil → soldar o dispositivo. Qualquer distorção de flexão introduzida após a preparação da borda compromete a geometria da junta de solda.
Consistência em lote para linhas de montagem — Máquinas de construção fabricantes produzem centenas de seções de braço idênticas, baldes, e chassis. Todo componente dobrado em um lote deve ter o mesmo ângulo e dimensões de flange dentro da tolerância. Freios de pressão CNC com servo de manómetro traseiro e programas armazenados proporcionam essa consistência de lote para lote. Máquinas NC manuais ou básicas não conseguem mantê-lo de forma confiável durante longas séries de produção.
Alívio do estresse após a flexão — Algumas graus de alta resistência e desgaste desenvolvem tensão residual na zona de curvatura durante a formação. Para componentes estruturais críticos, Tratamento térmico para alívio de tensão após a flexão e antes da soldagem ser especificado. Confirme esse requisito com seu fornecedor de materiais para cada combinação específica de grau e espessura com a qual você trabalha.
Como escolher a dobradora de chapas de máquinas de construção certa
Use essa estrutura de cinco etapas antes de entrar em contato com qualquer fornecedor.
Passo 1: Liste seus componentes mais grossos e difíceis
Identifique o componente que exige mais força — normalmente a placa mais grossa no grau de maior resistência sobre o maior comprimento de curvatura. Essa combinação única no pior caso determina sua necessidade mínima de tonelagem.
Passo 2: Calcule a tonelagem com o multiplicador correto
Use a resistência à tração do material em relação ao aço macio para aplicar um multiplicador de tonelagem: S355 = linha de base ×1.0; S460 = ×1.3; S690 = ×1,7; Hardox 400 = ×1,8–2,0. Adicione uma margem de segurança de 25–30% ao resultado. Para a S690 em 20mm sobre 3m, isso te coloca acima de 600T.
Passo 3: Determine o comprimento de curvatura necessário
Meça seu componente mais longo e adicione 200–300mm para o excesso. Para braços de braço e trilhos de chassi acima de 3m, Planeje um mínimo de 3200mm — ou avalie uma configuração ou configuração tandem de 4000mm.
Passo 4: Confirmar suporte a controladores de qualidade de material
Verifique se o controlador CNC com o qual a máquina vem suporta bancos de dados de correção de retorno de mola para os graus S690 e Hardox. Peça ao fornecedor que demonstre essa característica com dados reais de materiais, não é apenas uma reivindicação.
Passo 5: Planeje toda a sua linha de processamento de placas
UmDobrador de placas de máquinas de construção não funciona sozinho. Precisa de corte rio acima (plasma ou laser para placas espessas), uma máquina de tosquiar para cortes retos, e equipamentos de soldagem a jusante. OMáquina elétrica de cisalhamento de metais para preparação de placas alças em branco rio acima, enquanto umrolo de placas metálicas acessíveis para componentes curvos Maneja formas cilíndricas e curvas ao lado do freio de pressão em uma linha completa de fabricação de construção. Para cálculos completos de tonelagem para uma máquina de linha base de 100 toneladas, o100-Freio de pressão CNC tonelada para trabalho estrutural em aço Mostra o que esse nível de capacidade gerencia na prática.
Perguntas frequentes sobre máquinas de construção para dobradores de placas
O que é um dobrador de chapas de máquinas de construção?
Um dobrador de placas para máquinas de construção é um freio de pressão CNC de alta resistência, Máquina de laminar placas, ou ambos, Usado para formar uma grossa chapa estrutural de aço nos componentes que compõem os equipamentos de construção — incluindo braços de braço de escavadeira, Conchas de balde, Lâminas do bulldozer, Chassis, e contrapesos. Essas máquinas lidam com placas estruturais de 8mm a 50mm, Alta resistência, e aços resistentes ao desgaste.
Que tonelagem preciso para a flexão de chapas de máquinas de construção?
A tonelagem depende da espessura da placa, Qualidade do material, e comprimento da curvatura. Aço estrutural S355 com 20mm sobre 3m requer aproximadamente 400–500T. A S690 de alta resistência, com as mesmas dimensões, requer 600T . Hardox resistente ao desgaste 400 requer um multiplicador adicional de 40–50%. Sempre adicione uma margem de segurança de 25–30% acima do seu máximo calculado.
Qual é a diferença entre um rolo de placa e um freio de pressão para máquinas de construção?
Um freio de pressão produz curvas angulares em chapas espessas — flanges, Perfis de caixa, Chassis, e formas de colchetes. Uma máquina de laminação de placas produz formas curvas e cilíndricas — conchas de balde, Seções de braço curvo, e contrapesos cilíndricos. A fabricação de máquinas de construção normalmente requer ambos os tipos de máquinas, pois diferentes componentes exigem geometrias de conformação distintas.
Freios de pressão CNC padrão conseguem lidar com trabalhos de máquinas de construção com placas?
Freios de pressão CNC de médio padrão (80–200T) manusear componentes leves de construção em S355 até 8–10mm. Para braços estruturais de braço, Chassis, e componentes de balde resistentes ao desgaste acima de 12mm em graus de alta resistência, freios de pressão pesados na faixa 400T–600T são necessários. Máquinas padrão abaixo das especificações para esse trabalho ou falham em completar as curvas ou se degradam mais rápido do que sua vida útil nominal.
Quais tipos de aço são usados na flexão de chapas de máquinas de construção?
As classificações comuns incluem S355 e S460 para chassis e suportes estruturais, S690/Weldox 700 para braços modernos de braço leve, e Hardox 400/500 ou aço resistente ao desgaste AR400/500 para pisos de balde, Arestas de corte, e lâminas de bulldozer. Cada grau requer correção de retorno de mola diferente, Raio mínimo de curvatura, e seleção de ferramentas.

