













Controller ESA su macchine per piegatura di lamiera: Funzionalità e Flusso di lavoro
La precisione nella fabbricazione della lamiera non si limita più solo alla resistenza meccanica del freno pressante; si tratta dell'intelligenza che governa l'ictus. Nella manifattura moderna, Le ESA Controller è emerso come uno standard globale per le operazioni di piegatura CNC, fornendo il ponte tra complessi progetti CAD 3D e l'esecuzione fisica delle parti.
Cos'è un controllore ESA nella piegatura della lamiera?
Un controllore ESA è un sistema CNC ad alte prestazioni progettato specificamente per freni a pressione, Abilitando il controllo automatico su più assi, Calcolo dell'angolo, e compensazione idraulica. Semplifica il flusso di lavoro del bending permettendo agli operatori di importare file 3D, simulare la sequenza di flessione per prevenire collisioni, e gestire correzioni in tempo reale per il materiale a effetto springback.
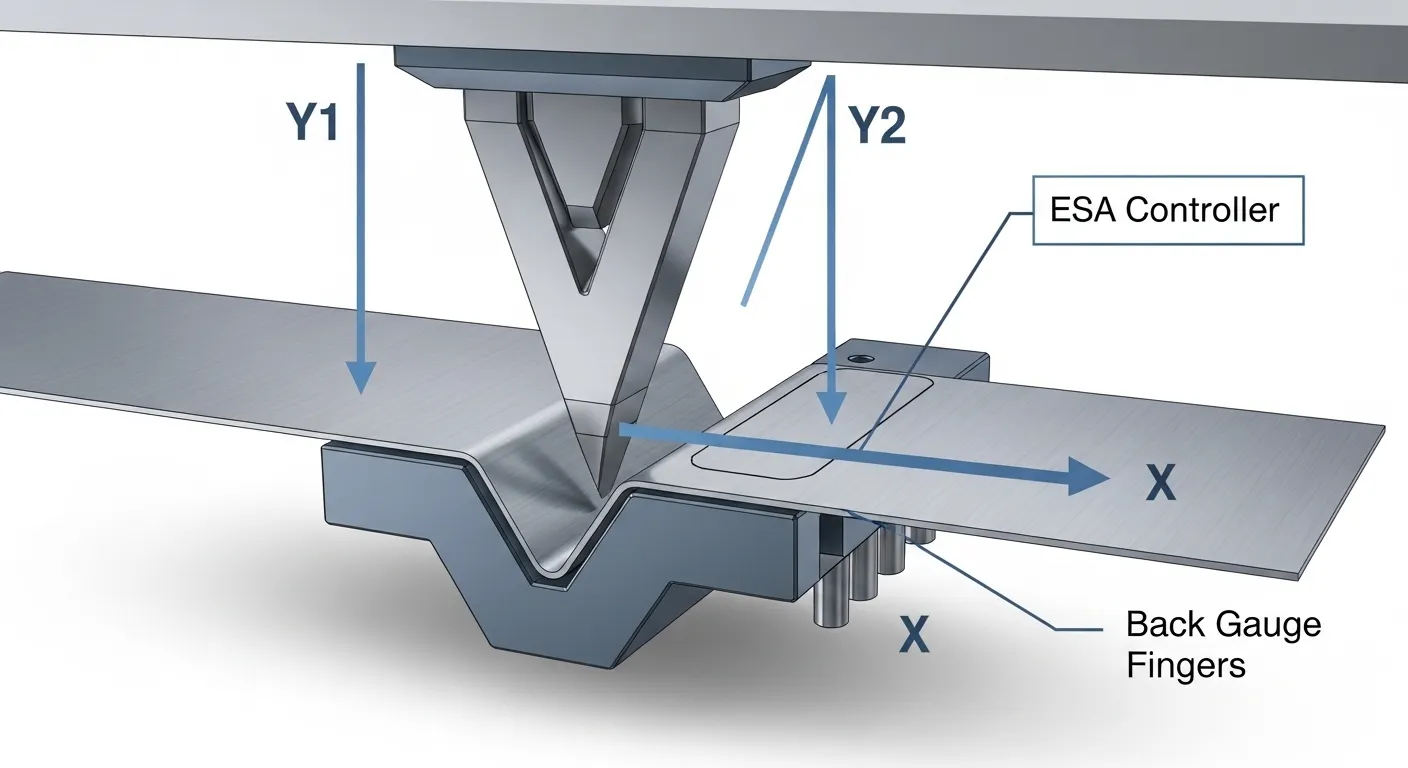
- Controllo di Precisione: Gestisce Y1, Y2, e molteplici assi di scartamento di ritorno (X, R, Z1, Z2) con precisione a livello micronico.
- Interfaccia User-Friendly: Versioni moderne come la serie S600 presentano schermi multi-touch e una programmazione intuitiva 2D/3D.
- Efficienza: Caratteristiche "Auto-piegatura" sequenze che calcolano i percorsi degli utensili più efficienti per minimizzare i tempi di configurazione.
- Integrazione di Coronazione: Gestisce automaticamente Coronazione del freno a pressione per garantire angoli costanti su tutta la lunghezza del pezzo.
- Sicurezza & Connettività: Integrazione con sistemi di sicurezza laser e industria 4.0 Protocolli per la diagnostica remota.
Perché il controller ESA è lo standard industriale per i freni a pressione CNC?
Il controller ESA è preferito dai produttori perché bilancia la potenza di calcolo avanzata con un'interfaccia utente semplificata. Mentre la piegatura manuale richiede un operatore altamente esperto per calcolare le deduzioni di flessione e le lunghezze delle flange, il CNC ESA automatizza questi calcoli, Riduzione del margine di errore umano e aumento della produttività.
Per un'operazione B2B, il ROI di una macchina equipaggiata con ESA si trova nella riduzione del materiale di scarto. Perché il controller simula la piega prima che il punzone tocchi il metallo, "Prima parte, parte destra" La produzione diventa una realtà piuttosto che un obiettivo.
Caratteristiche principali dei sistemi CNC ESA

Controller ESA moderni, come l'ESA S630, S640, e S660, fornire una suite di strumenti che trasformano un freno a pressione standard in una cella di produzione ad alta precisione.
Gestione Multi-Asse
Il controller può gestire tutto, da una configurazione base a 3 assi a configurazioni complesse a 8 assi. Comprendere il 8-Significato del freno a pressione CNC è cruciale qui, poiché l'unità ESA deve coordinare il movimento sincronizzato del ram (Y1, Y2) con i movimenti indipendenti dello scartamento di ritorno (X, R, Z1, Z2) e persino braccia di supporto anteriori.
2D e Programmazione Grafica 3D
Gli operatori possono disegnare le parti direttamente sullo schermo o importare file DXF/STEP. Il software calcola quindi automaticamente la lunghezza sviluppata del foglio, determina la sequenza ottimale di flessione, e seleziona gli strumenti appropriati da una libreria interna.
Correzione angolare in tempo reale
I controllori ESA spesso si interfacciano con sistemi laser di misurazione dell'angolo. Se le proprietà del materiale (come durezza o spessore) varia leggermente, Il controllore rileva la deviazione a metà curva e regola la profondità del punzone per ottenere l'angolo esatto del bersaglio.
Confronto tecnico: Modelli di Controller ESA
| Caratteristiche | ESA S630 (Ingresso/Mid) | ESA S640 (Avanzato) | ESA S660/S800 (Alta gamma) |
| Esporre | 10" Touch Screen | 15" Touch Screen | 19" Multi-Touch |
| Max Axes | Fino a 4+1 | Fino a 6+1 | 8 a 128+ |
| Visuale | 2D Graphics | 2Grafica D/3D | Simulazione 3D completa |
| Meglio per | Uffici di lavoro, Parti semplici | Produzione ad alto volume | Geometrie 3D complesse |
| IL | Windows Embedded | Finestre 10/11 Sacco | Finestre 10/11 Sacco |
Il flusso di lavoro ESA: Dal CAD al pezzo finito
Il flusso di lavoro su una macchina equipaggiata con ESA è progettato per essere lineare e a prova di errori, Rivolto sia a produttori esperti che a nuovi operatori.
Programmazione parziale
L'operatore disegna il profilo del pezzo sul touchscreen oppure carica un file 3D tramite USB o rete. Il software ESA analizza la geometria e identifica il potenziale "Zone di collisione" dove il metallo potrebbe colpire il telaio della macchina o gli attrezzi.
Selezione degli Utensili
Il controller suggerisce il miglior punch and die dal database memorizzato. Se il raggio di curvatura richiesto è impossibile con gli strumenti attuali, Il controllore avvisa l'operatore prima che inizi il ciclo.
Simulazione e ottimizzazione
Prima che il pedale venga premuto, l'operatore visualizza una simulazione 3D della curva. Qui si crea la scelta tra un 4-asse vs freno a pressione CNC a 8 assi diventa evidente; il controllore ESA ottimizza le posizioni del backgauge in modo diverso in base a quanti gradi di libertà consente l'hardware della macchina.
Esecuzione e incoronazione
Quando inizia la curva, il controllore ESA calcola la pressione richiesta e regola automaticamente il sistema idraulico di curvatura. Questo compensa la naturale deflessione del piano della macchina, assicurando che l'angolo al centro della macchina sia identico agli angoli alle estremità.
Case study reali sulla produzione
Caso di studio: Riduzione del tempo di installazione nei mobili su misura
Un produttore di case industriali di medie dimensioni utilizzava freni a pressione manuali. Il tempo di installazione per una porta di armadietto complesso a 8 pieghe era 45 Verbali, con una media di 3 scrap pieces per run. Dopo essere passato a un JSRAGOS Press Brake con un controller ESA S640 e programmazione offline 3D, il tempo di preparazione scese a 10 Verbali. La simulazione 3D ha individuato un problema di collisione nella fase di progettazione, ridurre il rotto a quasi zero e aumentare la produzione giornaliera 35%.
Caso di studio: Staffe aerospaziali di precisione
A Tier 2 Un fornitore aerospaziale che lavora con alluminio ad alta resistenza e acciaio inossidabile ha scoperto che variazioni di springback dei materiali causavano 15% di parti che non superano le ispezioni QC. Hanno integrato un controller ESA S660 con un sistema laser di tracciamento angolare. Il controllore ESA eseguiva regolazioni di profondità in tempo reale per ogni curva. Il tasso di rifiuto è sceso sotto 0.5%, e l'azienda risparmiò oltre $12,000 mensilmente in leghe speciali sprecate.
FAQ
Sì, I controller ESA sono popolari per il retrofitting. Tuttavia, Richiede l'aggiornamento delle valvole idrauliche a valvole proporzionali e l'installazione di encoder lineari compatibili per garantire che il controller possa effettivamente "talk" Verso l'hardware della macchina.
Assolutamente. La maggior parte delle unità ESA moderne (Serie S600 e oltre) dotto di porte Ethernet e WiFi, Consentire supporto tecnico remoto, Monitoraggio macchina, e integrazione diretta con i sistemi ERP per monitorare le metriche di produzione.
L'interfaccia è basata su icone ed è molto simile all'uso di un tablet. Un operatore con conoscenze di base di bending può tipicamente imparare a eseguire programmi esistenti in poche ore e creare nuovi programmi 2D entro un solo giorno di addestramento.
Il software ESA include un "Biblioteca del materiale." Inserisci la resistenza alla trazione e lo spessore, e il controller regola automaticamente la detrazione e la pressione in flessione. Puoi anche "Fine tune" queste impostazioni si basano su risultati reali per creare un profilo materiale personalizzato per lotti specifici.
Conclusione
Il controllore ESA è il "Cervello" Questo permette a una piegatrice per lamiere di raggiungere il suo pieno potenziale. Automatizzando i calcoli più difficili e fornendo una rete di sicurezza visiva tramite simulazioni 3D, garantisce un elevato OEE (Efficacia complessiva dell'equipaggiamento) e qualità costante dei pezzi.
- Verifica il tuo tasso di rottami attuale: Se stai perdendo più di 5% del tuo materiale per "Pieghe di prova," Aggiornare a un CNC con un controller ESA è probabilmente una mossa ad alto ROI.
- Valuta le tue esigenze di assi: Determina se i tuoi componenti richiedono la complessità di un 8-Sistema degli assi oppure se una macchina a 4 assi con un ESA S630 è sufficiente.
- Richiedi una demo: Contatta il team JSRAGOS per una dimostrazione virtuale dell'interfaccia ESA e vedere come i tuoi specifici file DXF verrebbero gestiti dal software.

