













Cómo funciona una máquina de freno de presión CNC? Una guía completa
Una de las mejores herramientas en la fabricación de chapa metálica en el mundo contemporáneo es una máquina de soldadura CNC por prensa. Está diseñado para doblar chapa y placas a su ángulo y forma exactos sujetando la pieza entre un punzón y un troquel.
Un CNC (Control numérico por ordenador) Freno de presión cuenta con programación controlada por ordenador para configurar la automatización de los parámetros usados en programas de flexión; Los parámetros son la posición de la RAM, El ángulo de flexión, y la posición del medidor trasero. La automatización, En este caso, Mejora la repetibilidad y la precisión, así como la eficiencia en la producción.
Esta guía desmenuzará qué es un freno de presión CNC, Cómo funciona paso a paso, cuáles son sus elementos más profundos, y las razones por las que es la clave para la fabricación industrial.
¿Qué es un freno de presión CNC?
Un freno de presión es una máquina utilizada para doblar el material de lámina y placa en formas predeterminadas sujetando la pieza entre un punzón correspondiente (Herramienta superior) y mueren (Herramienta inferior) .
Un freno de presión CNC mejora este proceso con control informático. El sistema CNC gestiona todos los parámetros de flexión de forma digital, reduciendo el error manual y permitiendo programar y repetir con precisión secuencias de flexión complejas .
Los frenos de presión CNC modernos se utilizan ampliamente en industrias que requieren alta precisión y repetibilidad, incluyendo automoción, aeroespacial, construcción, y fabricación de maquinaria pesada .
Componentes principales de un freno de presión CNC
Entender cómo funciona la máquina comienza con comprender su estructura.
1. Marco y C-Frames
La mayoría de los frenos de presión utilizan dos cuadros en C que forman los laterales de la máquina, conectados por una mesa inferior y una viga móvil superior . El diseño de bastidor rígido garantiza estabilidad estructural durante flexiones de alto tonelaje.
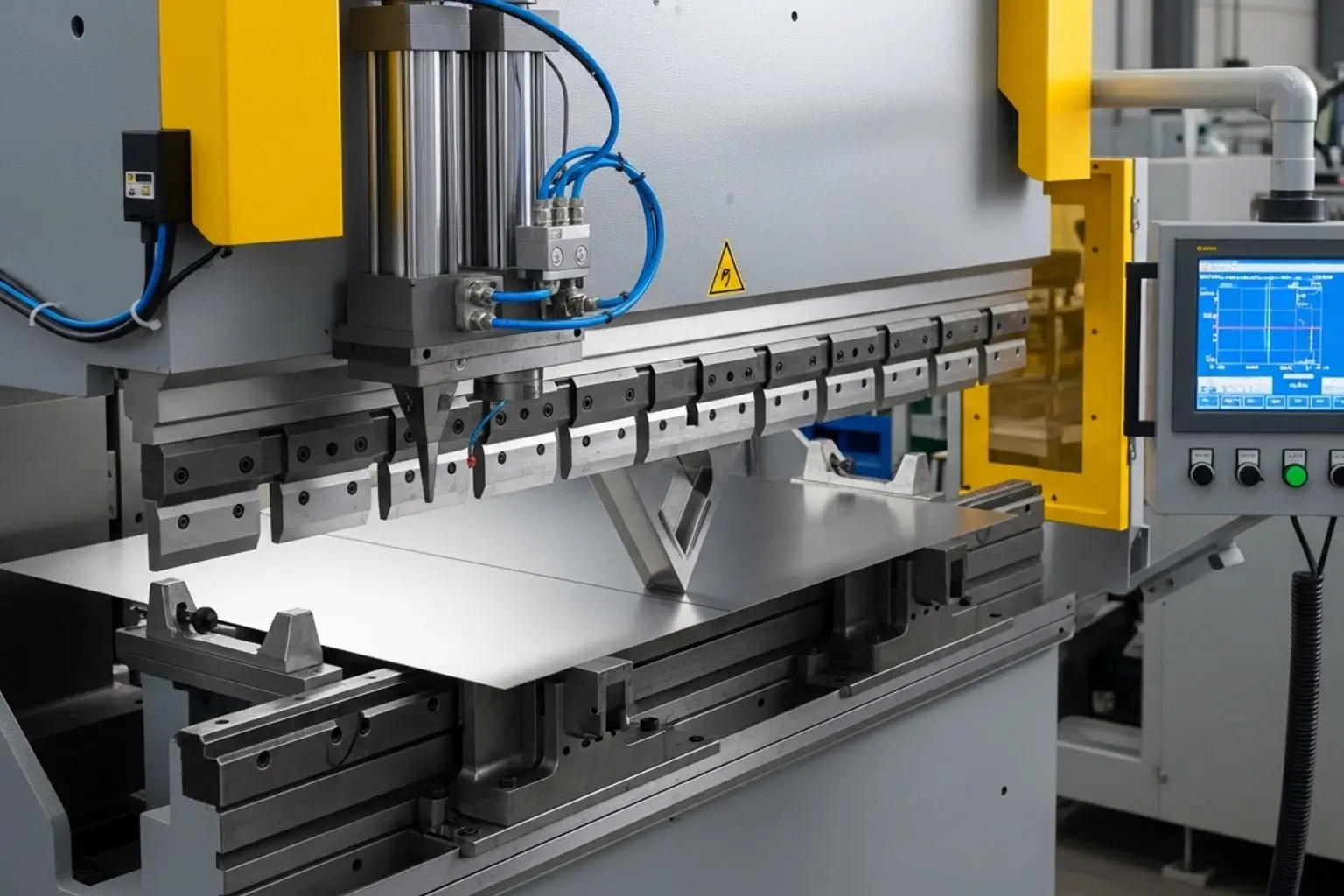
2. Puñear y morir
El puñetazo (montado en la viga superior) Aplica fuerza hacia abajo, mientras mueren (montado en la cama) proporciona contrafuerza. La chapa metálica se coloca entre ellos y se dobla en el perfil del troquel .
La interacción entre la geometría del punzón y el troquel determina el ángulo y la forma final de la curvatura.
3. Ram (Viga superior)
El ram se mueve verticalmente para presionar el punzón contra el material. Dependiendo del tipo de máquina, El RAM puede ser accionado por cilindros hidráulicos, Sistemas servo-eléctricos, o accionamientos mecánicos .
4. Sistema de control CNC
El sistema CNC es el "cerebro"” de la máquina. Controla la profundidad de la RAM, Movimiento del ancho de vía hacia atrás, Secuencia de flexión, y precisión angular mediante instrucciones programadas .
Tipos de sistemas de accionamiento CNC de freno de prensa
Los frenos de presión CNC pueden accionarse de diferentes maneras:
Freno de presión hidráulico CNC
Los sistemas hidráulicos utilizan cilindros hidráulicos sincronizados para mover la viga superior y generar fuerza de flexión . Estas máquinas se utilizan comúnmente para aplicaciones de alta resistencia y alto tonelaje .
Freno de presión servo-eléctrico
Los sistemas servoeléctricos utilizan motores y accionamientos mecánicos para ejercer fuerza sobre el ram . Estos sistemas suelen elegirse por eficiencia energética y control de precisión.
Ambos tipos operan bajo automatización CNC, pero los sistemas hidráulicos siguen siendo ampliamente utilizados en la flexión a escala industrial.
Paso a paso: Cómo funciona un freno de presión CNC
Paso 1: Programación de la Curva
El operador introduce la información del producto en el controlador CNC. Esto incluye:
-
Ángulos de flexión
-
Grosor del material
-
Secuencia de curvatura
-
Selección de herramientas
-
Posiciones del ancho de vía trasera
El sistema CNC calcula la profundidad y la fuerza necesarias para alcanzar el ángulo programado .
En muchos sistemas, El software CAD/CAM puede generar el código máquina requerido, que luego se sube al controlador CNC .
Paso 2: Configuración de herramientas
El punzón y el troquel correctos se montan en la máquina. La selección de herramientas es fundamental porque diferentes aberturas de los chips en V y radios de punzón afectan a la fuerza de flexión y a la geometría final .
Una configuración adecuada garantiza una flexión precisa y protege las herramientas de sobrecargas.
Paso 3: Posicionamiento de materiales
La chapa metálica se coloca entre el punzón y el troquel y se alinea usando el sistema de calibre trasero .
El calibre trasero posiciona automáticamente la lámina para asegurar la ubicación precisa de la curvatura y la repetibilidad.
Paso 4: Movimiento y flexión del ariete
Cuando comienza el ciclo, el ram controlado por CNC baja el punzón sobre la lámina. El punzón presiona el material contra el troquel, haciendo que se doblara hacia el ángulo programado .
La cantidad de fuerza aplicada depende del tipo de material, Grosor, y longitud de curvatura. Los sistemas hidráulicos generan esta fuerza a través de cilindros sincronizados .
Paso 5: Retorno y control de secuencia
Tras alcanzar la profundidad objetivo, El ariete se retrae. Si la pieza requiere varias curvas, el controlador CNC reposiciona automáticamente el manómetro trasero y ejecuta la siguiente curva en secuencia .
Esta automatización mejora significativamente la eficiencia en comparación con las máquinas de doblador manuales.
Frenos de prensa CNC vs frenos de presión NC
Los primeros frenos de presión eran NC (Control numérico), normalmente controlando solo ejes básicos. Sistemas CNC, en contraste, puede controlar múltiples ejes (a menudo 3+1 o más), Lo que permite geometrías de flexión más complejas y mayor precisión .
Los frenos de presión CNC generalmente proporcionan:
-
Mayor automatización
-
Mejorada la repetibilidad
-
Piezas acabadas de mayor calidad
Por qué los frenos de presión CNC son esenciales en la fabricación moderna
Los frenos de presión CNC son herramientas críticas en entornos de fabricación modernos porque ofrecen:
1. Alta precisión
El control por ordenador minimiza el error humano y permite un control consistente del ángulo .
2. Repetibilidad
Una vez programada, La misma pieza puede reproducirse con alta consistencia entre lotes .
3. Eficacia
La automatización reduce el tiempo de instalación y permite a un operador gestionar secuencias de flexión complejas .
4. Versatilidad
Los frenos de presión CNC pueden doblar una amplia variedad de materiales, incluyendo acero, aluminio, y cobre .
Aplicaciones de las máquinas de freno de prensa CNC
Los frenos de presión CNC se utilizan en numerosas industrias:
-
Proyectos de construcción e infraestructuras
-
Fabricación aeroespacial y de defensa
-
Componentes estructurales y de carrocería automotrice
-
Fabricación de maquinaria pesada y equipos industriales
Su capacidad para doblar chapa gruesa con precisión los hace indispensables en la fabricación estructural e industrial.
Consideraciones finales:
Se utiliza una máquina de freno de presión CNC que integra fuerza mecánica e inteligencia digital. Se utiliza para doblar chapa metálica estampando un punzón en un troquel, y se utiliza un sistema de control CNC para controlar la acción de la RAM, Fuerza y posicionamiento con mucha precisión.
Los frenos de presión CNC redirigen el metal plano hacia componentes diseñados mediante alta precisión y repetibilidad, basado en la programación y la configuración, a los ciclos de flexión, que son automatizadas. Estas máquinas son componentes esenciales de la industria manufacturera actual, ya sea hidráulica o eléctrica.

