













CNCプレスブレーキマシンはどのように動作するのか? 完全ガイド
現代の板金製造における最も優れた工具の一つは、CNCプレスろう付け機です. パンチとダイの間で部品を挟んで、板金や板材を正確な角度と形状に曲げるよう設計されています.
A CNC (コンピュータ数値制御) プレスブレーキは、曲げプログラムで使用されるパラメータの自動化を設定するためのコンピュータ制御プログラムを備えています; パラメータはRAMの位置です, 曲げ角, およびバックゲージの位置. 自動化, この場合, 生産における再現性と精度、そして効率性を高めます.
このガイドでは、CNCプレスブレーキとは何かを解体します, ステップバイステップでどのように機能するか, その本質とは何か, そして、なぜそれが産業製造の鍵であるのか.
CNCプレスブレーキとは何か?
プレスブレーキとは、加工品を対応するパンチでクランプすることで、シートやプレートをあらかじめ決められた形に曲げる機械です (トップツール) そして死ぬ (ボトムツール) .
CNCプレスブレーキはコンピュータ制御によりこのプロセスを補強します. CNCシステムはすべての曲げパラメータをデジタルで管理します, 手動ミスを減らし、複雑な曲げシーケンスを正確にプログラム・繰り返し可能にしました .
現代のCNCプレスブレーキは高精度かつ再現性が求められる産業で広く使われています, 自動車を含む, 航宇, 建設, および重機製造 .
CNCプレスブレーキの主な構成要素
機械の仕組みを理解するには、まずその構造を理解することから始まります.
1. フレームとCフレーム
ほとんどのプレスブレーキは、機械の側面を形成する2つのCフレームを使用します, 下部のテーブルと上部の可動梁でつながれています . 剛性フレーム設計により、高トン数の曲げ時の構造安定性が保証されます.
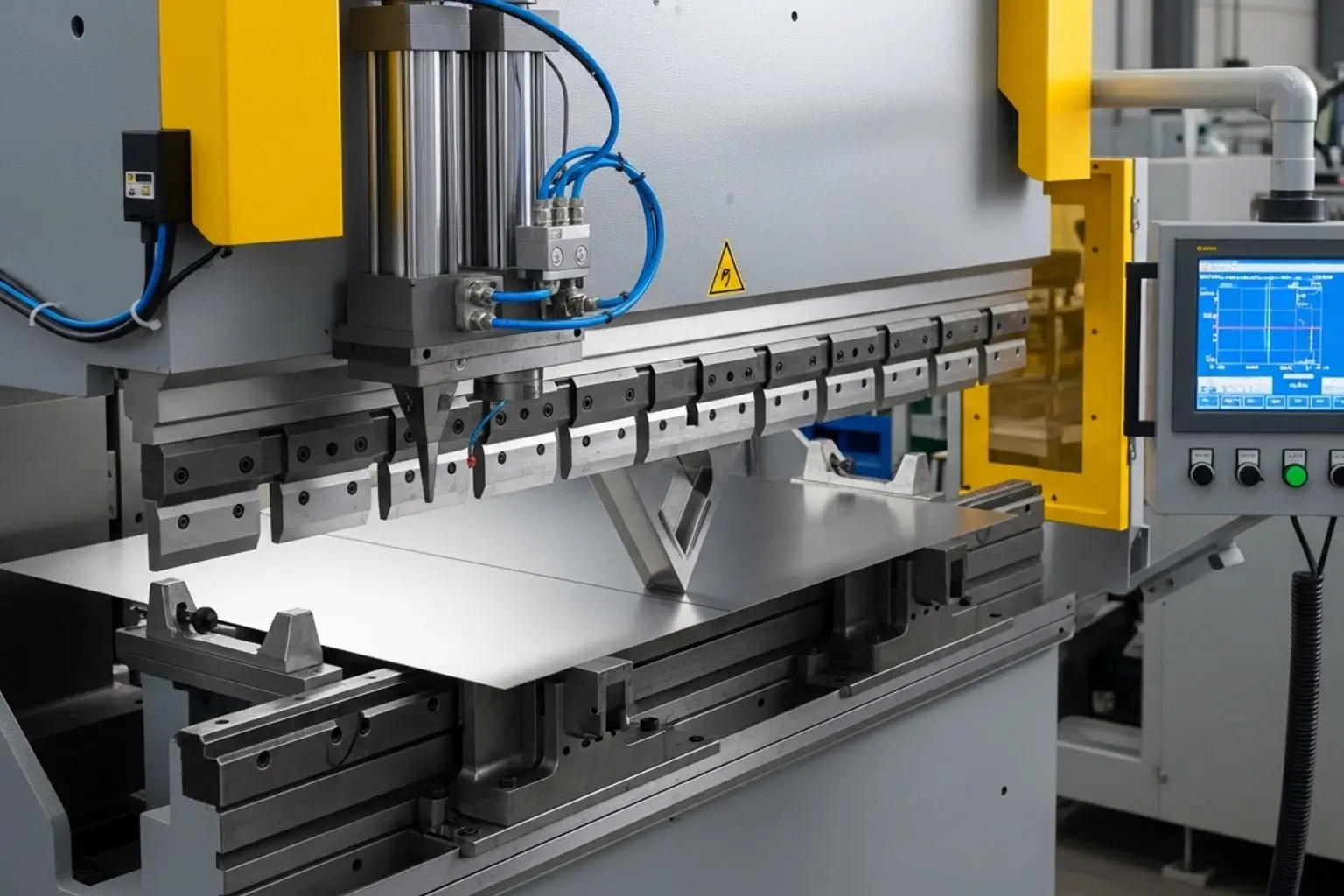
2. パンチ・アンド・ダイ
パンチ (上部梁に搭載) 下向きの力を加える, 死ぬ間に (ベッドに取り付けられている) 反力を供給します. 板金はそれらの間に置かれ、ダイプロファイルに曲げられます .
パンチジオメトリとダイジオメトリの相互作用が最終的な曲げ角と形状を決定します.
3. ラム (上部ビーム)
ラムは垂直に動き、パンチを材料に押し込みます. 機械の種類によります, ラムは油圧シリンダーで動力を供給できます, サーボ電気システム, または機械式駆動 .
4. CNC制御システム
CNCシステムは「脳」です” 機械の. RAMの深さを制御します, バックゲージの動き, ベンドシーケンス, そしてプログラム命令による角度精度 .
CNCプレスブレーキ駆動システムの種類
CNCプレスブレーキはさまざまな方法で動力を得ることができます:
油圧式CNCプレスブレーキ
油圧システムは同期油圧シリンダーを用いて上部ビームを動かし、曲げ力を発生させます . これらの機械は、重荷重および大トン数の用途で一般的に使用されています .
サーボ電気プレスブレーキ
サーボ電気システムはモーターと機械駆動を使ってラムに力を加えます . これらのシステムはエネルギー効率や精密制御のために選ばれることが多いです.
両タイプともCNC自動化の下で動作します, しかし、油圧システムは産業用の曲げ作業では依然として広く使われています.
ステップバイステップ: CNCプレスブレーキの仕組み
ステップ 1: ベンドのプログラミング
オペレーターは製品情報をCNCコントローラに入力します. これには:
-
曲げ角
-
材料の厚さ
-
曲げシーケンス
-
工具選択
-
バックゲージの位置
CNCシステムは、プログラムされた角度を達成するために必要なラムの深さと力を計算します .
多くのシステムにおいて, CAD/CAMソフトウェアは必要な機械語を生成できます, その後、CNCコントローラにアップロードされます .
ステップ 2: ツールのセットアップ
正しいパンチとダイが機械に取り付けられています. 工具の選択は非常に重要です。なぜなら、異なるVダイ開口部やパンチ半径が曲げ力や最終形状に影響を与えるからです .
適切なセットアップにより正確な曲げが保証され、工具の過負荷から保護されます.
ステップ 3: マテリアルポジショニング
板金はパンチとダイの間に置かれ、バックゲージシステムで整列されます .
バックゲージはシートを自動的に位置決めし、正確な曲げ位置と再現性を確保します.
ステップ 4: ラムの動きと曲げ
サイクルが始まるとき, CNC制御のラムがパンチをシートに下げます. パンチが材料をダイに圧縮します, そのため、プログラムされた角度に曲がる .
加えられる力の量は材料の種類によって異なります, 厚さ, および曲げ長. 油圧システムは同期シリンダーを通じてこの力を発生させます .
ステップ 5: リターンと順序制御
目標深度に到達した後, ラムが格納します. 部品に複数回曲げが必要な場合, CNCコントローラーは自動的にバックゲージの位置を変更し、次の曲げを順番に実行します .
この自動化により、手動の曲げ機と比べて効率が大幅に向上します.
CNCとNCプレスブレーキの比較
以前のプレスブレーキはNCでした (数値制御), 通常は基本的な軸のみを制御します. CNCシステム, 対照的に, 複数の軸を制御可能です (よく 3+1 あるいはそれ以上), より複雑な曲げ形状と高精度を可能にします .
CNCプレスブレーキは一般的に以下の通りです:
-
より大きな自動化
-
再現性の向上
-
より高品質な完成部品
なぜCNCプレスブレーキが現代の製造において不可欠なのか
CNCプレスブレーキは、現代の製造環境において重要な工具です。なぜなら、:
1. 高精度
コンピューター制御により人為的ミスを最小限に抑え、一貫した角度制御が可能になります .
2. 再現
一度プログラムされたら, 同じ部品はバッチ間で高い一貫性で再現可能です .
3. 効率
自動化によりセットアップ時間が短縮され、1人のオペレーターが複雑な曲げシーケンスを管理できるようになります .
4. 多様性
CNCプレスブレーキは幅広い材料を曲げることができます, 鋼鉄も含まれます, アルミニウム, 銅 .
CNCプレスブレーキ機の応用
CNCプレスブレーキは多くの産業で使用されています:
-
建設およびインフラプロジェクト
-
航空宇宙および防衛製造
-
自動車のボディおよび構造部品
-
重機および工業機器の製造
厚い板金を精密に曲げる能力は、構造および工業製造において欠かせない存在です.
総評
CNCプレスブレーキマシンが使用されており、機械的な力とデジタルインテリジェンスを統合しています. これは、金型にパンチを押し付けて板金を曲げるために使用されます, また、ラムアクションを制御するためにCNC制御システムが使用されます, 力と位置の測定は非常に正確に.
CNCプレスブレーキは、高い精度と再現性を用いて平らな金属を設計された部品に再誘導します, 番組編成と設定に基づいています, 曲げサイクルへ, これらは自動化されています. これらの機械は現在の製造業において不可欠な部品です, 油圧式か電気式かにせよ.

