













فرامل الضغط الهيدروليكي 600T–3000T: حالات الاستخدام في التشكيل الثقيل والمخاطر
The transition into ultra-high tonnage hydraulic press brakes (600T–3000T) represents a fundamental shift from sheet metal bending to heavy plate forming. At these scales, the physics of air bending are dominated by massive resistance forces where the material's internal crystalline structure dictates machine behavior more than the operator's control interface. Precision in this echelon is not merely a matter of linear accuracy but a complex battle against frame deflection, material springback, and the energy required to initiate a plastic hinge in high-tensile alloys. Failure to respect the load physics of these machines doesn't result in a scrapped part; it results in catastrophic structural compromise of the tooling or the machine frame itself.
- ضرورة الحمولة الفائقة: مدفوعة بالبنية التحتية العالمية، وقطاعات بناء السفن، والطاقة التي تتطلب سلامة صفائح أحادية.
- هيمنة فيزياء الصفائح: بعد 600 ترا من الوزن، تجعل تدرجات الإجهاد عبر السماكة حسابات عامل K القياسية غير ضرورية.
- مسارات الأحمال الهيكلية: Tonnage ratings are secondary to the machine's ability to channel energy without torsional twisting.
- خطر الفشل الكارثي: تخزين الطاقة في إطار منحرف بزاوية 3000 طن يحول كسور الأدوات الطفيفة إلى مقذوفات عالية السرعة.

غلاف فيزياء التحميل فوق 600 طن: ما التغيرات في سلوك المعدن
عند معالجة الألواح الثقيلة على جهاز من 600 إلى 3000 طن، لم تعد المادة تتصرف كطائرة موحدة. يتطور حقل إجهاد ثلاثي المحاور عند نقطة التلامس، حيث يجب أن يصل عمق اختراق منطقة البلاستيك إلى المحور المحايد قبل حدوث أي تشوه دائم. في المواد الأرق، يكون هذا الانتقال شبه فوري؛ ومع ذلك، في الصفائح فائقة الثقل، يتحرك انتشار جبهة العائد ببطء، مما يخلق تراكما هائلا للمقاومة الداخلية.
سلوك المواد تحت الحمولة فائقة الحمل
| القياس | عتبة 600 طن | عتبة 3000 طن | التأثير الهندسي |
| نوع حقل الإجهاد | سائدة ثنائية المحور | السائدة ثلاثية المحاور | زيادة خطر الانهيار الداخلي. |
| تحويل المحور المحايد | الحد الأدنى | أهمية | يصبح حساب الطول الفارغ غير خطي. |
| انتشار شريط القص | المستوى السطحي | السماكة الكاملة | يتطلب سرعات رام أبطأ لمنع التشقق. |
| تخزين طاقة الإجهاد | معتدل | إكستريم | يجب على الآلة تبديد طاقة ارتداد هائلة. |
توزيع إجهاد الإطار الهيكلي في فرامل الضغط الهيدروليكية 600T–3000T
At the 3000T limit, the press brake frame acts more like a bridge than a machine tool. The longitudinal beam stress flow must be meticulously managed to prevent "banana" deflection. Manufacturers utilize heavy-duty C-frame or box-structure tie-rod designs to ensure column compression load transfer remains vertical. If the frame torsional distortion resistance is exceeded, the ram will lose parallelism, leading to uneven flange lengths and localized tool overloading.
- انحراف السرير: حتى مع أنظمة التاج، يخضع السرير لتشوه مرن كبير يجب تعويضه في الوقت الحقيقي.
- تناظر الأسطوانات الهيدروليكية: يجب أن تمنح القوة بتزامن مطلق؛ جزء من الثانية من التأخير عند 3000 طن يخلق حملا جانبيا هائلا على أدلة الرام.
- التوازي مع الكبش: Achieved through high-resolution linear encoders that monitor the hydraulic cylinder force symmetry against the frame's structural feedback.
سلوك الضغط الهيدروليكي عند مستويات الحمولة فائقة التحمل
Managing hydraulics at this scale requires more than just high pressure; it requires sophisticated flow control logic. Fluid compressibility becomes a tangible variable—at 300 bar, hydraulic oil can compress by nearly 1% of its volume. This creates a "spring" effect in the cylinders that must be managed by servo proportional valve modulation to prevent erratic ram movement during the transition from fast approach to pressing speed.
- تخميد الارتفاع بالضغط: تمنع الصمامات عالية السرعة انتشار موجات الضغط التي قد تتسبب في انفجار الأختام أثناء لحظة كسر أو اختراق الصفائح.
- سلوك الحمل الحراري: حجم الزيت الكبير المنقول يولد حرارة كبيرة؛ يمكن أن يؤثر انحراف التمدد الحراري الهيدروليكي على دقة الشوط إذا لم يتم التحكم فيه بواسطة التبريد النشط.
- تزامن متعدد الأسطوانات: غالبا ما تستخدم الآلات الكبيرة أربع أسطوانات أو أكثر، مما يتطلب وجود PLC مخصص لموازنة التدفق بناء على بيانات خلية التحميل في الوقت الحقيقي.
أنماط الفشل الفريدة لآلات التشكيل فائقة الحمولة
In the 600T–3000T range, "wear and tear" is replaced by "fatigue and fracture." The most dangerous failure mode is the localized stress singularity, where a microscopic defect in the tool or the plate becomes a point of total structural failure under load.
مصفوفة فشل الحمولة الفائقة
| وضع الفشل | السبب الجذري | الشدة | علامات التحذير |
| كسر إجهاد الإطار | تراكم الإجهاد الدوري | حرج | Paint flaking at joints; audible "pings" during load. |
| كسر الأداة الكارثي | اختراق عتبة متانة الكسر | إكستريم | تكسير دقيق على أكتاف V-die. |
| إعادة اللوحة | إطلاق مفاجئ لطاقة الإجهاد | عال | اهتزاز سريع للصفيحة بعد الضربة. |
| انفجار الختم الهيدروليكي | انتشار موجة الضغط | معتدل | ضباب هيدروليكي أو سقوط مفاجئ من الكمام. |
نادرا ما تكون الأعطال في التشكيل الثقيل تدريجيا. بمجرد أن تصل شبكة انتشار الشق الدقيق إلى حالة حرجة، يحدث الكسر النهائي بسرعة الصوت داخل المادة.
سمك الصفيحة مقابل منحنى القوة: عندما يصبح التشكيل أسيا
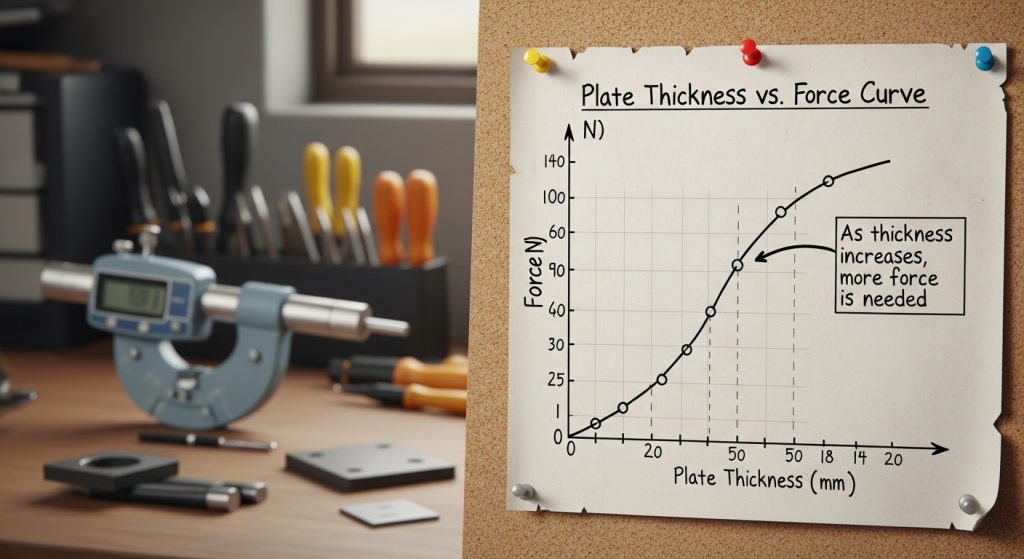
العلاقة بين سمك الصفيحة والقوة المطلوبة ليست خطية؛ وهي تقريبا علاقة مربعة السمك. عندما تنتقل من صفيحة 20 مم إلى 100 مم، يصبح تصاعد مقاومة معامل المقطع هائلا. هذا يخلق تدرج تضخيم التحميل حيث يتطلب زيادة صغيرة في سمك اللوحة آلة أكبر بشكل غير متناسب.
- تقاطع بين المطاط والبلاستيك: النقطة التي تتوقف فيها الصفيحة عن المقاومة وتبدأ في التشوه.
- تكوين المفصل البلاستيكي: المنطقة الموضعية في الانحناء حيث تصل المادة إلى أقصى قوة شد.
- امتصاص طاقة الإجهاد: الطاقة الكلية التي يحتفظ بها اللوحة؛ يجب أن تبقى الحمولة الأعلى في أسفل الشوط للسماح لهذه الطاقة بالتبديد.
قيود هندسة المنشأة فوق آلات 1000 طن
لا يمكن ببساطة وضع فرامل ضغط 3000T على أرضية المصنع القياسية. يجب تصميم لوح توزيع الحمل الأساسي لمنع الآلة من الغرق أو الميل مع مرور الوقت.
- تعزيز الأساس: تتطلب الأساسات ذات العمود العميق مع شبكات حديد تسليح ثقيلة للتعامل مع الوزن الساكن (غالبا >200 طن) وقوة الضغط الديناميكية.
- عزل الاهتزازات: يمنع العزل التوافقي بالاهتزاز الطاقة الهائلة للضربة من إتلاف الآلات الدقيقة القريبة.
- الطلب الكهربائي: تتطلب هذه الآلات تغذية طاقة عالية التيار لتشغيل عدة مضخات هيدروليكية بقوة 50 حصان في نفس الوقت.
عندما يكون تشكيل الألواح الثقيلة يتحول إلى التدوير بدلا من الانحناء
عند السماكات الشديدة أو نصف قطر ضيق، تصبح فرامل الضغط غير فعالة. هناك حاجة إلى مصفوفة قرار لتحديد متى يجب الانتقال من فرامل الضغط إلى آلة درفلة اللوحات.
| العامل | استخدم مكبح الضغط | استخدم أسطوانة الألواح |
| الحد الأدنى لنصف القطر | يتم تحديده بواسطة V-die ($>3 ترات) | يمكنه تحقيق منحنيات مستمرة أكثر إحكاما. |
| طول اللوحة | محدود بعرض الجهاز. | يمكنها التعامل مع أسطوانات طويلة جدا. |
| السماكة | عادة ما يصل إلى 100 مم إلى 150 مم. | يمكن أن يتجاوز 200 مم لأعمال السفن المحددة. |
| التعقيد | الأفضل لعدة زوايا وحواف. | الأفضل لتشكيل أسطواني بزاوية 360°. |
نمذجة المخاطر الاقتصادية لامتلاك آلات ذات حمولة فائقة التحمل
Investing in a 2000T or 3000T machine is a 20-year capital commitment. The ROI model must account for more than just "parts per hour."
- نقطة التعادل في الاستخدام: غالبا ما تحتاج هذه الأجهزة إلى 30-40٪ فقط من الاستخدام إذا كانت القيمة المضافة للمشروع مرتفعة.
- دورة حياة الأدوات: يمكن أن تكلف قوالب V المخصصة لأجهزة 2000 طن عشرات الآلاف من الدولارات.
- كثافة المشروع: الخطر مرتفع إذا كانت الآلة تعتمد على عقد حكومي واحد أو قطاع صناعي.
جدول سيناريو العائد على الاستثمار
| القياس | الاستخدام العالي (البنية التحتية) | الاستخدام المنخفض (البحث والتطوير المخصص) |
| فترة الانتقام | 3–5 سنوات | 8–12 سنة |
| مخاطر التوقف عن العمل | حرج (خسارة الإيرادات) | يمكن التحكم فيه (تغيير الجدول الزمني) |
| ملف الصيانة | وقائي/عدواني | القائم على الحالة |
فهم سعة 3200 مم مقابل 4000 مم الاختلافات ضرورية للمشاريع التي تقع على حافة التصنيع الثقيل. أثناء فرامل ضغط 3200 مم يعمل كعمود فقري للأعمال الهيكلية متوسطة النطاق، فرامل ضغط 4000 مم غالبا ما يمثل نقطة الدخول إلى البنية التحتية الثقيلة. بالنسبة للمكونات فائقة الطول التي تتجاوز طول السرير لوحدة واحدة، أنظمة فرامل الضغط التانتيم يوفر بديلا متزامنا للآلات الأحادية. ومن الجدير بالذكر أيضا أن فيزياء الطرف الأدنى، مثل ثني الصفائح بحجم 10 مم، توفر البيانات الأساسية المستخدمة لاستنتاج القوى القصوى المطلوبة لنطاق 600T–3000T.
فكرة أخيرة: التشكيل بالحمولة فائقة السعة هو تمرين في الهندسة المدنية بقدر ما هو في تصنيع المعادن. يتطلب النجاح رؤية شاملة للآلة، والمادة، والمنشأة التي تسكنها.

