













Industrielle Metallverarbeitungsmaschinen: Der vollständige Leitfaden
Industrielle Metallverarbeitungsmaschinen sind die Kategorie von Geräten, die schneiden, Formen, Rillen, und bricht Blech zu fertigen Bauteilen – und der globale Markt für diese Ausrüstung erreichte $73.5 Milliarden in 2024. Die meisten Werkstätten verschwenden Kapital, indem sie Maschinen in der falschen Reihenfolge oder falschen Kombination für ihr Produktionsvolumen kaufen. Dieser Leitfaden gibt Ihnen einen vollständigen Überblick über Maschinentypen, Eine Auswahltabelle für Industriemaschinenmischungen, Eine Produktionsliniensequenz, 2026 Automatisierungstrends, und Links zu jeder spezifischen Maschinenkategorie. Für einen vollständigen Überblick über das RAGOS-Maschinensortiment, Besuchen Sie unsereHerstellerseite für Metallverarbeitungsgeräte.
Das 5 Kerntypen industrieller Metallverarbeitungsmaschinen

Die fünf Kerntypen industrieller Metallverarbeitungsmaschinen sind: Schermaschinen, CNC-Pressbremsen, Paneelbändiger, V-Rillenmaschinen, und Biegezellen. Jeder Typ erfüllt eine bestimmte Funktion in einer bestimmten Phase der Produktionslinie. Keine einzelne Maschine ersetzt eine andere – sie arbeiten in Kombination.
| Maschinentyp | Hauptfunktion | Wichtige Anwendung |
|---|---|---|
| Schermaschine | Geradestrecker Blechschnitt | Blank-Vorbereitung, Blechgröße |
| CNC-Pressbremse | Präzise Winkelbiegung | Einschlüsse, Strukturelle Teile, HLK |
| Paneelbieger | Hochgeschwindigkeits-automatisiertes Umformen | Panels mit hohem Volumen, Vorrichtungen |
| V-Rillenmaschine | Rillenritzung vor dem Biegen | Scharfeckige Paneele, Möbel, Aufzüge |
| Biegende Zelle | Automatisiertes mehrstufiges Biegen | Großserienproduktion im Wiederholungsbereich |
Der richtige Ausgangspunkt für die meisten neuen Fertigungswerkstätten ist eine Schermaschine und eine CNC-Pressbremse. Paneelbieger, V-Rillenmaschinen, und Biegezellen werden hinzugefügt, wenn die täglichen Produktionsmengen wachsen und die Produktionsanforderungen spezifischer werden. Für einen vollständigen Überblick über verfügbare CNC-Metallbieggeräte, Besuchen Sie unsereKategorie CNC-Biegegeräte.
Wie industrielle Metallverarbeitungsmaschinen als Produktionslinie funktionieren
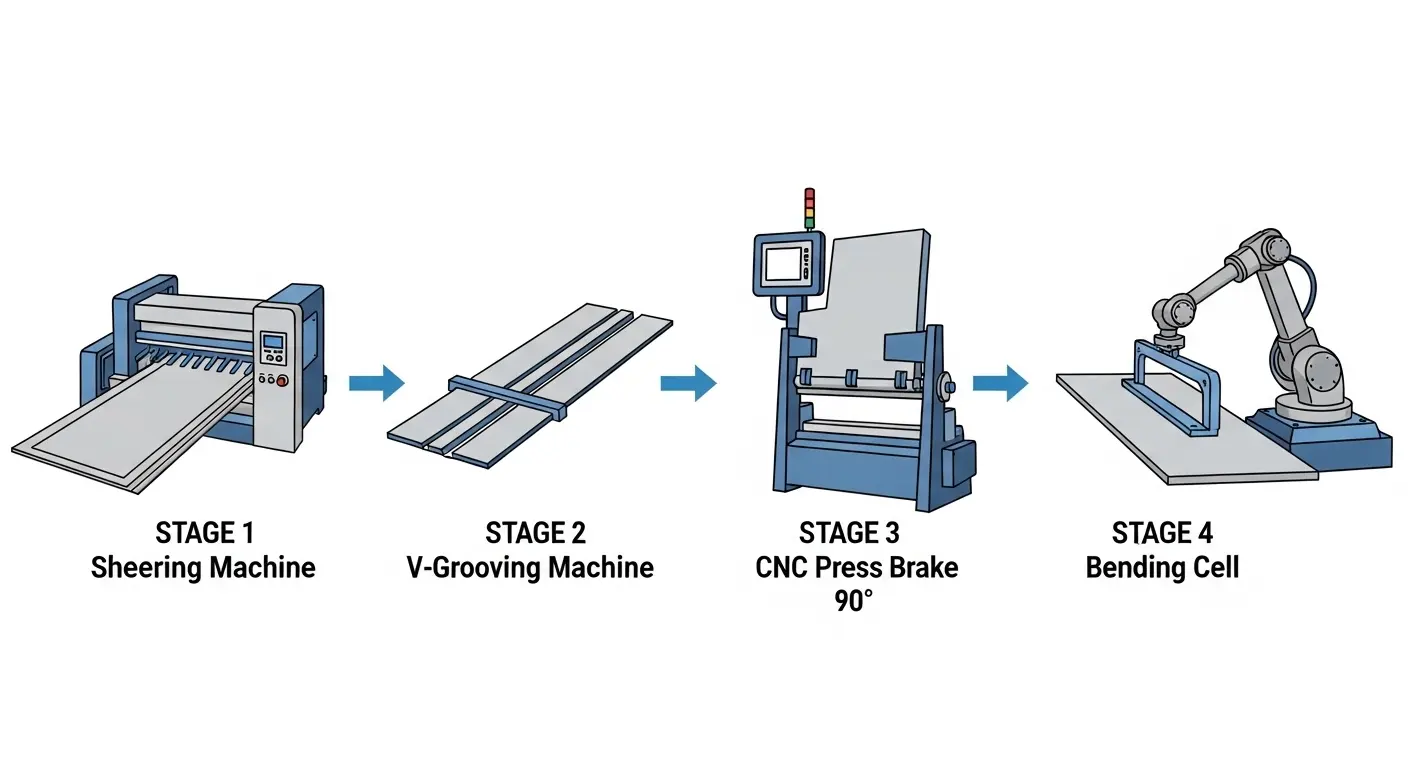
Industrielle Metallbearbeitungsmaschinen arbeiten in einer vierstufigen Abfolge: Schermaschinen schneiden Rohlinge auf die richtige Größe, V-Rillen-Maschinen schneiden dort Rillenlinien, wo sie gebraucht werden, CNC-Pressbremsen oder Plattenbieger bilden die Winkel, und Biegezellen automatisieren die vollständige Biegesequenz für die Massenproduktion. Das Verständnis dieser Abfolge verhindert einen der häufigsten Fehler in der Kapitalplanung – den Kauf von Biegemaschinen vor dem Aufbau der Schneidphase.
Hier ist die Standardabfolge der Produktionslinie:
- Scheren — Das Blatt auf Rohmaße zuschneiden. Hydraulische Guillotine-Schermaschinen schaffen bis zu 12 mm Weichstahl bei Bettlängen von 3–6 m.
- V-Groove — Ritze vor dem Biegen einen V-förmigen Kanal auf der leeren Fläche. Dies verringert die effektive Materialdicke an der Biegelinie und erzeugt scharfe äußere Ecken ohne Risse.
- Biegung — CNC-Pressbremse für komplexe oder geringvolumige Arbeiten; Paneelbieger für einfache Profile bei großem Volumen.
- Biegende Zelle (wahlfrei) — Robotergesteuertes automatisches Biegen für laufende Werkstätten 500+ Gleiche Teile pro Tag.
Nach unserer Erfahrung mit der Konfiguration von Fertigungslinien für Produktionsstätten, V-Rillen sind der am meisten übersehene Schritt. Werkstätten, die es ausfallen, produzieren dickere Ecken mit äußeren Radiusen und sichtbare Biegespuren auf Displaytafeln und Aufzugsverkleidungen – Mängel, die überarbeitet oder verworfen werden müssen.
Wo V-Rillen zwischen Scheren und Biegen passen
Das V-Rillen-Schneiden entfernt Material in einem Kanal auf der Rückseite des Blechs, Verringerung der effektiven Dicke an der Biegelinie. Dies ermöglicht scharfe 90° Außenecken ohne Oberflächenrisse an der Außenfläche. Das ist Standardpraxis bei Aufzugspaneelen, Vitrine, Möbelbeschläge, und Herstellung architektonischer Verkleidungen. Für Werkstätten, die jedes Produkt herstellen, bei dem äußere Eckschärfe und Oberflächenqualität erforderlich sind, Eine V-Rillenmaschine gehört zwischen den Scher- und Biegestufen.
Auswahl der richtigen Maschinenmischung nach Branche
Die richtige Mischung aus industriellen Metallverarbeitungsmaschinen hängt von Ihrer Branche und der täglichen Produktion ab – nicht vom Kauf von jedem Maschinentyp. HVAC-Werkstätten benötigen eine Scherung sowie Pressbremse oder Paneelbiegung. Elektrische Gehäusewerkstätten benötigen eine Scherung, Pressbremse, und V-Groover. Stahlwerkstätten benötigen robuste Pressbremsen oben 300 Tonnen, Keine Plattenbieger.
| Industrie | Scheren | CNC-Abkantpresse | Biegemaschine für Paneele | V-Groove | Biegezelle |
|---|---|---|---|---|---|
| HLK-Kanäle | ✅ | ✅ | Wahlfrei (200+/Tag) | — | Bei 500 pro Tag |
| Elektrische Gehäuse | ✅ | ✅ | Wahlfrei (200+/Tag) | ✅ | Bei 500 pro Tag |
| Möbelbeschläge | ✅ | ✅ | — | ✅ | — |
| Automobilausstattung | ✅ | — | ✅ | Wahlfrei | ✅ |
| Tragwerk/Bauwesen | ✅ | ✅ Schwerleistungen | — | — | — |
Für Konstruktionsfertigung und schwere Plattenarbeiten über 20 mm, Standard-Pressbremsen sind nicht für die erforderliche Tonnage ausgelegt. Unser600-Ton CNC-Pressbremse speziell für Baustahl gebaut, Kesselplatte, und konstruktives Biegen, wo Standardmaschinen ihre Kapazitätsgrenze erreichen.
CNC-Pressbremsen – das Herzstück jeder Werkstatt
Die CNC-Pressbremse ist die vielseitigste Maschine in jeder Werkstatt. Er bewältigt alles von 0,5 mm Aluminiumblech bis zu 20 mm Weichstahlblech mit der richtigen Werkzeug- und Tonnagekonfiguration. Für die meisten kleinen bis mittelgroßen Fertigungsläden, die CNC-Pressbremse ist sowohl die erste große Investition als auch die Maschine, die die breiteste Palette an Aufgaben verarbeitet.
Wichtige Kaufkriterien für eine CNC-Pressbremse:
- Tonnage — bestimmt durch Materialtyp × Dicke × Biegelänge; verwenden Sie die Formel P = 650 × S² × L / V
- CNC-Achsenzählung — 3-Achsen für Standardarbeit; 6–8-Achsen-Rückgauge für komplexe Mehrbiegprofile
- Winkelkompensation — erforderlich für Aluminium (1–2° Rücksprung) und Hochfeststahl (5–7° Rückstoß)
- Controller — Delem DA-66T, Estun E21, oder ESA S640 sind die gängigsten Serienoptionen
- Bettlänge — passt zu deiner maximalen Leerlauflänge plus 20% Freigabe-Marge
Für eine vollständige Tonnage- und Spezifikationsauswahlanleitung, Besuchen Sie unserebeste CNC-Pressbremsmaschinenführung.
Wann sollte man von einer Standardpresse auf eine Plattenbremsbremse umsteigen
Plattenbieger produzieren bis zu 60 Teile pro Arbeitsstunde vs. 6–10 für Pressbremsen auf einfachen Gehäuseprofilen. Für Ladenübergänge 200 Gleiche Teile pro Tag mit vier oder mehr Biegungen pro Teil, Ein Paneelbieger zahlt sich schneller aus als eine zweite Pressabbremse. Unterhalb dieser Schwelle, eine CNC-Pressbremse bietet eine bessere Anwendungsflexibilität bei geringeren Investitionskosten. Die Upgrade-Entscheidung ist eine Lautstärkeschwelle – keine Qualitätspräferenz.
Schermaschinen – der Ausgangspunkt jeder Fertigungslinie
Jede Werkstatt beginnt mit einer Schermaschine. Kein Biegevorgang kann ohne auf Maß zugeschnittene Rohlinge laufen – und manuelles Zuschneiden oder ausgelagerte Blechaufbereitung schafft einen Engpass ganz am Anfang der Produktionslinie. Der Kauf einer Schermaschine vor der Pressbremse ist die richtige Kapitalfolge für jede neue Werkstatt.
Zwei Typen passen zu unterschiedlichen Ladengrößen:
- Hydraulische Guillotine-Schermaschine — Handhabung von 1–12 mm Weichstahl, 3–6 m Bettlängen, geeignet für Produktionsanlagen, die täglich die oben genannten Blattvolumina ausführen 50 Platzpatronen
- Elektrische Schermaschine (220V) — kompakt, Geringere Investitionskosten, Geeignet für kleine Werkstätten und Werkstätten mit intermittierendem Schneidebedarf
Wichtige Kaufkriterien: maximale Materialdicke, Bettlänge, Klingenspaltverstellung für verschiedene Materialqualitäten, und CNC-Rückspur für Nachschlaggenauigkeit bei Produktionsrohlingen. Für kleine Werkstattbudgets, Siehe unsereErschwingliche Metallschermaschinen-Anleitung. Für kompakte 220V-Elektrooptionen, Besuchen Sie unsereSeite zur elektrischen Metallschermaschine.
2026 Automatisierungstrends in industriellen Metallverarbeitungsmaschinen

In 2026, Industrielle Metallverarbeitungsmaschinen werden in drei Schichten umgestaltet: KI-unterstützte CNC-Steuerung, Kollaborative Roboter beim Biegen und Schweißen von Linien, und digitale Zwillingssimulation vor dem Aufbau der physischen Maschine. Dies sind keine langfristigen Prognosen – es sind derzeit Realitäten auf der Produktionsfläche in führenden Fertigungsbetrieben.
Wichtige Trends, die Sie vor dem Kauf kennen sollten:
- KI-unterstützte CNC-Winkelkompensation — Echtzeit-adaptive Korrektur reduziert Probebiegungen und Schrott bei neuen Materialchargen; jetzt Standard bei mittleren CNC-Pressbremsreglern
- Kollaborative Roboter (Cobots) — Handle-Blankladung, Teile-Flipping, und das Stapeln auf Pressbrems- und Paneelbieger-Linien; Ermüdung der Bediener zu verringern und nahezu kontinuierliche Produktion zu ermöglichen
- Digitale Zwillinge — vollständige Biegsequenzen vor dem physischen Aufbau simulieren, Ausfallzeiten der Schneidemaschine bei neuen Jobwechseln
- IoT-verbundene Maschinen — Fernüberwachung, Prädiktive Wartungswarnungen, und Produktionsdaten-Dashboards sind jetzt auf mittelgroßen CNC-Fertigungsgeräten verfügbar
- Vollautomatisierte Multiprozesszellen — Tragwerkstätten gehen auf Ein-Setup-Maschinen um, die das Schneiden kombinieren, Bohrung, und Bögen in einem automatisierten Arbeitsablauf
Der Markt spiegelt diesen Wandel wider: Der Metallverarbeitungsmaschinensektor lautet $298.19 Milliarden in 2025 und wächst bei 6.9% CAGR bis 2030. Werkstätten, die jetzt CNC-Maschinen kaufen, sollten die IoT-Konnektivität und die Software-Update-Fähigkeit – nicht nur die aktuellen Spezifikationen – überprüfen, bevor sie eine Bestellung unterschreiben.
RAGOS Industrielle Metallverarbeitungsmaschinenreihe
RAGOS liefert ein vollständiges Sortiment industrieller Metallverarbeitungsmaschinen: hydraulische und elektrische Schermaschinen, CNC-Pressbremsen von 40 Tonnen bis 600 Tonnen, Paneelbieger mit Saugnapf-Zuführung, V-Rillenmaschinen, und automatisierte Biegezellen. Jede Maschine wird mit CNC-Steuerungen von Delem ausgeliefert, Estun, oder ESA, und beinhaltet Unterstützung bei Werksinbetriebnahme.
Basierend auf Kundeninstallationen über die gesamte HLK hinweg, Elektrisches Gehäuse, und Baustahlverarbeitung, Die von uns konsequent empfohlene Großkapitalfolge ist: Schermaschine zuerst, dann CNC-Pressbremse, dann V-Rillen-Maschine, wenn das Teilvolumen wächst, dann Panel-Biegung, wenn der tägliche Ausgang überschreitet 200 identische Teile. Biegezellen werden hinzugefügt, wenn die robotische Automatisierung der vollständigen Biegesequenz der nächste Produktivitätsgewinn wird.
Wenn Produktionsleiter uns fragen, wo sie mit ihrer Kapitalausrüstungsliste anfangen sollen., Die Antwort ist fast immer dieselbe: Kaufen Sie zuerst die Maschine, die Ihren aktuellen größten Engpass beseitigt – und planen Sie die nächste Maschine um den Engpass herum, der danach auftritt. Für das vollständige Maschinensortiment von RAGOS und Produktspezifikationen, Besuchen Sie unsereÜberblick über Hersteller von Metallverarbeitungsgeräten.
Bereit, deine Maschinenkonfiguration zu bauen? Nennen Sie uns Ihre Branche, Tagesproduktionsziel, und Materialspezifikation – Wir erstellen eine Maschinenliste und eine Kapitalprioritätsreihenfolge, die speziell für Ihre Werkstatt ist.
Häufig gestellte Fragen
Frage 1: Was sind die Haupttypen von industriellen Metallverarbeitungsmaschinen?
Die fünf Haupttypen industrieller Metallverarbeitungsmaschinen sind Schermaschinen, CNC-Pressbremsen, Paneelbändiger, V-Rillenmaschinen, und Biegezellen. Schermaschinen schneiden das Blech auf die richtige Größe.; Pressbremsen und Paneelbieger bilden Winkel; V-Rillenmaschinen ritzen Rillenlinien für scharfe Eckplatten; Biegezellen automatisieren die vollständige Biegesequenz für die Massenproduktion. Die meisten Fertigungswerkstätten kombinieren drei bis vier dieser Maschinentypen als Produktionslinie. AnSehen Sie das vollständige Sortiment an RAGOS-Metallverarbeitungsgeräten, Besuchen Sie die Herstellerübersichtsseite.
Frage 2: Was ist der Unterschied zwischen einer Pressepresse und einer Schermaschine??
Eine Schermaschine schneidet Blech in einer geraden Linie – sie bereitet Rohlinge für die nachgelagerte Verarbeitung vor. Eine CNC-Pressbremse biegt Metall in präzisen Winkeln – sie bildet die endgültige Bauteilform. Sie erfüllen völlig unterschiedliche Funktionen in unterschiedlichen Phasen derselben Produktionslinie. Die meisten Fertigungswerkstätten verwenden beides: Die Schermaschine, die zuerst Rohlinge schnitt, die Pressbremse ist an zweiter Stelle. AnEntdecken Sie die Optionen für RAGOS-Schermaschinen für die Rohstoffvorbereitung, Besuchen Sie die Produktseite.
Frage 3: Welche Maschinen werden benötigt, um eine Blechverarbeitungswerkstatt einzurichten??
Mindestens, eine Blechverarbeitungswerkstatt benötigt eine Schermaschine und eine CNC-Pressbremse. Mit wachsendem Produktionsvolumen, fügen eine V-Rillenmaschine für scharfe Eckenplattenarbeiten hinzu und eine Paneelbiege, wenn der tägliche Ausgang überschneidet 200 identische Teile. Biegende Zellen mit robotischen Fütterungsanzügen darüber 500 Teile pro Tag. Beginnen Sie mit Scheren und Biegen – erweitern Sie die Linie, wenn der Ausgangsbedarf steigt. AnVergleiche die Optionen für CNC-Pressbremsen in deiner neuen Werkstatt, Besuchen Sie den Auswahlleitfaden.
Frage 4: Wie viel kosten industrielle Metallverarbeitungsmaschinen??
Einstiegs-Elektroschermaschinen für kleine Werkstätten beginnen unten $10,000. Mittelklasse-CNC-Presspressen (40–100 Tonnen) Reichweite von $15,000 An $80,000 je nach Bettlänge, Achsenzählung, und Controller. Schwerlastige 600-Tonnen-CNC-Presspressen für Konstruktionsplatten sind deutlich teurer. Paneelbieger und Biegezellen stellen die größte Kapitalinvestition dar und werden oben am besten begründet 200 Gleiche Teile pro Tag. AnErschwingliche Metallschermaschinen-Optionen für Werkstattbudgets ansehen, Besuchen Sie die Produktseite.
Frage 5: Wie verändert Automatisierung industrielle Metallverarbeitungsmaschinen in 2026?
Drei Änderungen definieren industrielle Metallverarbeitungsmaschinen in 2026: KI-unterstützte CNC-Winkelkompensation, die Probebiegungen und Schrott reduziert, Kollaborative Roboter (Cobots) die das Laden und Stapeln von Blanken auf Biegelinien übernehmen, und eine digitale Zwillingssimulation, die das Biegen von Programmen vor dem Aufbau der physischen Maschine vortest. Der Markt für Metallbearbeitungsmaschinen wächst um 6.9% CAGR bis 2030, angetrieben durch die Automatisierungsübernahme in mittelgroßen Fertigungsbetrieben. Werkstätten, die jetzt CNC-Maschinen kaufen, sollten vor dem Kauf die IoT-Konnektivität und die Software-Update-Funktion überprüfen. AnEntdecken Sie die RAGOS 600-Tonnen-CNC-Pressbremse mit smarter CNC-Steuerung, Besuchen Sie die Produktseite.
Drei Entscheidungen, die jede Fertigungswerkstatt definieren
Drei Entscheidungen prägen eine gut gebaute industrielle Metallverarbeitungslinie. Erste, Wählen Sie die richtigen Maschinentypen für Ihre Branche aus – nicht von allem, Aber die spezifische Kombination, die deine Produktion verlangt. Zweitens, Bauen Sie die Linie in der Reihenfolge: Scheren zuerst, Grooven, wo es nötig ist, Biegen danach. Drittes, Priorisieren Sie das Kapital in der richtigen Reihenfolge, wenn das Volumen wächst – Schermaschine, dann drücken Sie die Bremse, dann die Automatisierungsschicht. Der Markt wächst schnell — $73.5 Milliarden in 2024, Auf dem Weg nach $105.6 Milliarden durch 2033 – und Automatisierung verändert jede Maschinenkategorie neu. Werkstätten, die mit Produktionslinien-Denken statt maschineller Einkäufe planen, bauen Operationen, die skalieren. Dein nächster Schritt: Teile deine Branche, Materialtyp, und tägliches Volumenziel mit dem RAGOS-Team für einen individuellen Maschinenkonfigurationsplan.

