













Frein à pression CNC multi-axes (4/6/8 Axe): Comment choisir la bonne configuration
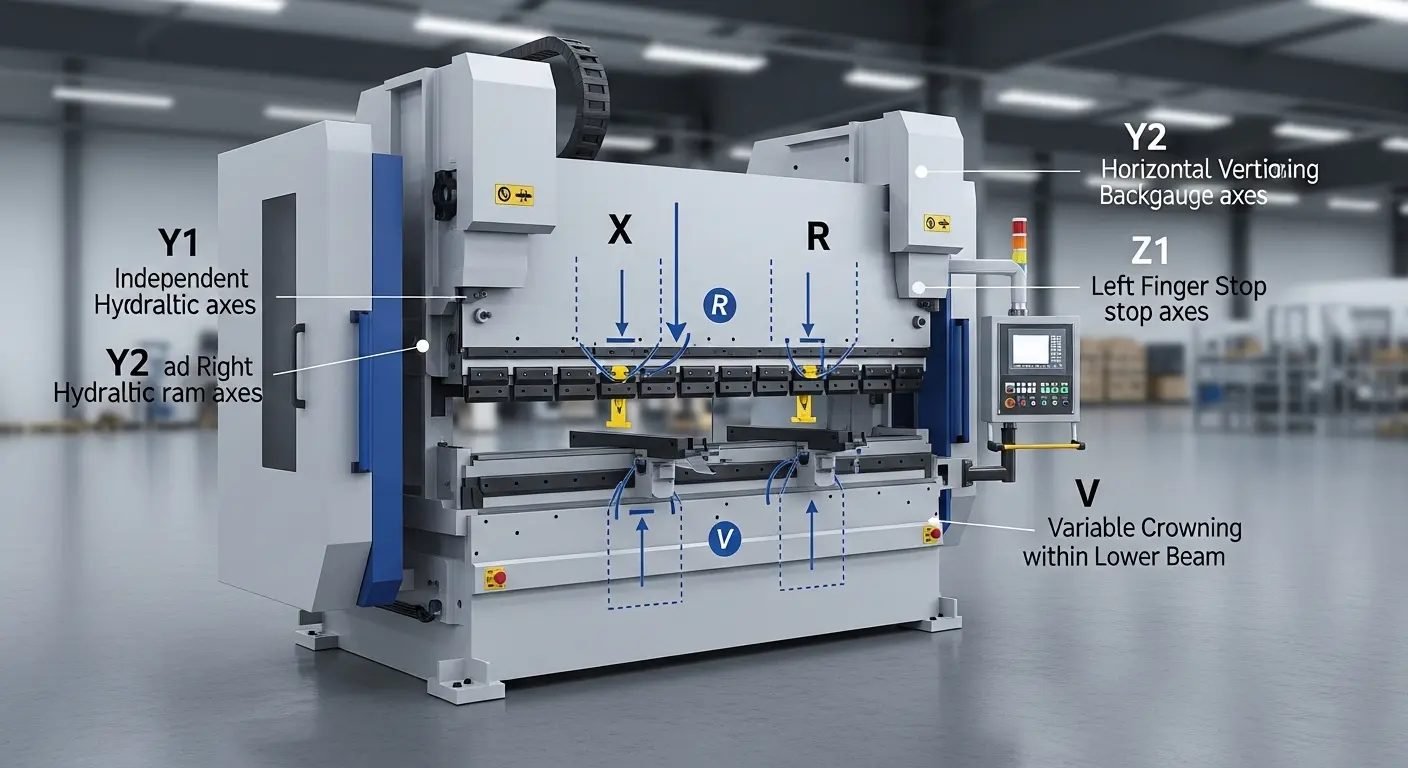
Un frein à pression CNC multi-axes utilise plusieurs axes contrôlés — typiquement Y1/Y2 pour le bélier, X et R pour l’écartement arrière, Z1/Z2 pour l’espacement des doigts, et V pour le couronnement — pour automatiser la profondeur de flexion, Positionnement, et compensation d’angle. Une machine 4 axes convient directement, Parties répétitives, Une machine 6 axes gère les brides en escaliers et une complexité modérée, et un complexe de support de frein à pression à 8 axes, Géométries asymétriques avec un repositionnement minimal. Le meilleur choix dépend de la complexité de la pièce, Mélange de lotes, Besoins de précision, et des plans d’automatisation.
Pourquoi la configuration des axes est désormais une décision critique pour le frein à pression
Lorsque vous envisagez un nouvel investissement dans un frein à pression CNC, « Combien de haches avons-nous vraiment besoin?" devient l’une des questions les plus importantes du projet. Une machine 4 axes peut sembler attractive en termes de prix, Mais les configurations 6 ou 8 axes promettent une plus grande flexibilité, Configurations plus courtes, et la préparation à l’automatisation — à un coût initial plus élevé.
Ce guide explique ce que signifie « frein à pression CNC multi-axe (4/6/8 axe)« en fait signifie, Comment les axes principaux (Et, X, R, Z, V) Travail ensemble, et comment choisir une configuration qui correspond à vos pièces, Mix de production, et la stratégie d’automatisation future.
Que signifie un « frein à pression CNC multi-axes »?
Un frein à pression CNC utilise le contrôle numérique pour positionner automatiquement le bélier et le manomètre arrière afin d’obtenir une précision, Plis reproductibles. Chaque mouvement contrôlable est appelé un axe. UnMulti-axes Le frein à pression CNC contrôle généralement plusieurs axes à la fois, Y compris le mouvement du bélier, Position de la cartoirisation arrière, et couronnement, pour automatiser toute la séquence de courbure.
Dans la plupart des environnements industriels:
- 4axe - est désormais un minimum pratique pour la flexion CNC (Y1, Y2, X, R).
- 6axe - et 8axe - Les freins à pression ajoutent plus de rétrogradation et de contrôle de couronnement, Facilitant le complexe, Courbure en plusieurs étapes avec moins d’ajustements manuels.
- Les OEM utilisent souvent des abréviations telles que 4+1, 6+1, 8+1, où « 1 » désigne un axe de couronnement.
En d’autres termes, « Frein à pression CNC multi-axes (4/6/8 axe)" décrit une famille de machines qui augmentent progressivement la flexibilité et l’automatisation à mesure que de nouveaux axes sont ajoutés.
Comment les axes principaux (Et, X, R, Z, V) Travail ensemble
Choisir la bonne configuration, Il faut d’abord comprendre ce que fait réellement chaque axe.
Y1/Y2 – Contrôle de la RAM
Sur les freins à pression CNC modernes, le bélier est généralement contrôlé par deux axes Y indépendants:
- Y1 et Y2 Contrôle des côtés gauche et droit du bélier, permettant une synchronisation précise et une compensation pour la déviation des images.
- Cela permet une profondeur de flexion précise et des angles constants sur toute la longueur de travail.
X – Profondeur de la jauge arrière
- Le Axe X déplace le cartolier arrière vers l’avant et l’arrière, définir la distance entre l’outillage et le bord de la feuille.
- Un positionnement précis sur l’axe X est essentiel pour des longueurs de bride cohérentes et des pièces multi-courbures répétables.
R – Hauteur de la cartoirisation arrière
- Le Axe R ajuste les doigts du calibre arrière vers le haut et vers le bas, correspondant à différentes hauteurs de brides et positions de marche.
- Cela permet à un seul dispositif de gérer différentes hauteurs de courbe sans repositionner manuellement les doigts de jauge.
Z1/Z2 – Espacement des doigts dans le fond de la jauge
- Z1 et Z2 Déplacer les doigts de la jauge arrière individuellement à gauche et à droite.
- Ils permettent d’évaluer des pièces asymétriques, Virages multi-stations, et des profils complexes où la feuille doit être supportée à différents endroits.
V – Couronnement
- Le Axe V Contrôle un système de couronnement dans le plateau ou le bélier.
- Elle compense la déflexion de la machine et de l’outillage afin que les angles de flexion restent constants du centre jusqu’aux extrémités des longues pièces.
Lorsque ces axes sont coordonnés par un contrôleur CNC, Le frein à pression peut positionner automatiquement la plaque et le piston pour chaque virage, Réduction de la manipulation manuelle, Temps de mise en place, et la variation d’angle.
4-axe, 6-axe, et freins à pression CNC à 8 axes: quelle est la différence ??
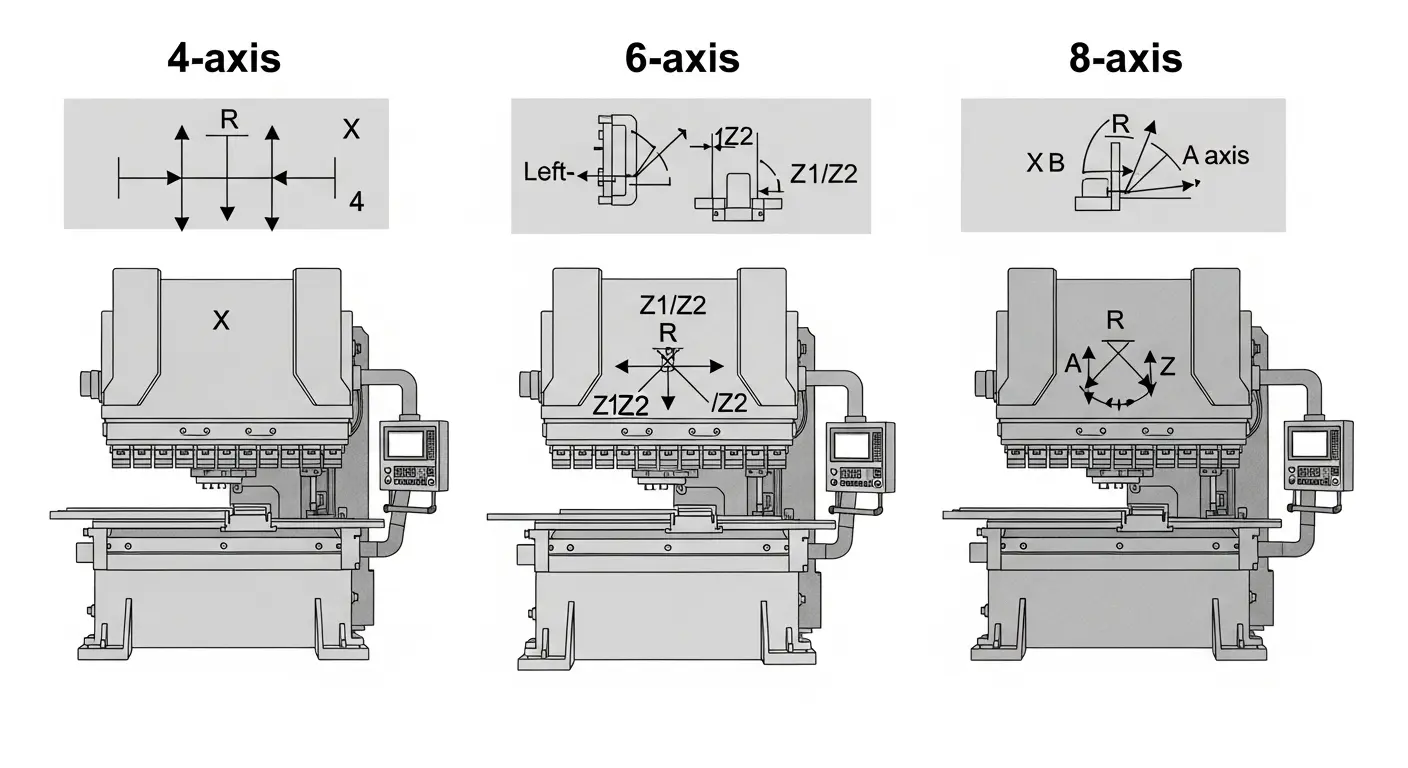
Le comptage des axes décrit combien de ces mouvements le contrôleur gère activement. Bien que les configurations exactes varient selon le fabricant, La pratique sectorielle suit des schémas clairs.
Configurations typiques (illustratif)
- 4axe -: Y1, Y2, X, R
- 4+1 axe: Y1, Y2, X, R + Couronnement V
- 6axe -: Y1, Y2, X, R, Z1, Z2 (ou des variantes X/R supplémentaires)
- 6+1 axe: 6axe - + Couronnement V
- 8axe - / 8+1 axe: Axes X et R multiples plus Z1/Z2 et V, parfois avec des axes delta supplémentaires pour un contrôle avancé de la cartole arrière.
De manière générale:
- 4axe - Machines ciblent la norme, Parties répétitives et géométries plus simples.
- 6axe - Les machines équilibrent flexibilité et coût pour les courbes en escaliers et décalés.
- 8axe - Les machines répondent à des applications à haute complexité avec de nombreuses courbes et caractéristiques asymétriques.
Quand un frein à pression CNC 4 axes est-il le bon choix?
Un frein à pression CNC 4 axes (souvent 4+1 avec couronnement) inclut généralement Y1, Y2, X, et axes R. Cette configuration est considérée comme une norme de base pour de nombreux utilisateurs.
C’est généralement suffisant lorsque:
- Les parties sont simple et répétitif: Crochets de base, Chaînes, et des profils en U avec peu de courbes.
- Les hauteurs de bride sont relativement uniformes, donc les mouvements à l’axe R sont minimes.
- La production est Haut volume, Faible mix, avec une variation limitée entre les emplois.
- Il y a peu de besoin d’un calibrage asymétrique ou de configurations d’outils multi-stations.
Dans ces scénarios, 4Les machines axes peuvent offrir un excellent retour sur investissement en combinant une flexibilité suffisante avec un prix d’achat plus bas.
Quand avez-vous besoin d’un frein à pression 6 axes?
Un frein à pression à 6 axes ajoute un meilleur contrôle de la jauge arrière, On met souvent Z1 et Z2 sous contrôle CNC en plus de Y1/Y2, X, et R.
Cela devient nécessaire lorsque:
- Certaines parties ont Brides en escaliers, Courbes décalées, ou des hauteurs de bride variables qui nécessitent des changements fréquents de position de la cartoirisation.
- Tu cours high-mix, Production de complexité moyenne, comme les panneaux personnalisés, Enceintes, et châssis avec plusieurs courbes.
- Les configurations d’outillages sont plus complexes, Et il faut réduire le repositionnement manuel de la jauge entre les virages.
Pratiquement, 6les machines axes offrent un solide juste milieu: Beaucoup plus de flexibilité que les systèmes 4 axes sans l’investissement complet d’une machine 8 axes.
Où un frein à pression CNC 8 axes donne-t-il un vrai retour sur investissement?
Un frein à pression CNC 8 axes — souvent configuré comme 8+1 avec la couronne — offre le plus de valeur en exigeant, Applications à haute complexité.
Elle est généralement justifiée lorsque:
- Les parties sont complexe et asymétrique, avec de nombreux méandres, Hauteurs de bride variables, et des tolérances strictes (Par exemple,, Composants aérospatiaux, Logements médicaux, Enceintes électriques avancées).
- Les changements fréquents et les petits lotes font du temps de mise en place un facteur de coûts majeur.
- L’automatisation est une priorité, et un positionnement constant est nécessaire pour les cellules de flexion robotisées.
Avec des axes supplémentaires (variantes X/R plus sophistiquées et contrôle Z1/Z2), 8les systèmes axés -peuvent:
- Minimiser le repositionnement manuel entre les virages.
- Réduisez considérablement le temps d’installation global.
- Réduire la ferraille en améliorant la répétabilité et la constance des angles.
Pour les fabricants à ce niveau, L’investissement plus élevé est compensé par le débit, Économies de main-d’œuvre, et des taux de retravail plus faibles sur la durée de vie de la machine.
Comment choisir entre 4, 6, et 8 Axes pour votre production
La meilleure façon de décider est de cartographier vos pièces réelles et vos scénarios de production selon les exigences de l’axe.
1. Commencez par la complexité des pièces
Demandez:
- La plupart des pièces sont-elles des profils en U simples et des canaux avec quelques courbes?
- Voyez-vous souvent Brides à échelons ou décalés?
- Certaines pièces nécessitent-elles ? Soutenir la feuille en positions asymétriques pendant la flexion?
À mesure que la complexité augmente, passant de simples boîtes à des boîtiers avancés et des composants asymétriques, le besoin d’axes Z et de contrôle X/R supplémentaire augmente.
2. Considérez le mélange de production et le volume
- Volume élevé, Faible mix (Quelques numéros de pièce, Longues courses): 4L’axe -fonctionne souvent bien si la géométrie est modeste.
- Mélange élevé, Complexité moyenne (De nombreux numéros de pièce, complexité modérée): 6-axe peut réduire considérablement le temps de configuration et les réglages manuels.
- Mélange élevé, Complexité élevée (Nouvelles parties fréquentes et géométries difficiles): 8-axe -a plus de chances de rembourser grâce à une réduction du temps de changement et à la ferraille.
3. Prenez en compte les exigences de précision et de tolérance
Des angles serrés et des tolérances dimensionnelles sur les longues pièces bénéficient d’un couronnement et d’un positionnement plus précis de la jauge:
- 4+1 et au-dessus (avec couronnement) Améliorer la cohérence des angles.
- 6Les systèmes à 8 axes offrent un positionnement plus robuste pour des séquences de courbure complexes.
4. Regardez l’automatisation et les plans futurs
Si vous comptez le faire:
- Ajouter Chargement/déchargement robotisé ou des cellules à flexion complète, ou
- Intégrer le frein à pression dans des lignes automatisées de coupe-pliage,
La capacité multi-axes devient alors plus importante. Les robots reposent sur la prévisibilité, Positions répétables, ce que le contrôle CNC multi-axes fournit.
Freins à pression CNC multi-axes dans des cellules de flexion intelligentes

Les freins à pression CNC multi-axes sont un élément clé de l’automatisation moderne de la tôle. Les lignes automatisées combinent la coupe, Poinçonnage, et plier des machines avec des robots et des logiciels intelligents pour offrir une flexibilité, Production à haut débit.
Dans de telles cellules:
- Le contrôle multi-axes garantit que la feuille est toujours à la bonne position et à l’angle pour chaque courbure.
- Les systèmes CNC avancés prennent en charge la programmation 2D/3D et la simulation hors ligne pour des séquences complexes multi-axes.
- L’intégration avec des machines de découpe et de poinçonnage laser permet des flux de travail automatisés de bout en bout.
Pour les fabricants qui prévoient une production prête pour l’Industrie 4.0, choisir un frein à pression CNC multi-axes qui corresponde aux besoins actuels et aux ambitions futures d’automatisation est essentiel.
Liste de contrôle pratique: Êtes-vous prêt pour un frein à pression sur axe supérieur?
Vous pourriez être prêt à passer d’une machine 4 axes à une machine 6 ou 8 axes si vous pouvez répondre « oui » à plusieurs de ces questions:
- Les opérateurs repositionnent-ils fréquemment manuellement les doigts de l’écarteur arrière pendant un chantier ??
- Sont en marche, Décalage, ou les parties asymétriques représentent une part croissante de votre charge de travail?
- Avez-vous des variations d’angle ou des longueurs de bride incohérentes sur les longues pièces?
- Les temps de configuration et de changement de temps constituent-ils un goulot d’étranglement majeur?
- Prévoyez-vous d’introduire une manipulation robotisée ou des cellules de flexion entièrement automatisées?
Si ces symptômes vous sont familiers, un frein à pression CNC 6 ou 8 axes peut considérablement améliorer la productivité et réduire la dépendance à l’intervention de l’opérateur.
FAQ: Frein à pression CNC multi-axes (4/6/8 axe)
Que signifie l’axe sur un frein à pression CNC?
Un axe sur un frein à pression CNC désigne un mouvement contrôlable, comme le mouvement de haut en bas du bélier ou la position de l’avant vers l’arrière de la jauge arrière. Les axes courants incluent Y1/Y2 pour la profondeur de la surface, X et R pour le positionnement de la cartole arrière, Z1/Z2 pour l’espacement des doigts, et V pour la compensation de couronnement.
Combien d’axes possède un frein à pression CNC typique?
Les freins à pression CNC de base utilisent souvent des configurations à 3 ou 4 axes, tandis que les machines haute performance peuvent proposer 6 ou 8 axes—voire plus—selon le calibre et le système de couronnement. Standard 4+1 Les configurations d’axes sont courantes, et 6+1 ou 8+1 Les machines multi-axes servent les utilisateurs avec des pièces plus complexes.
Quelle est la différence entre un frein à pression 4 axes et un frein à pression 6 axes?
Un frein à pression à 4 axes contrôle généralement Y1/Y2 et X/R, ce qui est suffisant pour des parties simples à multiples courbes. Un frein à pression 6 axes ajoute des degrés de liberté supplémentaires en arrière — comme Z1/Z2 ou des mouvements X/R supplémentaires — afin de pouvoir gérer les courbes en gradins, Brides décalées, et une production à plus haut mélange plus efficace.
Quand un frein à pression CNC 8 axes vaut-il l’investissement?
Un frein à pression CNC 8 axes vaut la peine quand on utilise fréquemment des opérations complexes, Parties asymétriques avec de nombreux débourdages, nécessitent une grande répétabilité, et visent à minimiser le repositionnement manuel. Un contrôle indépendant des doigts en arrière-jauge et un couronnement avancé peuvent réduire considérablement le temps d’installation et la mise au rebut dans des applications exigeantes.
Plus d’haches vaut-il toujours mieux sur un frein à pression?
Plus d’axes offrent une plus grande flexibilité et automatisation, Mais ils ajoutent aussi du coût et de la complexité. Si vos pièces sont simples et stables, Une machine 4 axes peut offrir un excellent rendement, tandis que les systèmes 6 ou 8 axes ont du sens en cas de complexité des pièces, Répartition des emplois, et les exigences de précision justifient cet investissement.
Un frein à pression multi-axes peut-il fonctionner avec l’automatisation robotique?
Oui. Les freins à pression CNC multi-axes s’intègrent bien avec les cellules de flexion robotisées car elles sont précises, Le contrôle par axe répétable assure un positionnement et des angles cohérents des pièces. Cette stabilité simplifie la programmation robotique et permet de supporter des lignes de production entièrement automatisées en tôle.
Ai-je besoin d’un contrôleur CNC spécial pour les freins à pression multi-axes ??
Les freins à pression multi-axes reposent sur des contrôleurs CNC capables de coordonner Y, X, R, Z, et les axes V. Les plateformes modernes supportent généralement la programmation graphique, 2Simulation D/3D, et la programmation hors ligne pour la flexion complexe multi-axes. Choisir un contrôleur avec une capacité d’axe adéquate et des fonctionnalités logicielles est essentiel si vous prévoyez d’étendre l’automatisation au fil du temps.
Prochaines étapes: Adapter la configuration de votre axe à votre production
Choisir entre 4-, 6‑, et les freins à pression CNC à 8 axes consistent en fin de compte à aligner la capacité de la machine avec les réelles exigences de vos pièces, Répartition des emplois, et feuille de route pour l’automatisation. Révision des dessins de pièces, Séquences de courbure, et les temps de configuration révèleront rapidement si votre configuration actuelle limite le débit.
À partir de là, Vous pouvez définir si un 4-axe, 6axe -, ou un frein à pression CNC multi-axes 8 axes est l’étape suivante la plus rentable, puis évaluer des machines spécifiques, Contrôleurs CNC, et des options d’automatisation adaptées à votre stratégie.

