













Freno a pressa CNC multiasse (4/6/8 Asse): Come scegliere la configurazione giusta
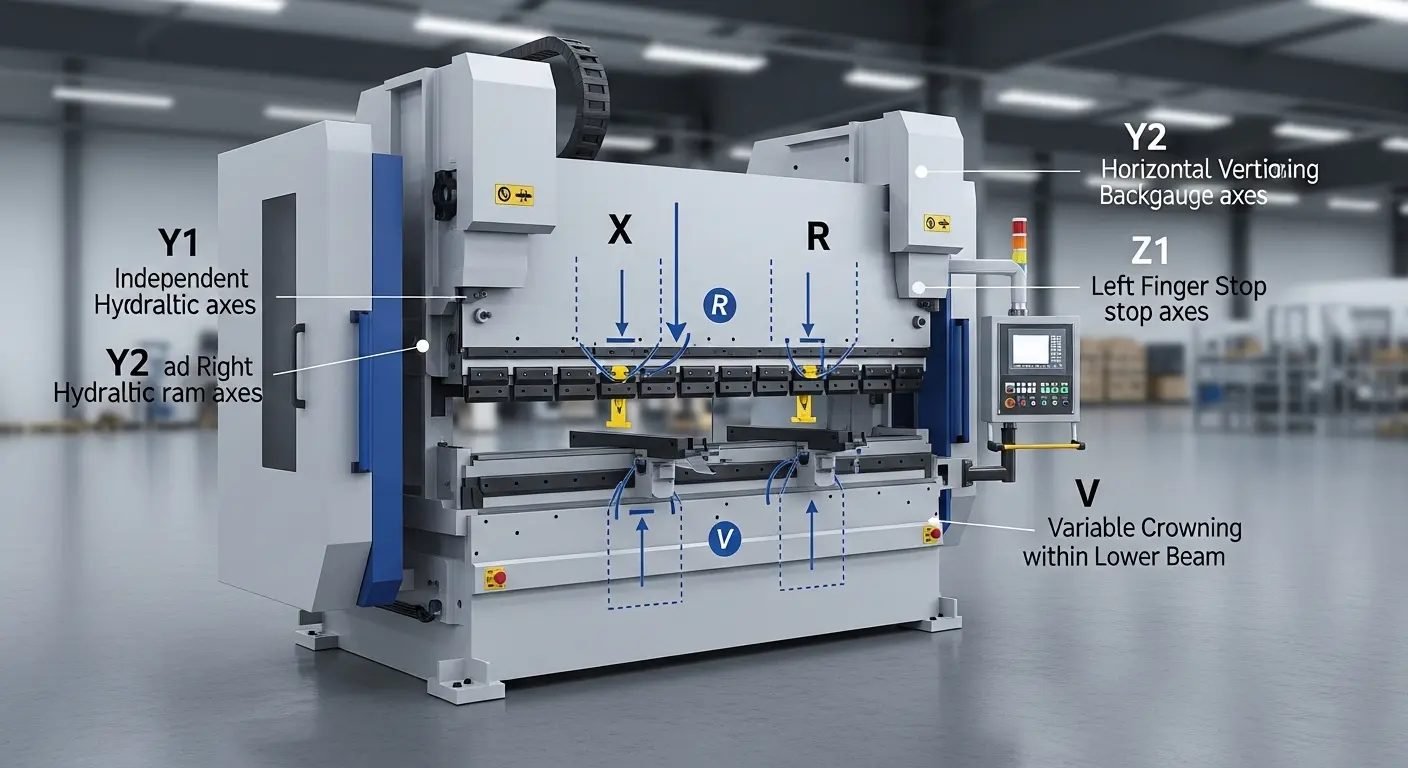
Un freno a pressione CNC multiasse utilizza diversi assi controllati—tipicamente Y1/Y2 per il monte., X e R per il retroscartamento, Z1/Z2 per la spaziatura delle dita, e V per la coronazione—per automatizzare la profondità di flessione, Posizionamento, e compensazione angolare. Una macchina a 4 assi è adatta a un approccio semplice, Parti ripetitive, Una macchina a 6 assi gestisce flange a gradini e complessità moderata, e un complesso di supporto a freno a pressione a 8 assi, Geometrie asimmetriche con riposizionamento minimo. La scelta migliore dipende dalla complessità del tuo pezzo, Miscela per lotti, Esigenze di precisione, e piani di automazione.
Perché la configurazione degli assi è ora una decisione critica per il freno a pressione
Quando stai pianificando un nuovo investimento per freni a pressa CNC, "Quante asce ci servono davvero?" diventa una delle domande più importanti del progetto. Una macchina a 4 assi può sembrare interessante per il prezzo, ma le configurazioni a 6 o 8 assi promettono maggiore flessibilità, Allezzi più brevi, e la prontezza all'automazione—a un costo iniziale più elevato.
Questa guida spiega cosa significa "freno pressante CNC multiasse (4/6/8 asse)" in realtà significa, come gli assi principali (E, X, R, Z, V) Lavorare insieme, e come scegliere una configurazione che si adatti ai tuoi componenti, Mix di produzione, e strategia di automazione futura.
Cosa significa un "freno pressante CNC multiasse"?
Un freno a pressione CNC utilizza il controllo numerico per posizionare automaticamente il cilindro e il retrostametro per ottenere una precisione, Curve ripetibili. Ogni movimento controllabile è chiamato asse. AMultiasse Il freno a pressione CNC tipicamente controlla più assi contemporaneamente, incluso il moto del ram, Posizione del backgauge, e incoronazione, per automatizzare l'intera sequenza di piegatura.
Nella maggior parte degli ambienti industriali:
- 4asse - è ora un minimo pratico per la piegatura CNC (Y1, Y2, X, R).
- 6asse - e 8asse - I freni a pressione aggiungono più backgauge e controllo di coronazione, Complesso abilitante, piegatura a più passi con meno regolazioni manuali.
- Gli OEM spesso usano abbreviazioni come 4+1, 6+1, 8+1, dove "1" si riferisce a un asse di coronazione.
In altre parole, "freno a pressa CNC multiasse (4/6/8 asse)" descrive una famiglia di macchine che aumentano progressivamente flessibilità e automazione man mano che vengono aggiunti più assi.
Come gli assi principali (E, X, R, Z, V) Lavorare insieme
Per scegliere la configurazione giusta, Prima devi capire cosa fa effettivamente ogni asse.
Y1/Y2 – Controllo RAM
Sui freni a pressa CNC moderni, il ram è tipicamente controllato da due assi Y indipendenti:
- Y1 e Y2 Controlla i lati sinistro e destro del montone, Permettendo una sincronizzazione precisa e una compensazione per la deflessione del frame.
- Questo consente una profondità di flessione accurata e angoli costanti su tutta la lunghezza di lavoro.
X – Profondità di backgauge
- Le Asse X sposta il retroscartamento avanti e indietro, impostare la distanza dallo stampo alla lamiera.
- Una posizione accurata sull'asse X è essenziale per lunghezze di flange costanti e parti multi-piegatura ripetibili.
R – Altezza del scartamento posteriore
- Le Asse R regola le dita del retro su e giù, corrispondere diverse altezze e posizioni di gradini.
- Permette a un sistema di gestire altezze di flessione diverse senza riposizionare manualmente le dita del calibro.
Z1/Z2 – Spaziatura delle dita di backgauge
- Z1 e Z2 Muovi le singole dita del backgauge a sinistra e a destra.
- Rendono possibile calibrare parti asimmetriche, Curve multi-stazione, e profili complessi in cui il foglio deve essere sostenuto in posizioni diverse.
V – Incoronazione
- Le Asse V Controlla un sistema di coronazione nel piano o nel montone.
- Compensa la flessione di macchine e utensili in modo che gli angoli di flessione rimangano costanti dal centro alle estremità dei pezzi lunghi.
Quando questi assi sono coordinati da un controller CNC, Il freno a pressione può posizionare automaticamente la lastra e il pistone per ogni curvatura, Riduzione della manipolazione manuale, Tempo di preparazione, e variazione dell'angolo.
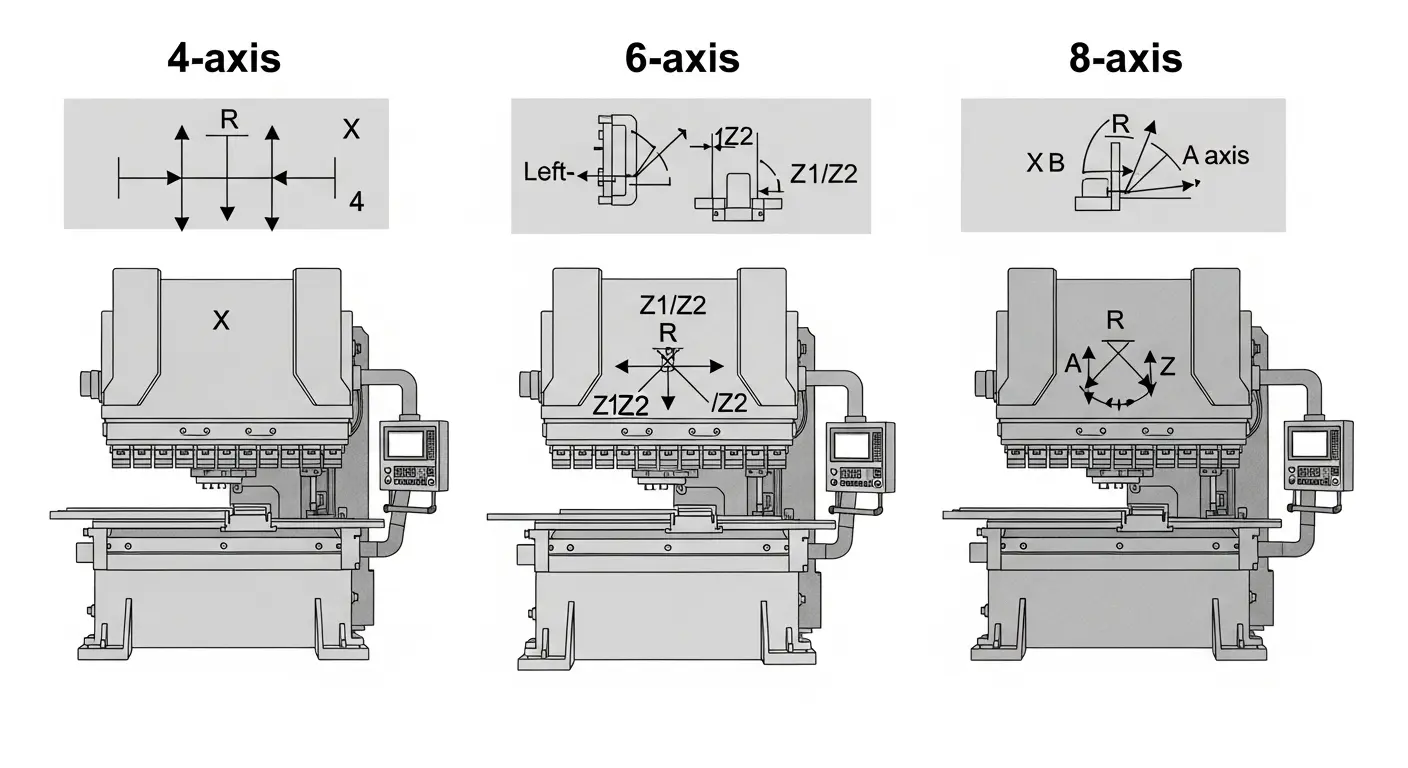
4-asse, 6-asse, e freni a pressione CNC a 8 assi: Qual è la differenza?
Il conteggio degli assi descrive quanti di questi movimenti il controllore gestisce attivamente. Anche se le configurazioni esatte variano a seconda del produttore, La pratica industriale segue schemi chiari.
Configurazioni tipiche (Illustrativo)
- 4asse -: Y1, Y2, X, R
- 4+1 asse: Y1, Y2, X, R + Incoronazione V
- 6asse -: Y1, Y2, X, R, Z1, Z2 (o ulteriori varianti X/R)
- 6+1 asse: 6asse - + Incoronazione V
- 8asse - / 8+1 asse: Assi multipli X e R più Z1/Z2 e V, a volte con assi delta aggiuntivi per un controllo avanzato dello scartamento posteriore.
In generale:
- 4asse - Le macchine mirano allo standard, Parti ripetitive e geometrie più semplici.
- 6asse - Le macchine bilanciano flessibilità e costo per curve a gradini e offset.
- 8asse - Le macchine servono applicazioni ad alta complessità con numerose curve e caratteristiche asimmetriche.
Quando è la scelta giusta un freno a pressione CNC a 4 assi?
Un freno a pressione CNC a 4 assi (spesso 4+1 con incoronazione) tipicamente include Y1, Y2, X, e assi R. Questa configurazione è considerata uno standard di base per molti utenti.
Di solito è sufficiente quando:
- Le parti sono Semplici e ripetitivi: Bracket base, Canali, e profili a U con poche curve.
- Le altezze delle flange sono relativamente uniformi, quindi i movimenti sull'asse R sono minimi.
- La produzione è ad alto volume, Low-mix, con variazioni limitate tra i lavori.
- C'è poca necessità di misurazioni asimmetriche o di configurazioni multi-stazione.
In questi scenari, 4Le macchine ad asse possono offrire un eccellente ritorno sull'investimento combinando adeguata flessibilità con un prezzo di acquisto più basso.
Quando serve un freno a pressione a 6 assi?
Un freno a pressione a 6 assi aggiunge un maggiore controllo del retrogradimento, comunemente mettendo Z1 e Z2 sotto controllo CNC oltre a Y1/Y2, X, e R.
Questo diventa necessario quando:
- Alcune parti hanno Flangie a gradini, Curve spostate, o altezze variabili delle flange che richiedono frequenti cambiamenti nella posizione dello scartamento di arretramento.
- Corri tu alta miscelazione, Produzione a media complessità, come i pannelli personalizzati, Custodie, e telaio con molteplici curve.
- Le configurazioni degli utensili sono più complesse, e vuoi ridurre il riposizionamento manuale degli scartamenti tra una curva e l'altra.
In pratica, 6-le macchine per asse offrono un forte equilibrio: Significativamente più flessibilità rispetto ai sistemi a 4 assi senza l'investimento completo di una macchina a 8 assi.
Dove un freno a pressione CNC a 8 assi fornisce un vero ROI?
Un freno a pressione CNC a 8 assi—spesso configurato come 8+1 con la coronazione—offre il massimo valore in esigenze, Applicazioni ad alta complessità.
Di solito è giustificato quando:
- Le parti sono complesso e asimmetrico, con molte curve, Alture variabili delle flange, e tolleranze strette (e.g., Componenti aerospaziali, Alloggi medici, Involucri elettrici avanzati).
- Frequenti cambi di lavoro e piccoli lotti rendono il tempo di installazione un fattore di costo importante.
- L'automazione è una priorità, e è richiesta una posizione costante per le celle di piegatura robotiche.
Con assi aggiuntivi (varianti più sofisticate X/R e controllo Z1/Z2), 8-asse - possono:
- Minimizzare il riposizionamento manuale tra una curva e l'altra.
- Riduci significativamente il tempo complessivo di installazione.
- Ridurre il rotto migliorando la ripetibilità e la coerenza degli angoli.
Per i produttori a questo livello, L'investimento più elevato è compensato dal throughput, Risparmio di manodopera, e tassi di rilavorazione più bassi nel corso della vita della macchina.
Come scegliere tra 4, 6, e 8 Assi per la tua produzione
Il modo migliore per decidere è mappare i tuoi scenari reali di parti e di produzione secondo i requisiti dell'asse.
1. Inizia con la complessità dei pezzi
Chiedi:
- La maggior parte delle parti sono semplici profili a U e canali con qualche piegatura??
- Vedi spesso Flangie a gradini o offset?
- Alcune parti richiedono Sostenere il foglio in posizioni asimmetriche Durante la piegatura?
Con l'aumentare della complessità da semplici scatole a alloggiamenti avanzati e componenti asimmetrici, aumenta la necessità di un asse Z e di un controllo aggiuntivo X/R.
2. Considera il mix di produzione e il volume
- Volume elevato, Low-mix (pochi numeri di parte, Lunghe corse): 4-asse spesso funziona bene se la geometria è modesta.
- Alta miscelazione, complessità media (molti numeri di parte, complessità moderata): 6-asse -può ridurre significativamente i tempi di installazione e le regolazioni manuali.
- Alta miscelazione, Alta complessità (Frequenti nuove parti e geometrie impegnative): 8-asse -ha maggiori probabilità di ripagarsi grazie a tempi di cambio e rottami ridotti.
3. Considera i requisiti di accuratezza e tolleranza
Angoli stretti e tolleranze dimensionali su parti lunghe beneficiano di una curvatura e di una posizione più precisa dello scartamento:
- 4+1 e sopra (con incoronazione) Migliorare la coerenza dell'angolo.
- 6-/8 assi forniscono un posizionamento più robusto per sequenze di curvatura complesse.
4. Guarda l'automazione e i piani futuri
Se hai intenzione di farlo:
- Aggiungi caricamento/scarica robotica o celle completamente piegate, o
- Integrare il freno a pressa nelle linee automatiche di taglio-piegatura,
A quel punto la capacità multiasse diventa più importante. I robot si affidano alla prevedibilità, Posizioni ripetibili, che il controllo CNC multiasse fornisce.
Freni a pressione CNC multiasse in celle di flegatura intelligenti

I freni a pressione CNC multiasse sono un elemento fondamentale dell'automazione moderna della lamiera. Le linee automatizzate combinano il taglio, Pugni, e piegare macchine con robot e software intelligenti per offrire flessibilità, Produzione ad alta capacità.
In tali celle:
- Il controllo multiasse garantisce che la lastra sia sempre nella posizione e nell'angolo corretti per ogni piega.
- I sistemi CNC avanzati supportano la programmazione 2D/3D e la simulazione offline per sequenze complesse multiasse.
- L'integrazione con macchine laser per tagliare e perforare consente flussi di lavoro automatizzati end-to-end.
Per i produttori che pianificano una produzione pronta per l'Industria 4.0, scegliere un freno a pressa CNC multiasse che si allinei alle esigenze attuali e alle ambizioni future di automazione è fondamentale.
Checklist pratico: Sei pronto per un freno a pressione ad asse più alto?
Potresti essere pronto a passare da una macchina a 4 assi a una a 6 o 8 assi se riesci a rispondere "sì" a diverse di queste domande:
- Gli operatori spesso riposizionano manualmente le dita del backgauge durante un lavoro??
- Sono a gradini, Offset, oppure parti asimmetriche, una quota crescente del tuo carico di lavoro?
- Sperimenti variazioni di angolo o lunghezze di flange incoerenti su parti lunghe?
- I tempi di configurazione e di cambio sono un collo di bottiglia importante?
- Hai intenzione di introdurre la manipolazione robotica o celle di piegatura completamente automatizzate?
Se questi sintomi ti sono familiari, un freno a pressa CNC a 6 o 8 assi può migliorare significativamente la produttività e ridurre la dipendenza dall'intervento dell'operatore.
Domande frequenti: Freno a pressione CNC multiasse (4/6/8 asse)
Cosa significa asse su un freno a pressione CNC?
Un asse su un freno a pressione CNC si riferisce a un movimento controllabile, come il movimento su e giù del monteone o la posizione anteriore verso indietro del retromisuratore. Gli assi comuni includono Y1/Y2 per la profondità del ram, X e R per il posizionamento dell'ecartamento di fondo, Z1/Z2 per la spaziatura delle dita, e V per la compensazione per la coronazione.
Quanti assi ha un tipico freno a pressione CNC?
I freni a pressa CNC di base spesso utilizzano configurazioni a 3 o 4 assi, mentre le macchine ad alte prestazioni possono avere 6 o 8 assi—o più—a seconda del backgauge e del sistema di curvatura. Standard 4+1 Le configurazioni degli assi sono comuni, e 6+1 o 8+1 Le macchine multiasse servono gli utenti con parti più complesse.
Qual è la differenza tra un freno a pressione a 4 assi e uno a 6 assi?
Un freno a pressione a 4 assi controlla tipicamente Y1/Y2 e X/R, che è sufficiente per parti semplici a più pieghe. Un freno a pressione a 6 assi aggiunge gradi di libertà aggiuntivi al retrogradore—come Z1/Z2 o movimenti aggiuntivi X/R—così da poter gestire curve a gradini, Flangie offset, e una produzione ad alta miscelazione più efficiente.
Quando vale la pena investire un freno a pressione CNC a 8 assi?
Un freno a pressione CNC a 8 assi vale la pena quando si lavora spesso in modo complesso, Parti asimmetriche con molte curve, richiedono un'elevata ripetibilità, e mirano a minimizzare il riposizionamento manuale. Il controllo indipendente del dito con il retrocalibro e la coronatura avanzata possono ridurre significativamente i tempi di installazione e il materiale di rottamazione in applicazioni impegnative.
Più assi sono sempre meglio su un freno a pressione?
Più assi offrono maggiore flessibilità e automazione, ma aggiungono anche costi e complessità. Se i tuoi componenti sono semplici e stabili, Una macchina a 4 assi può offrire un rendimento eccellente, mentre i sistemi a 6 o 8 assi hanno senso quando sono complessi delle parti, Mix di lavori, e le esigenze di accuratezza giustificano l'investimento.
Un freno a pressione multiasse può funzionare con l'automazione robotica??
Sì. I freni a pressione CNC multiasse si integrano bene con celle di piegatura robotiche perché sono precisi, Il controllo dell'asse ripetibile fornisce una posizione e angoli costanti dei pezzi. Questa stabilità semplifica la programmazione robotica e supporta linee di produzione completamente automatizzate in lamiera.
Ho bisogno di un controller CNC speciale per freni a pressione multiasse??
I freni a pressione multiasse si basano su controller CNC in grado di coordinare Y, X, R, Z, e assi V. Le piattaforme moderne supportano tipicamente la programmazione grafica, 2Simulazione D/3D, e programmazione offline per piegature complesse multiassi. Scegliere un controller con adeguata capacità degli assi e funzionalità software è essenziale se si intende espandere l'automazione nel tempo.
Passi successivi: Abbina la configurazione degli assi alla tua produzione
Scegliere tra 4-, 6‑, e i freni a pressa CNC a 8 assi servono in ultima analisi ad allineare la capacità della macchina alle reali esigenze dei tuoi componenti, Mix di lavori, e roadmap per l'automazione. Revisione dei disegni dei pezzi, Sequenze di piegatura, e i tempi di configurazione riveleranno rapidamente se la tua configurazione attuale limita la velocità di utilizzo.
Da lì, puoi definire se un 4 assi, 6asse -, oppure il freno a pressa CNC multiasse a 8 assi è il passo successivo più conveniente e poi valuta macchine specifiche, Controllori CNC, e opzioni di automazione che si adattano alla tua strategia.

