













多軸CNCプレスブレーキ (4/6/8 軸): 適切な構成の選び方
多軸CNCプレスブレーキは複数の制御軸を使用します。通常はラム用にY1/Y2軸です, XとRはバックゲージ, 指間隔のZ1/Z2, Vはクラウン(曲げ深さの自動化)を意味します, 位置づくり, 角度補償. 4軸の機械はシンプルに使えます, 反復的な部分, 6軸機械は段差フランジと中程度の複雑さを扱います, 8軸プレスブレーキ支持複合体, 最小限の再配置による非対称ジオメトリ. 最適な選択は部品の複雑さによります, バッチミックス, 精度の要件, および自動化計画.
なぜ軸の構成が今や重要なプレスブレーキの決定となるのか
新しいCNCプレスブレーキの投資を計画している場合, 「本当に斧は何本必要だ?このプロジェクトで最も重要な問いの一つとなる. 4軸機械は価格的に魅力的に見えるかもしれません, しかし、6軸や8軸の構成はより高い柔軟性を約束します, 短いセットアップ, そして自動化準備度—初期コストは高くなります.
このガイドでは「多軸CNCプレスブレーキ」について説明しています (4/6/8 軸)「実際には, 主な軸の仕組み (そして, X, R, Z, V) 協力して, そして、パーツに合う構成の選び方も, 制作ミックス, および将来の自動化戦略.
「多軸CNCプレスブレーキ」とは何を意味する?
CNCプレスブレーキは数値制御を用いてラムとバックゲージを自動的に位置決めし、精度を実現します, 繰り返し可能な曲げ. 制御可能な各動きは軸と呼ばれます. A多軸 CNCプレスブレーキは通常、複数の軸を同時に制御します, ラム運動も含む, バックゲージの位置, そして冠付け, 曲げの全シーケンスを自動化するために.
ほとんどの工業環境において:
- 4-軸 現在ではCNC曲げの実用的な最小限の基準となっています (Y1, Y2, X, R).
- 6-軸 そして 8-軸 プレスブレーキはバックゲージとクラウニングのコントロールを増やします, 使える複合体, 手作業の調整が少ない多段階の曲げ.
- OEMはしばしば次のような略称を使います 4+1, 6+1, 8+1, ここで「1」は冠軸を指します.
要するにあの, 「多軸CNCプレスブレーキ (4/6/8 軸)は、軸が増えるにつれて徐々に柔軟性と自動化が増していく機械のファミリーを指します.
主な軸の使い方 (そして, X, R, Z, V) 協力して
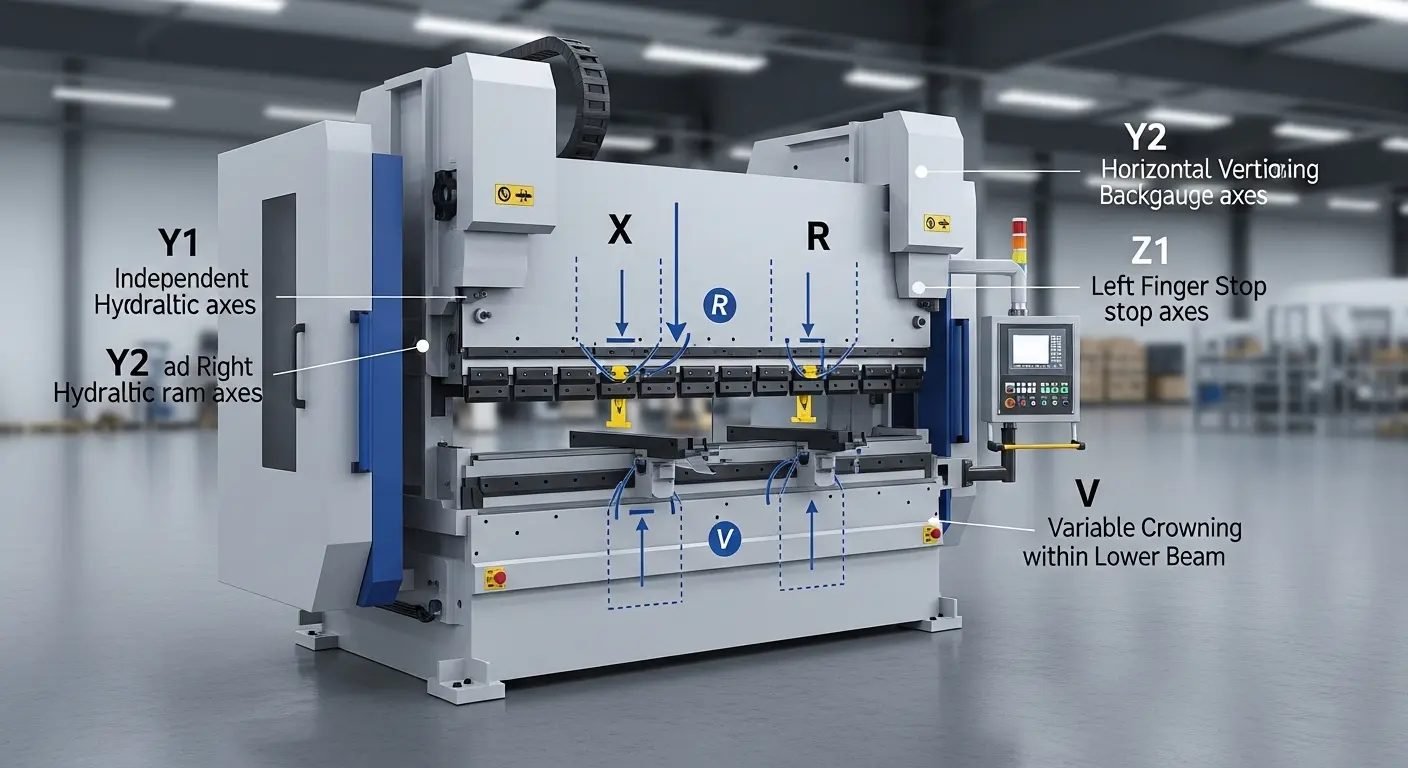
適切な構成を選ぶために, まずは各軸が実際に何をしているのかを理解する必要があります.
Y1/Y2 – RAM制御
現代のCNCプレスブレーキについて, ラムは通常、2つの独立したY軸で制御されます:
- Y1とY2 RAMの左右を制御する, フレームの偏向に対する正確な同期と補正を可能にします.
- これにより、正確な曲げ深さと作業全長にわたる一貫した角度が得られます.
X – バックゲージの深さ
R – バックゲージの高さ
- ザ 右軸 バックゲージの指を上下に調整します, 異なるフランジの高さやステップ位置の一致.
- これにより、手動でゲージフィンガーの位置を変えることなく、異なる曲げ高さを一つのセットアップで対応できます.
Z1/Z2 – バックゲージ指間隔
V – 冠付け
- ザ V軸 ベッドやラムのクラウンシステムを制御します.
- これは機械や工具のたわみを補正し、長部部品の中心から端までの曲げ角が一定に保たれます.
これらの軸がCNCコントローラによって調整されている場合, プレスブレーキは各曲がり角ごとにシートとラムの位置を自動的に調整できます, 手作業での取り扱いの削減, 準備時間, 角度の変化.
4-軸, 6-軸, 8軸CNCプレスブレーキ: 違いは何ですか??
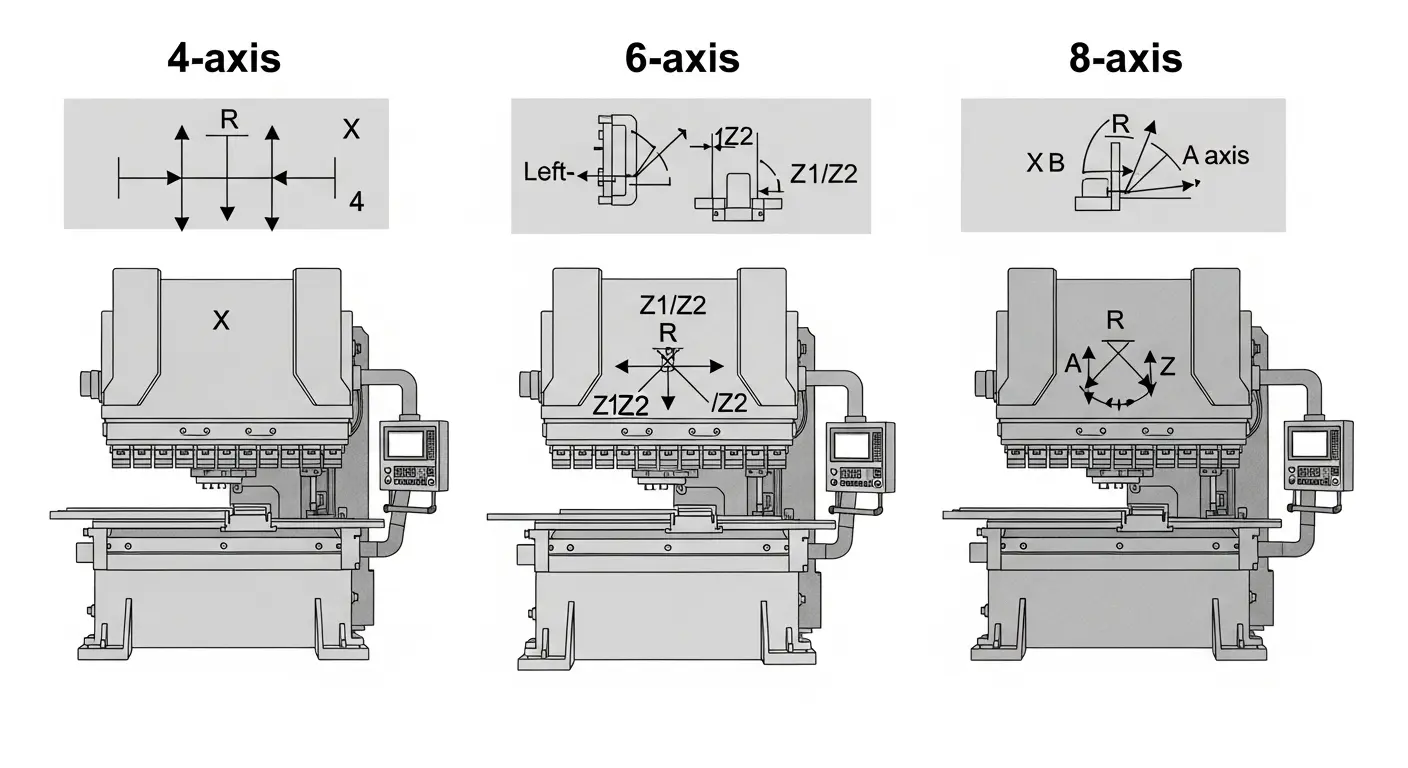
軸数は、コントローラーがこれらの動きをどれだけ多く管理しているかを示します. ただし、正確な構成はメーカーによって異なります, 業界の慣行は明確なパターンに従っています.
典型的な構成 (図解)
- 4-軸: Y1, Y2, X, R
- 4+1 軸: Y1, Y2, X, R + V字冠
- 6-軸: Y1, Y2, X, R, Z1, Z2 (または追加のX/Rバリエーション)
- 6+1 軸: 6-軸 + V字冠
- 8-軸 / 8+1 軸: 複数のX軸とR軸に加えZ1/Z2およびV軸, 時には、高度なバックゲージ制御のために追加のデルタ軸も備えることがあります.
大まかに:
- 4-軸 機械標的標準, 繰り返しの部品と単純な形状.
- 6-軸 機械は段差曲折とオフセット曲がりの柔軟性とコストのバランスを取っています.
- 8-軸 機械は多くの曲がりや非対称な特徴を持つ高複雑度の用途に用いられます.
4軸CNCプレスブレーキが適切な選択とはいつでしょうか?
4軸CNCプレスブレーキ (よく 4+1 冠付き) 通常はY1を含みます, Y2, X, およびR軸. この構成は多くのユーザーにとって基本的な標準とされています.
通常、次の条件で十分です。:
- 部品は以下の通りです シンプルで繰り返しが多い: 基本括弧, チャンネル, そして曲がりの少ないU型断面.
- フランジの高さは比較的均一です, したがって、R軸の動きは最小限です.
- 生産は 大量生産, 低ミックス, 職務間の違いは限定的です.
- 非対称ゲージやマルチステーションツールのセットアップはほとんど必要ありません.
こうした状況では, 4-軸機械は、十分な柔軟性と低い購入価格を組み合わせることで、優れた投資収益率を実現できます.
6軸プレスブレーキはいつ必要ですか??
6軸プレスブレーキにより、バックゲージの制御が強化されます, 一般的にはY1/Y2に加えてZ1およびZ2をCNC管理下に置く, X, およびR.
これは次の時に必要となります:
- 部品は 段差フランジ, オフセットカーブ, またはフランジ高さの変化 バックゲージの位置を頻繁に変更する必要がある.
- 走れ ハイミックス, 中程度の複雑度の生産, 例えばカスタムパネル, エンクロージャ, 複数のカーブを持つシャーシ.
- 工具のセットアップはより複雑です, そして、カーブ間の手動ゲージの再配置を減らす必要があります.
実際に, 6-軸機械は強い中間点を提供します: 8軸機械にフル投資しなくても、4軸システムよりもはるかに柔軟性があります.
8軸CNCプレスブレーキはどこで本当のROIをもたらすのか?
8軸CNCプレスブレーキ—しばしば次のように構成されます。 8+1 クラウンは要求するもので最も価値を提供します, 高複雑度の応用.
通常、:
- 部品は以下の通りです 複雑で非対称的, 多くの曲がり角があります, フランジ高さの変化, そして厳密な公差 (例えば。, 航空宇宙部品, 医療住宅, 高度な電気筐体).
- 頻繁な切り替えや小ロットサイズが、設置時間の大きなコスト要因となっています.
- 自動化が優先事項です, ロボット曲げセルには一貫した位置取りが求められます.
追加の軸を用いる (より高度なX/RバリアントとZ1/Z2制御), 8-軸システムは:
このレベルの製造業者にとって, より高い投資はスループットによって相殺されます, 労働力節約, そして機械の寿命全体での再作業率の低さ.
選び方 4, 6, そして 8 生産用の軸
判断の最善の方法は、実際の部品や生産シナリオを軸の要件に合わせてマッピングすることです.
1. まずは部品の複雑さから始めましょう
聞いてみてください:
- ほとんどの部品は単純なU型プロファイルで、いくつかの曲がりがあるチャネルです?
- よく会っていますか? 段差またはオフセットフランジ?
- 一部の部品は必要としますか? 非対称の位置でシートを支える 曲げる間に?
単純な箱から高度なハウジングや非対称部品へと複雑化するにつれて, Z軸と追加のX/R制御の必要性が高まる.
2. 生産ミックスと生産量を考慮してください
- 高ボリューム, 低ミックス (部品番号は少ない, ロングラン): 4-軸は幾何学が控えめであればよく機能します.
- ハイミックス, 中程度の複雑性 (多くの部品番号, 中程度の複雑さ): 6-軸はセットアップ時間や手動調整を大幅に短縮できます.
- ハイミックス, 高い複雑性 (頻繁な新部品と難しいジオメトリ): 8-軸は交換期間の短縮やスクラップで回収する可能性が高いです.
3. 精度と公差要件を考慮してください
長い部品にまたがる角度と寸法の精度は、クラウンやより正確なゲージ配置によって恩恵を受けます:
- 4+1 そしてそれ以上 (冠付き) 角度の一貫性を改善する.
- 6-/8軸システムは複雑な曲げシーケンスに対してより堅牢な位置決めを提供します.
4. 自動化や将来の計画を見てみましょう
もしあなたがそうするつもりなら:
- 足す ロボットの積み下ろし または完全な曲げ細胞, 又は
- プレスブレーキを自動切断・曲げラインに統合する,
その場合、多軸能力がより重要になります. ロボットは予測可能に依存しています, 繰り返し可能なポジション, これは多軸CNC制御が提供するものです.
インテリジェント曲げセルにおける多軸CNCプレスブレーキ

多軸CNCプレスブレーキは、現代の板金自動化の重要な構成要素です. 自動行は切断を組み合わせます, パンチング, そして、柔軟な機能を提供するロボットやスマートソフトウェアを備えた曲げ機械, ハイスループット生産.
そのようなセルでは:
- 多軸制御により、シートは各曲がり角に対して常に正しい位置と角度に保たれます.
- 高度なCNCシステムは、複雑な多軸シーケンスの2D/3Dプログラミングおよびオフラインシミュレーションに対応しています.
- レーザー切断・パンチングマシンとの統合により、エンドツーエンドの自動化ワークフローが可能になります.
Industry 4.0対応型生産を計画している製造業者向け, 現在のニーズや将来の自動化の目標に合致した多軸CNCプレスブレーキを選ぶことが極めて重要です.
実務チェックリスト: より高い軸のプレスブレーキの準備はできていますか??
これらの質問のいくつかに「はい」と答えられれば、4軸から6軸や8軸の機械に移行する準備ができているかもしれません:
- オペレーターは作業中にバックゲージの指を手動で頻繁に再配置しますか??
- ステップは, オフセット, または非対称のパーツが仕事の負担を増やす?
- 長い部品で角度の変化やフランジの長さの不均一を感じますか??
- セットアップや切り替え時間が大きなボトルネックになっていますか??
- ロボット操作や完全自動化の曲げセルを導入する予定ですか??
これらの症状に馴染みがあるなら, 6軸または8軸のCNCプレスブレーキは生産性を大幅に向上させ、オペレーターの介入への依存を減らすことができます.
FAQ: 多軸CNCプレスブレーキ (4/6/8 軸)
CNCプレスブレーキにおける軸とは何を意味するのか?
CNCプレスブレーキにおける軸とは、制御可能な動きを指します, 例えば、ラムの上下の動きやバックゲージの前後位置などです. 一般的な軸には、ラム深度用のY1/Y2があります, バックゲージの位置決めのためのXとRです, 指間隔のZ1/Z2, Vは冠の報酬を意味します.
典型的なCNCプレスブレーキは軸数が何つあります?
基本的なCNCプレスブレーキは3軸または4軸構成を用いることが多いです, 高性能機はバックゲージやクラウニングシステムによって6軸、8軸以上を備えることもあります. 標準 4+1 軸の配置が一般的です, そして 6+1 又は 8+1 多軸機械はより複雑な部品を扱うユーザーに対応します.
4軸と6軸プレスブレーキの違いは何ですか?
4軸プレスブレーキは通常Y1/Y2およびX/Rを制御します, これは単純な多曲げ部品には十分です. 6軸プレスブレーキは、Z1/Z2や追加のX/R動作などのバックゲージ自由度を追加し、段差曲がりを扱うことができます, オフセットフランジ, そしてより効率的な高混合生産.
8軸CNCプレスブレーキは投資に見合う場合、いつか?
8軸のCNCプレスブレーキは、複雑な作業を頻繁に行う場合に価値があります, 多くの曲がりを持つ非対称の部品, 高い再現性が必要です, そして手動の再配置を最小限に抑えることを目指しています. 独立したバックゲージフィンガーコントロールと高度なクラウディングにより、要求の高い用途でのセットアップ時間とスクラップを大幅に削減できます.
プレスブレーキでは軸が多い方が常に良いのでしょうか?
軸数が多いほど柔軟性と自動化が増します, しかし同時にコストと複雑さも増します. 部品がシンプルで安定しているなら, 4軸マシンは優れたリターンをもたらすことがあります, 一方、部品の複雑さが問題になる場合には6軸または8軸のシステムが理にかなっています, 職務構成, そして正確さの要求が投資を正当化します.
多軸プレスブレーキはロボット自動化と連携して動作可能でしょうか??
はい. 多軸CNCプレスブレーキは、その精度が高いためロボットの曲げセルとよく統合されます, 繰り返し可能な軸制御により、部品の位置や角度の一貫性が保証されます. この安定性によりロボットのプログラミングが簡素化され、完全自動化された板金生産ラインをサポートします.
多軸プレスブレーキには特別なCNCコントローラーが必要ですか??
多軸プレスブレーキは、Yを調整できるCNCコントローラーに依存しています, X, R, Z, そしてV軸. 現代のプラットフォームは通常、グラフィカルプログラミングをサポートしています, 2D/3Dシミュレーション, 複雑な多軸曲げのためのオフラインプログラミング. 自動化を長期的に拡大する計画があるなら、十分な軸容量とソフトウェア機能を備えたコントローラーを選ぶことが不可欠です.
今後のステップ: 軸の構成を生産環境に合わせて調整してください
4-のどちらかを選ぶ, 6‑, そして8軸CNCプレスブレーキは、最終的には機械の能力を部品の実際の要求に一致させることが目的です, 職務構成, および自動化ロードマップ. 部品図面のレビュー, ベンドシーケンス, セットアップ時間で現在の構成がスループットを制限しているかどうかがすぐにわかります.
そこから, 4軸が, 6-軸, または8軸多軸CNCプレスブレーキが最もコスト効率の良い次のステップであり、その後特定の機械を評価することになります, CNCコントローラ, そして戦略に合った自動化オプション.

