













Precision CNC Bender for Aluminum: The Complete Buyer's Guide
A precision CNC bender for aluminum delivers ±0.1–0.2° angular tolerance — but only when three conditions are met: the right alloy, a CNC machine with real-time angle compensation, and aluminum-specific tooling. Most buyers discover tolerance problems after the machine ships, not before. This guide gives you the numbers and the checklist to specify correctly before purchase. You will get an achievable tolerance table by machine tier, an alloy comparison (5052 vs. 6061), a six-point CNC feature checklist, and a clear recommendation for each application type. For a full overview of CNC bending options, visit our دليل معدات ثني المعادن CNC.
What Tolerance Can a Precision CNC Bender Achieve on Aluminum?
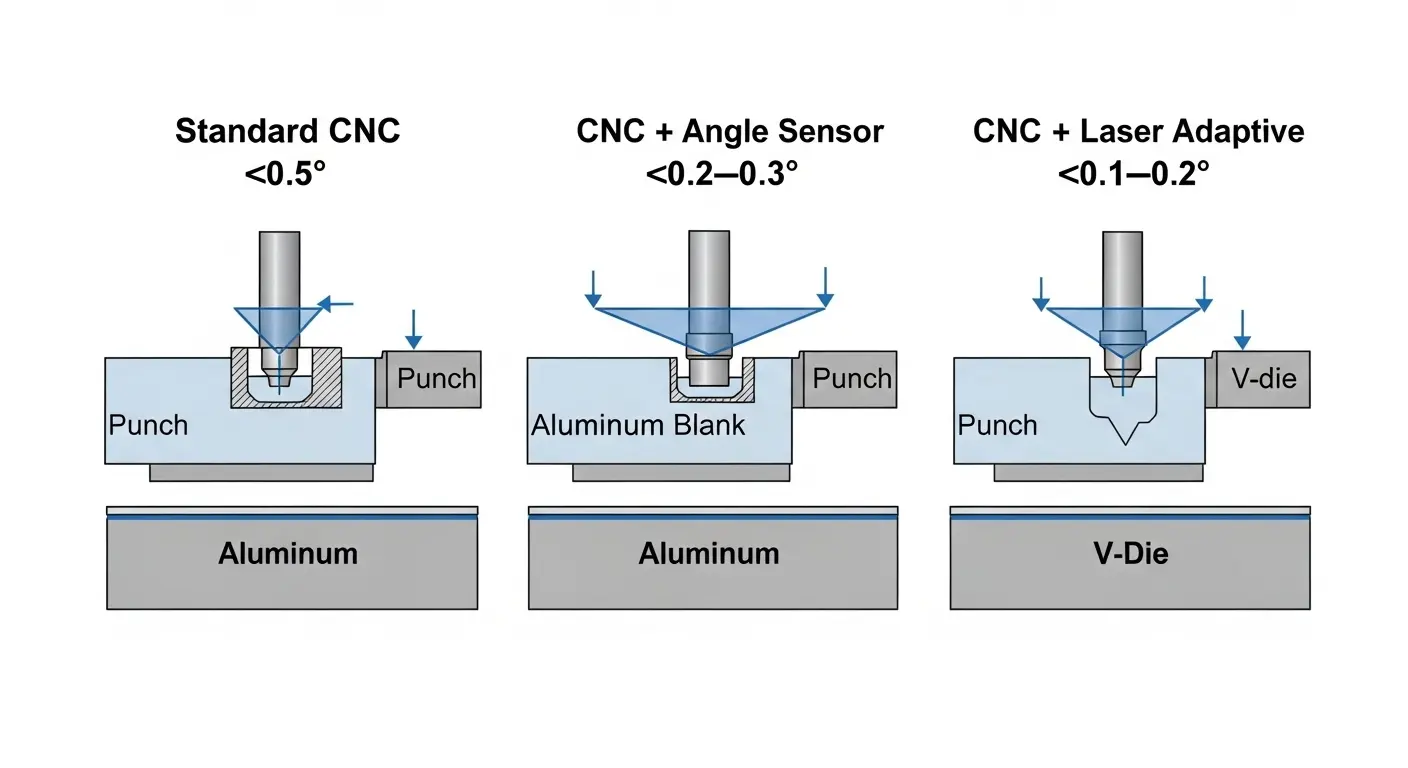
A precision CNC bender for aluminum achieves ±0.1–0.2° angular tolerance with laser angle measurement and adaptive control. Standard CNC press brakes without angle feedback achieve ±0.3–0.5°. The distinction matters. For enclosure production, ±0.5° is often acceptable. For aerospace load-bearing components, the requirement drops to ±0.005 inches (approximately ±0.127mm).
The table below shows what each CNC machine tier actually delivers on aluminum:
| نوع الآلة | تحمل الزاوية | متطلبات المفتاح |
|---|---|---|
| فرامل CNC القياسية | ±0.3–0.5° | ثني التجربة اليدوي لكل دفعة |
| CNC مع حساس زاوية | ±0.2–0.3° | إزاحة برنامج مستشعر الزاوية |
| CNC مع تحكم تكيفي بالليزر | ±0.1–0.2° | مادة الألمنيوم ذات التغذية الراجعة بالليزر DB |
Most production fabricators targeting general sheet metal parts work within ±0.3°. Aerospace and precision electronics buyers need ±0.1–0.2°. Confirm which tier your application requires before specifying a machine. Our فرامل ضغط ثلاثية المحاور مع تحكم CNC في دلم includes angle compensation built into the controller for aluminum production.
الزنبرك المصنوع من الألمنيوم — ما يجب أن يعوض عنه جهاز التحكم في الألياف CNC
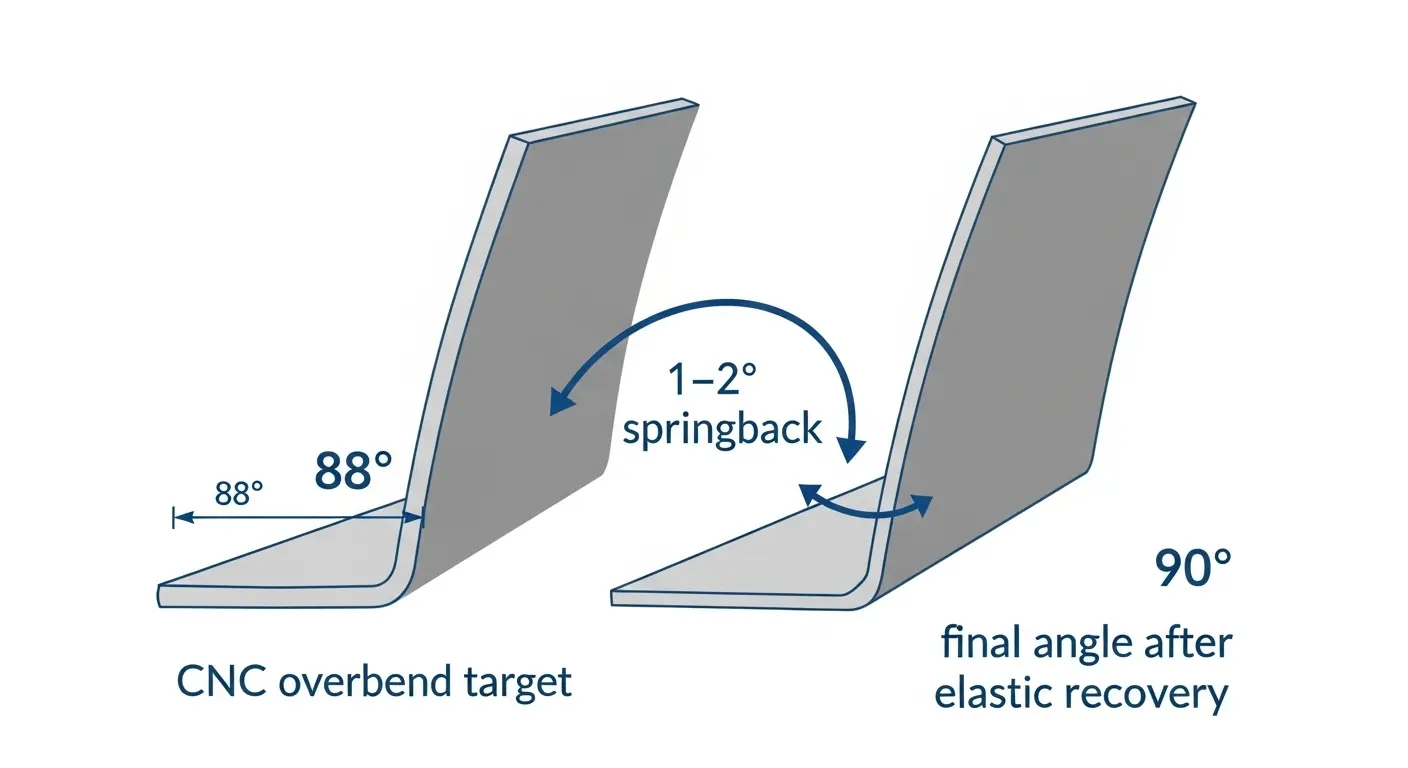
Aluminum springback in CNC bending is 1–2° — lower than high-strength steel's 5–7°, but still enough to push a ±0.1° tolerance job out of spec without automatic compensation. Springback occurs because aluminum recovers elastically after the punch retracts. It varies between alloy grades, between material batches, and even with rolling direction.
Modern CNC press brakes compensate using four methods: material databases with pre-loaded aluminum profiles, program-level angle offset per alloy, real-time angle measurement with mid-stroke correction, and adaptive control that learns from previous bends in the same batch. Without at least two of these methods active, consistent precision on aluminum requires destructive trial bending before every new batch.
Air Bending vs. Bottoming for Aluminum Precision
Air bending is the preferred technique for precision aluminum work. The blank partially contacts the die, which gives the CNC angle measurement system room to detect and correct springback in real time. Bottoming forces the material fully against the die, reducing springback through compression — but it requires significantly higher tonnage and risks surface marking on soft aluminum.
For ±0.1–0.2° work on aluminum, air bending with CNC angle feedback is the industry standard method. The overbend compensation formula is straightforward: if your target is 90°, program the CNC to 88–89° for most 5052 and 6061 grades. The exact offset depends on batch yield strength, which is why a material database that stores alloy-specific values saves time across production runs.
Which Aluminum Alloy Works Best with a Precision CNC Bender?
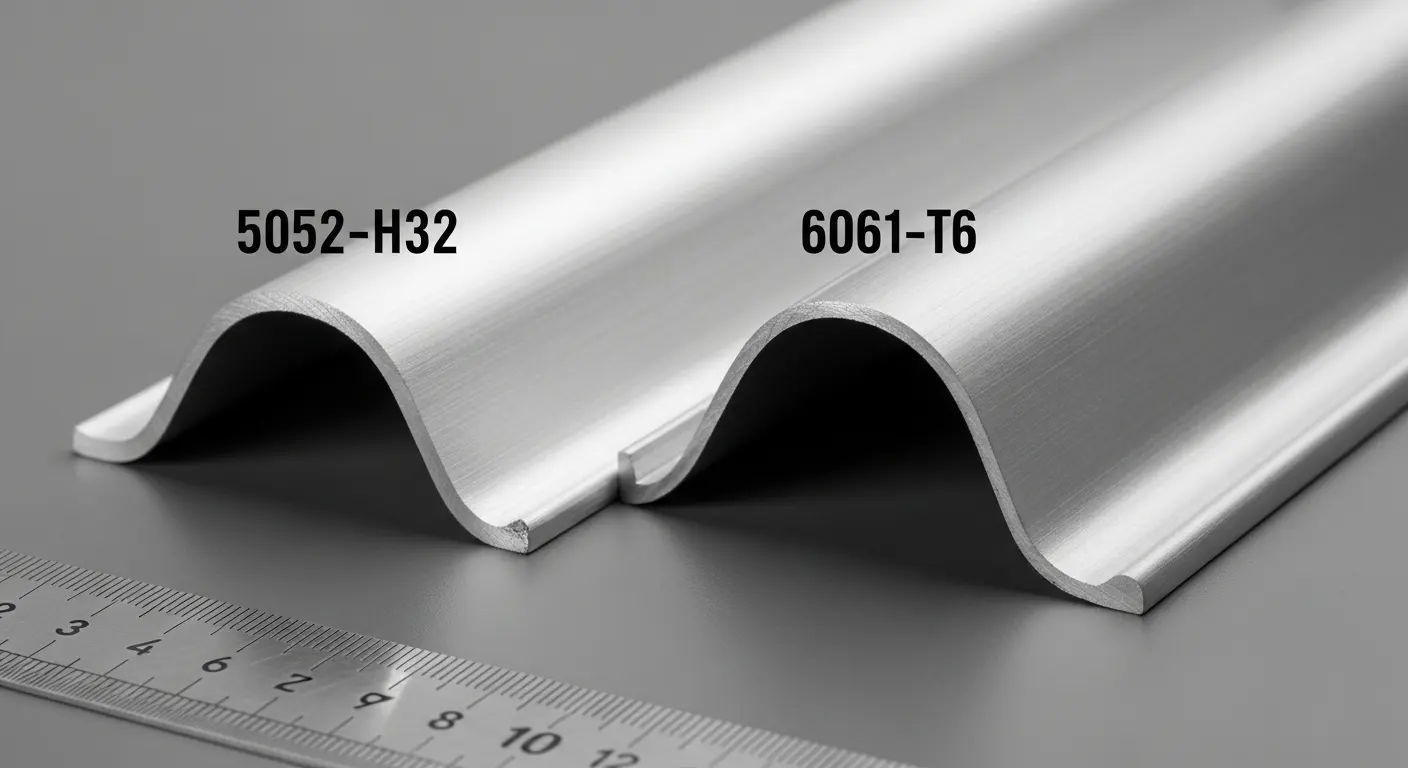
For precision CNC bending, 5052-H32 allows tighter minimum bend radii and better formability; 6061-T6 offers structural rigidity but requires larger radii and is prone to cracking at sharp bends. Selecting the wrong alloy for a tight-radius precision job is the most common preventable mistake in CNC aluminum production.
| الملكية | 5052-H32 | 6061-T6 |
|---|---|---|
| الشكل العملي | ممتازة | معتدل |
| الحد الأدنى لنصف قطر الانحناء | ~1×T (tight) | 2–3×T (larger) |
| سبرينغباك | 1–2° | 1.5–2.5° |
| التشطيب السطحي | جيد | ممتازة |
| خطر الشقوق عند المنعطفات الحادة | منخفض | عال |
| أفضل تطبيق | Enclosures, HVAC, panels | Aerospace frames, structural parts |
6061-T6 in the T6 temper is susceptible to cracking at radii below 2×T. For tight-radius bending with 6061, anneal to the O-temper before forming or specify a larger punch radius. For high-volume enclosure and HVAC production where cosmetic finish and tight radii matter most, 5052-H32 is the standard alloy choice. See our صفحة تطبيق ثني معدات الأثاث for aluminum extrusion bending examples.
الحد الأدنى لنصف قطر الانحناء حسب السبيكة والسمك
Minimum bend radius is expressed as a multiple of material thickness (T). For 5052-H32 at 1–2mm thickness, a radius of 1×T is achievable without surface cracking. For 6061-T6 at the same thickness, the minimum is 2–3×T. Going below minimum radius causes micro-cracking on the outer bend face — a defect that appears after forming and is invisible during the bending stroke.
Always verify your minimum radius requirement against your material batch hardness. Hardness varies between suppliers and temper batches. A 5052-H32 coil at the high end of its hardness range may need 1.5×T rather than 1×T to avoid edge cracking on the outer face.
ميزات CNC المطلوبة للثني الدقيق للألمنيوم
Not every CNC press brake can deliver precision on aluminum. Before ordering, ask your supplier to confirm these six features are included in writing:
- قياس الزاوية في الوقت الحقيقي — laser or contact-based sensor; provides mid-stroke feedback and auto-corrects for springback
- قاعدة بيانات مواد الألمنيوم — pre-loaded alloy profiles for 5052, 6061, 5083; reduces trial bends per batch
- برمجة تعويض الانحناء الزائد — إزاحة الزنبرك لكل سبيكة مخزنة في وحدة التحكم CNC
- الدفع السيرفو-كهربائي أو الكهروهيدروليكي — consistent ram speed; prevents surface marking from pressure spikes on soft aluminum
- Aluminum-grade tooling (coated punch, chrome-plated die) — standard steel tooling marks and scratches aluminum; use coated or polyurethane inserts
- نظام التتويج الهيدروليكي — compensates bed deflection on panels over 1.5m; critical for consistent angle across long aluminum sheets
For thin aluminum sheet in automated production, our أداة التحكم بالألواح مع كوب شفط باستخدام التوصيل CNC removes contact marking entirely by handling the blank without clamps.
لماذا يغير اختيار الأدوات كل شيء بالنسبة للألمنيوم
Steel tooling scratches anodized, pre-painted, and bare aluminum surfaces. The damage is permanent and cosmetically unacceptable in enclosure and panel production. Use chrome-plated punches, coated dies, or polyurethane inserts for all aluminum work. Punch nose radius must match or exceed the minimum bend radius for your alloy. Using a 1mm nose radius on 6061-T6 at a 2×T required minimum causes outer-face cracking on every bend.
In our experience supplying CNC press brakes for aluminum enclosure production, tooling specification is the single most common configuration error buyers make. They specify the machine correctly and underspecify the tooling — and discover the problem on the first production run.
الصناعات التي تحدد أدوات التحكم الدقيقة CNC للألمنيوم
Precision CNC aluminum bending is a production standard across several industries where dimensional accuracy and surface quality are equally critical:
- مكونات الفضاء الجوي — angular tolerance to ±0.005 in.; alloy: 5052 and 6061; requires laser-feedback CNC and FAA-traceable material certification
- تصنيع مجاري التكييف والتهوية وتكييف الهواء — 5052-H32 sheet; flange angle precision for leak-free duct assembly; high daily volume
- الحاويات الكهربائية ومعدات المفاتيح — 5052; 4–6 bends per part; cosmetic surface finish and dimensional tolerance equally important
- تجهيز هيكل السيارات — 5052 and 6061; scratch-free surface mandatory; coated tooling standard
- معدات الأثاث — aluminum extrusions; multi-bend profiles; 6061 with larger radii
For structural aluminum used in construction and architectural applications, see our آلة ثني لصناعة البناء guide.
مقابض التحكم الدقيقة في RAGOS CNC مهيأة لصنع الألمنيوم
RAGOS CNC press brakes with Delem DA-66T control include aluminum-specific material databases, real-time angle measurement integration, and overbend compensation programming as standard. When customers bring us 6061-T6 profiles requiring ±0.2° tolerance, the first question we ask is: "What is your minimum bend radius?" — because the alloy and radius specification determines the machine configuration before anything else is discussed.
For thin aluminum sheet at high volume, our suction-cup panel bender eliminates surface marking by handling blanks without mechanical clamps throughout the bending cycle. Based on customer installations in HVAC and electronics enclosure production, shops switching to this configuration reduce cosmetic scrap rates significantly within the first production month.
For a full CNC press brake comparison by application, see our أفضل دليل لآلة فرامل الضغط CNC. To view our full CNC equipment range, visit the نظرة عامة على معدات ثني المعادن CNC.
Ready to configure for your aluminum application? Share your alloy grade, material thickness, and target angle tolerance — our technical team will confirm the correct machine tier, CNC configuration, and tooling specification before you buy.
الأسئلة المتكررة
Q1: What tolerance can a precision CNC bender achieve on aluminum?
A precision CNC bender with laser angle measurement achieves ±0.1–0.2° on aluminum under optimal conditions. Standard CNC machines without angle feedback deliver ±0.3–0.5°. Aerospace applications require bend allowance accuracy within ±0.005 inches for load-bearing assemblies. The determining factor is real-time angle compensation capability — not just CNC axis count. To استكشف معدات ثني المعادن CNC من RAGOS للألمنيوم, visit the equipment overview page.
Q2: What is the springback value for aluminum in CNC bending?
Aluminum springback is typically 1–2° in CNC air bending — lower than high-strength steel at 5–7°, but significant enough to affect tight-tolerance work. Modern CNC press brakes compensate using material databases and adaptive control. For a 90° target, program the machine to overbend to 88–89° for most 5052 and 6061 grades. To see how our مقابض فرامل ديلم ذات الثلاثة محاور يدعم تعويض الزنبرك الخلفي on aluminum, visit the product page.
Q3: Which aluminum alloy is best for precision CNC bending?
5052-H32 is best for tight-radius precision bending — it offers excellent formability and allows radii as small as 1×T. 6061-T6 provides structural rigidity but requires minimum radii of 2–3×T and cracks at sharp bends in T6 temper. For enclosures, HVAC, and cosmetic panels, 5052-H32 is the standard choice. For structural and aerospace frames, 6061-T6 with larger radii applies. View our أمثلة على تطبيقات ثني الألمنيوم والأجهزة for real-world guidance.
Q4: What is the minimum bend radius for aluminum sheet on a CNC bender?
For 5052-H32 at 1–2mm, a minimum bend radius of 1×T is achievable without surface cracking. For 6061-T6 at the same thickness, the minimum is 2–3×T. Going below minimum radius causes outer-face micro-cracking that appears after forming. Always verify the required radius against your material batch hardness, as hardness varies between suppliers. To confirm the right machine configuration, see our أفضل دليل لآلة فرامل الضغط CNC.
Q5: What tooling is required for precision aluminum bending on a CNC press brake?
Use chrome-plated punches, coated dies, or polyurethane inserts — standard steel tooling marks and scratches aluminum surfaces permanently. The punch nose radius must equal or exceed the minimum bend radius for your alloy. For 6061-T6, a larger nose radius prevents cracking. For thin aluminum sheet in high-volume production, our أداة التحكم بالألواح مع كوب شفط باستخدام التوصيل CNC removes clamp contact entirely.
الدقة ليست ميزة آلية — بل هي قرار تكوين
Three factors determine whether your CNC bender delivers precision on aluminum. First, select the right alloy — 5052-H32 for tight radii and formability, 6061-T6 for structural work with larger radii. Second, specify a machine with real-time angle measurement and an aluminum material database — not just CNC axis control. Third, order aluminum-grade tooling with the correct punch nose radius for your alloy. Get all three right and ±0.1–0.2° is achievable on every production run. Miss any one and your scrap rate rises from the first piece. Your next step: send your alloy grade, thickness, and target tolerance to the RAGOS team for a written machine and tooling configuration recommendation.

