













Präzisions-CNC-Bieger für Aluminium: Der vollständige Käuferleitfaden
Ein präziser CNC-Bieger für Aluminium liefert ±0,1–0,2° Winkeltoleranz – allerdings nur, wenn drei Bedingungen erfüllt sind: Die richtige Legierung, eine CNC-Maschine mit Echtzeit-Winkelkompensation, und aluminiumspezifische Werkzeuge. Die meisten Käufer stellen nach dem Versand der Maschine Toleranzprobleme fest, Nicht vorher. Dieser Leitfaden gibt Ihnen die Zahlen und die Checkliste, die Sie vor dem Kauf korrekt angeben müssen. Du bekommst eine erreichbare Toleranztabelle pro Maschinenstufe, Ein Vergleich von Legierungen (5052 vs. 6061), eine sechs-Punkt-CNC-Funktionscheckliste, und eine klare Empfehlung für jeden Anwendungstyp. Für einen vollständigen Überblick über CNC-Biegeoptionen, Besuchen Sie unsereCNC-Metallbieggerät-Führung.
Welche Toleranzen kann ein Präzisions-CNC-Biegen auf Aluminium erreichen.?
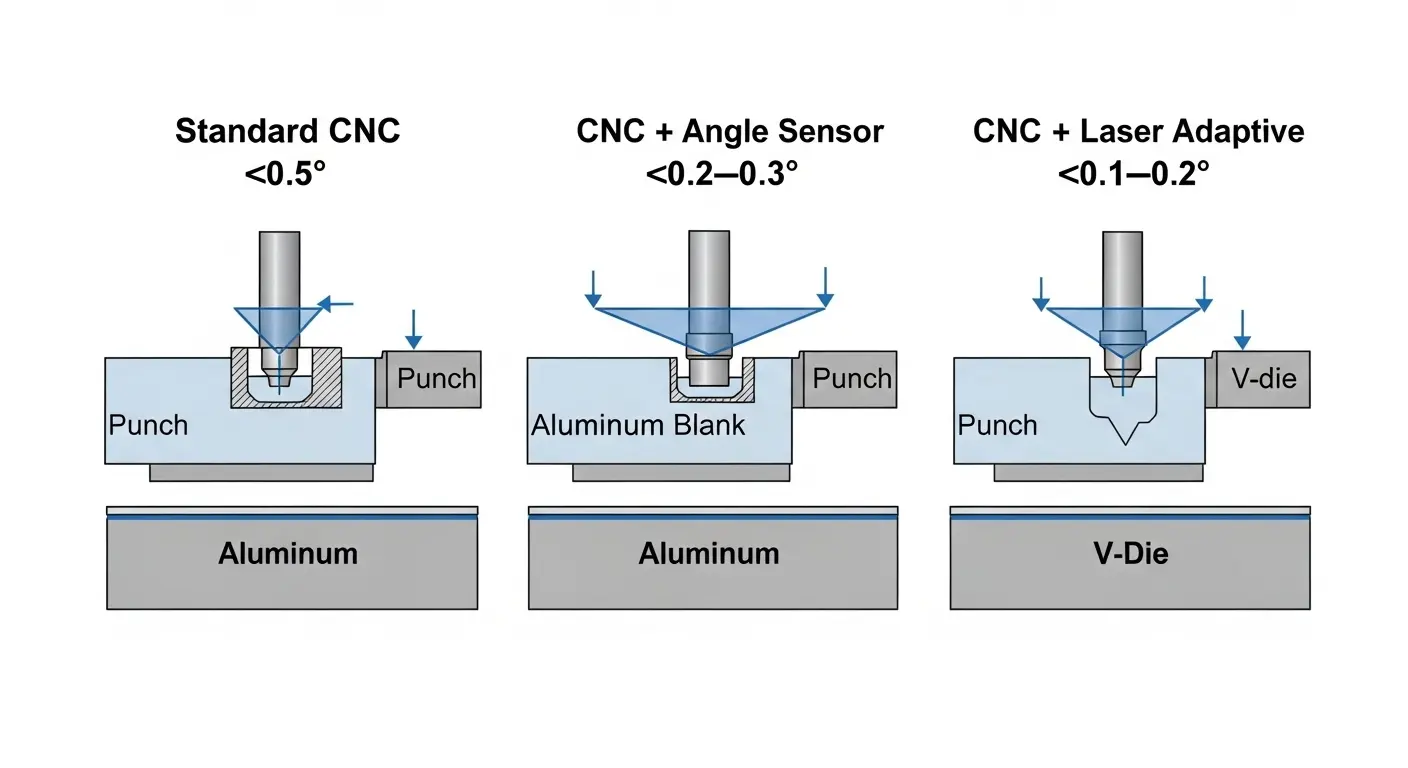
Ein präziser CNC-Bieger für Aluminium erreicht mit Laserwinkelmessung und adaptiver Steuerung eine Winkeltoleranz von ±0,1–0,2°. Standard-CNC-Pressbremsen ohne Rückkopplungswinkel erreichen ±0,3–0,5°. Die Unterscheidung ist wichtig. Für die Herstellung von Gehäuse, ±0,5° ist oft akzeptabel. Für tragende Bauteile der Luft- und Raumfahrt, Die Anforderung sinkt auf ±0,005 Zoll (Ungefähr ±0,127 mm).
Die folgende Tabelle zeigt, was jede CNC-Maschinenstufe tatsächlich auf Aluminium liefert:
| Maschinentyp | Winkeltoleranz | Schlüsselanforderung |
|---|---|---|
| Standard-CNC-Pressbremse | ±0,3–0,5° | Manuelle Probebiegungen pro Charge |
| CNC mit Winkelsensor | ±0,2–0,3° | Winkelsensor + Programmversatz |
| CNC mit Laser + Adaptive Regelung | ±0,1–0,2° | Laserrückkopplung + Aluminiummaterial DB |
Die meisten Fertigungshersteller, die auf allgemeine Blechteile abzielen, arbeiten innerhalb von ±0,3°. Käufer von Luft- und Raumfahrt- und Präzisionselektronik benötigen ±0,1–0,2°. Bestätige, welche Stufe deine Anwendung verlangt, bevor du eine Maschine spezifizierst.. Unser3-Achs-Pressbremse mit Delem-CNC-Steuerung beinhaltet die Winkelkompensation, die für die Aluminiumproduktion im Steuerregler integriert ist.
Aluminiumfederung – Was dein CNC-Bieger ausgleichen muss
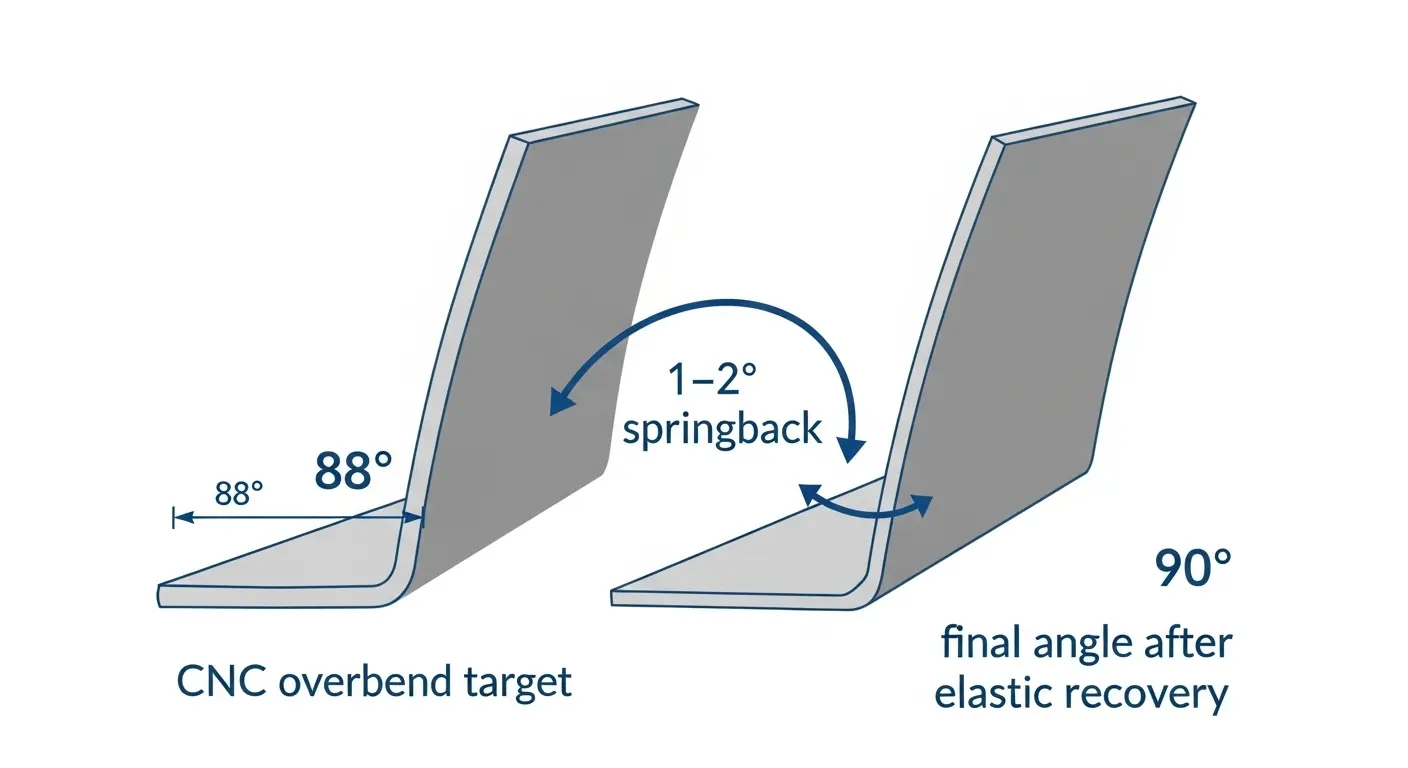
Der Aluminiumrückstand beim CNC-Biegen beträgt 1–2° – niedriger als die 5–7° bei hochfestem Stahl, aber immer noch genug, um eine Toleranz von ±0,1° außerhalb der Spezifikation zu bringen, ohne automatische Kompensation. Springback tritt auf, weil Aluminium sich nach dem Einfahren des Lochs elastisch erholt. Sie variiert zwischen den Legierungsarten, zwischen den Materialchargen, und sogar mit Rollrichtung.
Moderne CNC-Pressbremsen kompensieren mit vier Methoden: Materialdatenbanken mit vorgeladenen Aluminiumprofilen, Programmebene-Winkelversatz pro Legierung, Echtzeit-Winkelmessung mit Mittelhubkorrektur, und adaptive Kontrolle, die aus früheren Biegungen im selben Batch lernt. Ohne dass mindestens zwei dieser Methoden aktiv sind, Eine konstante Präzision bei Aluminium erfordert vor jeder neuen Charge ein zerstörerisches Probebiegen.
Luftbändigung vs. Boden für Aluminiumpräzision
Luftbiegen ist die bevorzugte Technik für präzise Aluminiumarbeiten. Der Blank berührt teilweise den Stempel, was dem CNC-Winkelmesssystem Spielraum gibt, um den Rückschlag in Echtzeit zu erkennen und zu korrigieren. Das Bottoming presst das Material vollständig gegen die Matrize, Rückfederung durch Kompression – erfordert jedoch deutlich höhere Tonnage und birgt das Risiko von Oberflächenmarkierungen auf weichem Aluminium.
Für ±0,1–0,2° Arbeiten an Aluminium, Luftbiegen mit CNC-Winkelrückkopplung ist die branchenübliche Methode. Die Überbiegungskompensationsformel ist unkompliziert: Wenn dein Ziel 90° ist, Programmiere die CNC für die meisten auf 88–89° 5052 und 6061 Noten. Der genaue Offset hängt von der Streckgrenze der Charge ab, Deshalb spart eine Materialdatenbank, die legierungsspezifische Werte speichert, Zeit über Produktionsläufe hinweg.
Welche Aluminiumlegierung funktioniert am besten mit einem präzisen CNC-Bieger?
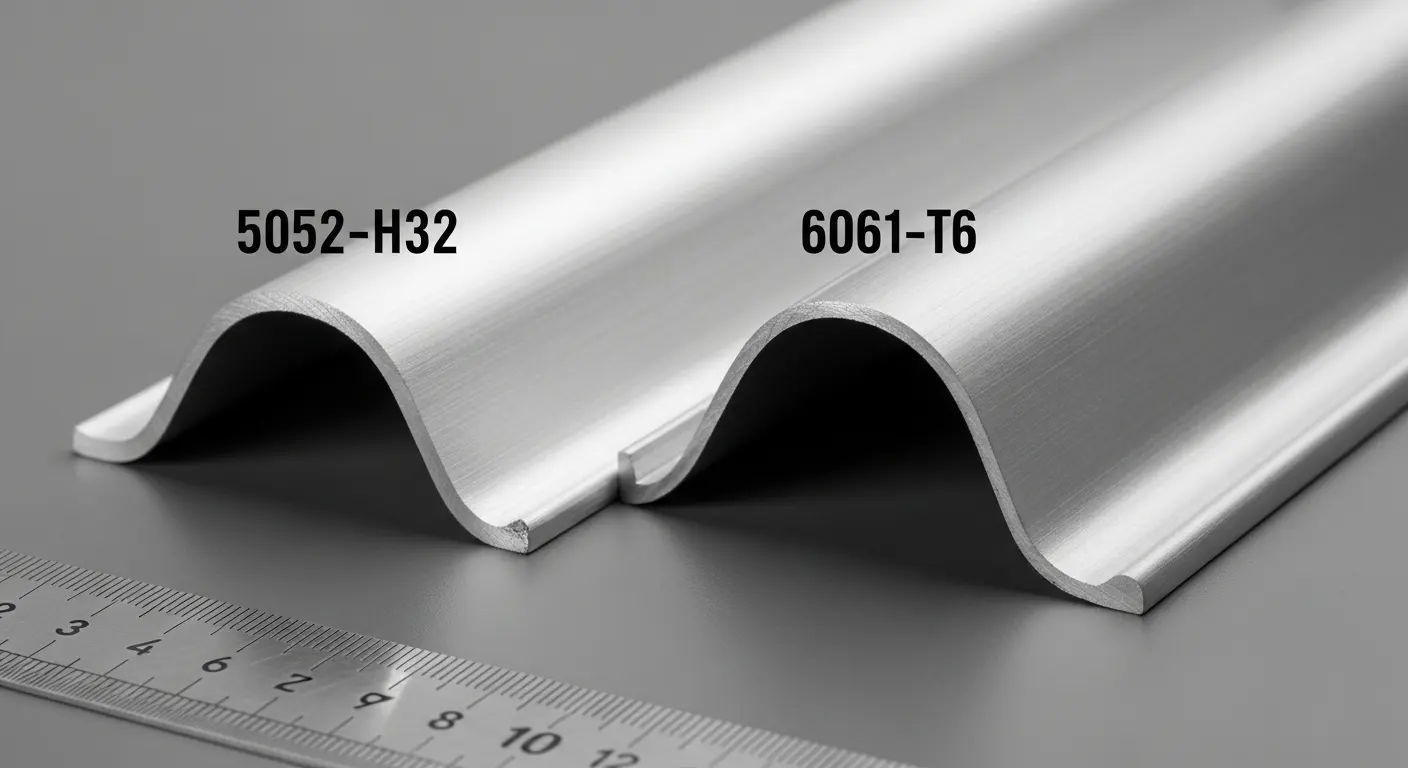
Für präzises CNC-Biegen, 5052-H32 ermöglicht engere minimale Biegradien und bessere Formbarkeit; 6061-T6 bietet strukturelle Steifigkeit, benötigt aber größere Radien und ist anfällig für Risse bei scharfen Biegungen. Die Wahl der falschen Legierung für eine Präzisionsarbeit mit engem Radius ist der häufigste vermeidbare Fehler in der CNC-Aluminiumproduktion.
| Eigentum | 5052-H32 | 6061-T6 |
|---|---|---|
| Formbarkeit | Ausgezeichnet | Moderat |
| Minimaler Biegeradius | ~1×T (Eng) | 2–3×T (größer) |
| Springback | 1–2° | 1.5–2.5° |
| Oberflächenfinish | Gut | Ausgezeichnet |
| Rissrisiko bei scharfen Kurven | Niedrig | Hoch |
| Beste Anwendung | Gehegen, Heizungs- und Klimaanlage, paneele | Luft- und Raumfahrtrahmen, Strukturelle Teile |
6061-T6 im T6-Temper ist anfällig für Risse bei Radien unter 2×T. Für Biegungen mit engen Radiusen 6061, Glühen Sie vor der Formung an die O-Temper oder geben Sie einen größeren Stanzradius an. Für Großvolumen-Gehäuse und HLK-Produktion, bei der kosmetische Oberfläche und enge Radien am wichtigsten sind, 5052-H32 ist die Standardwahl für Leichtmetall. Siehe unsereAnwendungsseite zum Biegen von Möbelbeschlägen für Aluminium-Extrusionsbiegebeispiele.
Minimaler Biegeradius nach Legierung und Dicke
Der minimale Biegeradius wird als Vielfaches der Materialdicke angegeben (T). Für 5052-H32 mit 1–2 mm Dicke, ein Radius von 1×T ist ohne Oberflächenrisse erreichbar. Für 6061-T6 bei derselben Dicke, das Minimum beträgt 2–3×T. Ein Unterschreiten des minimalen Radius verursacht Mikrorisse an der äußeren Biegefläche – ein Defekt, der nach der Entstehung auftritt und während des Biegungsstreichs unsichtbar ist.
Überprüfe stets deine Mindestradiusanforderung mit der Härte deiner Materialcharge. Die Härte variiert zwischen Lieferanten und Anlasschargen. Eine 5052-H32-Spule am oberen Ende ihres Härtebereichs benötigt möglicherweise 1,5×T statt 1×T, um Kantenrisse an der Außenfläche zu vermeiden.
CNC-Funktionen für präzises Aluminiumbiegen erforderlich
Nicht jede CNC-Pressbremse kann Präzision auf Aluminium liefern. Vor der Bestellung, Bitte deinen Lieferanten, zu bestätigen, dass diese sechs Merkmale schriftlich enthalten sind:
- Echtzeit-Winkelmessung — Laser- oder kontaktbasierter Sensor; Bietet Rückkopplung im Mittenhub und automatische Korrekturen für den Rücklauf
- Datenbank für Aluminiummaterialien — vorgespannte Legierungsprofile für 5052, 6061, 5083; reduziert Probebiegungen pro Charge
- Overbend-Kompensationsprogramme — pro Legierung im CNC-Steuerregler gespeicherte Federrücklauf
- Servo-elektrischer oder elektro-hydraulischer Antrieb — konstante RAM-Geschwindigkeit; Verhindert Oberflächenmarkierungen durch Druckspitzen auf weichem Aluminium
- Werkzeuge in Aluminiumqualität (Beschichteter Stanz, Verchromte Matrize) — Standard-Stahlwerkzeugmarkierungen und Kratzer von Aluminium; Verwenden Sie beschichtete oder Polyurethan-Einsätze
- Hydraulisches Kronensystem — kompensiert die Bettablenkung auf Paneelen über 1,5 m; Entscheidend für einen gleichmäßigen Winkel über lange Aluminiumplatten
Für dünne Aluminiumblech in der automatisierten Produktion, unserePaneelbieger mit CNC-Saugnapf-Zuführung Beseitigung der Kontaktmarkierung vollständig, indem man den Blank ohne Klemmen handhabt.
Warum die Werkzeugauswahl alles bei Aluminium verändert
Stahlwerkzeugkratzer eloxiert, Vorlackiert, und blanke Aluminiumoberflächen. Der Schaden ist dauerhaft und kosmetisch inakzeptabel bei der Herstellung von Gehäusen und Paneelen. Verwenden Sie verchromte Stanzen, beschichtete Stempel, oder Polyurethan-Einsätze für alle Aluminiumarbeiten. Der Punch-Nasenradius muss dem minimalen Biegradius Ihrer Legierung entsprechen oder überschreiten. Die Verwendung eines Nasenradius von 1 mm bei 6061-T6 bei einem erforderlichen Mindestmaß von 2×T führt zu Rissen an der Außenseite bei jeder Biegung.
Nach unserer Erfahrung mit CNC-Pressbremsen für die Herstellung von Aluminiumgehäusen, Die Werkzeugspezifikation ist der mit Abstand häufigste Konfigurationsfehler, den Käufer machen. Sie spezifizieren die Maschine korrekt und unterspezifizieren die Werkzeuge – und entdecken das Problem schon beim ersten Produktionslauf.
Industrien, die präzise CNC-Bieger für Aluminium spezifizieren
Präzisions-CNC-Aluminiumbiegen ist ein Produktionsstandard in mehreren Branchen, in denen Maßgenauigkeit und Oberflächenqualität gleichermaßen entscheidend sind:
- Luft- und Raumfahrtkomponenten — Winkelfestigkeit von ±0,005 Zoll.; Legierung: 5052 und 6061; erfordert eine Laser-Rückkopplungs-CNC- und FAA-Rückverfolgbar-Materialzertifizierung
- Herstellung von HVAC-Kanälen — 5052-H32-Blatt; Flanschwinkelpräzision für undichte Kanalmontage; hohes tägliches Volumen
- Elektrische Gehäuse und Schaltanlagen — 5052; 4–6 Biegungen pro Teil; kosmetische Oberflächenoberfläche und Maßentoleranz sind gleichermaßen wichtig
- Karosserieausstattung — 5052 und 6061; Kratzfreie Oberfläche ist verpflichtend; Standard für beschichtete Werkzeuge
- Möbelbeschläge — Aluminium-Extrusionen; Mehrbiegungsprofile; 6061 mit größeren Radien
Für strukturelles Aluminium für Bau- und Architekturanwendungen, Siehe unsereBiegemaschine für die Bauindustrie Leitfaden.
RAGOS Präzisions-CNC-Bieger für Aluminium konfiguriert
RAGOS CNC-Pressbremsen mit Delem DA-66T-Steuerung enthalten aluminiumspezifische Materialdatenbanken, Integration der Echtzeit-Winkelmessung, und Overbend-Kompensationsprogramme als Standard. Wenn Kunden uns 6061-T6-Profile bringen, die eine Toleranz von ±0,2° erfordern, Die erste Frage, die wir stellen, ist: "Wie hoch ist dein minimaler Biegeradius?" — weil die Legierungs- und Radiusspezifikation die Maschinenkonfiguration bestimmt, bevor alles andere diskutiert wird.
Für dünnes Aluminiumblech bei großem Volumen, Unser Saugbecher-Plattenbieger eliminiert Oberflächenmarkierungen, indem er Rohlinge während des gesamten Biegezyklus ohne mechanische Klemmen handhabt. Basierend auf Kundeninstallationen in der Produktion von HLK- und Elektronikgehäusen, Werkstätten, die auf diese Konfiguration umstellen, reduzieren die kosmetischen Verschrottungsraten innerhalb des ersten Produktionsmonats erheblich.
Für einen vollständigen CNC-Pressbremsenvergleich nach Anwendung, Siehe unserebeste CNC-Pressbremsmaschinenführung. Um unser vollständiges CNC-Gerätesortiment einzusehen, Besuchen Sie dieÜberblick über CNC-Metallbieggeräte.
Bereit zur Konfiguration für Ihre Aluminiumanwendung? Teilen Sie Ihre Legierungsqualität mit, Materialdicke, und Zielwinkeltoleranz – unser technisches Team bestätigt die korrekte Maschinenstufe, CNC-Konfiguration, und Werkzeugspezifikationen vor dem Kauf.
Häufig gestellte Fragen
F1: Welche Toleranz kann ein Präzisions-CNC-Bieger auf Aluminium erreichen.?
Ein präziser CNC-Bieger mit Laserwinkelmessung erreicht unter optimalen Bedingungen ±0,1–0,2° auf Aluminium. Standard-CNC-Maschinen ohne Winkelrückkopplung liefern ±0,3–0,5°. Luft- und Raumfahrtanwendungen erfordern eine Biegezumessungsgenauigkeit innerhalb von ±0,005 Zoll für tragende Baugruppen. Der entscheidende Faktor ist die Echtzeit-Winkelkompensation – nicht nur die Anzahl der CNC-Achsen. AnEntdecken Sie die RAGOS CNC Metallbieggeräte für Aluminium, Besuchen Sie die Seite zur Ausrüstungsübersicht.
F2: Wie hoch ist der Rückschlagwert von Aluminium beim CNC-Biegen?
Aluminiumfederung ist typischerweise 1–2° bei CNC-Luftbiegung – niedriger als Hochfeststahl bei 5–7°, aber bedeutend genug, um Enge-Toleranz-Arbeit zu beeinflussen. Moderne CNC-Pressbremsen kompensieren mit Materialdatenbanken und adaptiver Steuerung. Für ein 90°-Ziel, Programmieren Sie die Maschine so, dass sie sich meist auf 88–89° überbiegt 5052 und 6061 Noten. Um zu sehen, wie unser3-Achse Delem-Pressbremsen-Kompensationen Auf Aluminium, Besuchen Sie die Produktseite.
F3: Welche Aluminiumlegierung eignet sich am besten für präzises CNC-Biegen?
5052-H32 eignet sich am besten für präzises Biegen mit engen Radiusen – es bietet eine ausgezeichnete Formbarkeit und erlaubt Radien von nur 1×T. 6061-T6 sorgt für strukturelle Steifigkeit, erfordert jedoch Mindestradien von 2–3×T und Risse bei scharfen Biegungen im T6-Temper. Für Gehege, Heizungs- und Klimaanlage, und kosmetische Paneele, 5052-H32 ist die Standardwahl. Für Trag- und Luftfahrtrahmen, 6061-T6 mit größeren Radien gilt. Sehen Sie sich unsere anAnwendungsbeispiele für Aluminium- und Hardware-Biegen für praktische Orientierung.
F4: Was ist der minimale Biegeradius für Aluminiumblech bei einem CNC-Bieger?
Für 5052-H32 bei 1–2 mm, ein minimaler Biegeradius von 1×T ist ohne Oberflächenrisse erreichbar. Für 6061-T6 bei derselben Dicke, das Minimum beträgt 2–3×T. Wenn man unterhalb des minimalen Radius geht, entstehen nach der Bildung Mikrorisse auf der Außenseite. Überprüfen Sie immer den erforderlichen Radius mit der Härte Ihrer Materialcharge, da die Härte zwischen Lieferanten variiert. Um die richtige Maschinenkonfiguration zu bestätigen, Siehe unserebeste CNC-Pressbremsmaschinenführung.
F5: Welche Werkzeuge sind für das präzise Aluminiumbiegen bei einer CNC-Pressebremse erforderlich??
Verwenden Sie verchromte Stanzen, beschichtete Stempel, oder Polyurethan-Einsätze – Standard-Stahlwerkzeuge, die Aluminiumoberflächen dauerhaft zerkratzen. Der Stempelnasenradius muss dem minimalen Biegradius Ihrer Legierung entsprechen oder überschreiten. Für 6061-T6, Ein größerer Nasenradius verhindert Risse. Für dünne Aluminiumblech in großer Stückzahl, unserePaneelbieger mit CNC-Saugnapf-Zuführung Beseitigung des Klemmkontakts vollständig.
Präzision ist keine maschinelle Funktion – es ist eine Konfigurationsentscheidung
Drei Faktoren bestimmen, ob Ihr CNC-Bieger präzise auf Aluminium liefert. Erste, Wählen Sie die richtige Legierung – 5052-H32 für enge Radien und Formbarkeit, 6061-T6 für statische Arbeiten mit größeren Radien. Zweitens, Spezifizieren Sie eine Maschine mit Echtzeitwinkelmessung und einer Aluminiummaterialdatenbank – nicht nur CNC-Achsensteuerung. Drittes, Bestellen Sie Aluminium-Werkzeuge mit dem richtigen Stempel-Nasenradius für Ihre Legierung. Wenn man alle drei Punkte richtig macht, ist ±0,1–0,2° bei jedem Produktionslauf erreichbar. Verpasst du einen Teil, steigt deine Schrottrate ab dem ersten Teil. Dein nächster Schritt: Schick deine Legierungsqualität, Dicke, und Zieltoleranz an das RAGOS-Team für eine schriftliche Maschinen- und Werkzeugkonfigurationsempfehlung.

