













كيفية ضبط زاوية الانحناء على فرامل CNC الدقيقة
التحكم الدقيق في زاوية الفرامل بالضغط CNCيحدد جودة القطع، ومعدل الإنتاجية، والتكلفة المستقرة في تصنيع المعادن. في JS RAGOS، نتعامل مع تعديل الزاوية كعملية منضبطة وقابلة للتكرار تمزج بين قدرة الآلة وحكم المشغل. فرقنا تدعم ورش النماذج الأولية وخطوط التأمين قصيرة المدى التي تحتاج إلى الجزء الأول بشكل صحيح والجزء الأخير متطابق. تعكس الإرشادات أدناه الممارسات التي نراها تعمل يوميا على أرض المصنع.

أسس التحكم بالزاوية على فرامل CNC الدقيقة
تحقيق زاوية انحناء مستهدفة يبدأ بفهم كيفية تصرف المواد والأدوات، وفرامل الضغط نفسها تحت الحمل. إذا صحبت هذه الأساسيات، تصبح التعديلات الدقيقة سريعة ومتوقعة.
المادة والارتداد. تعود كل ورقة بمرونة بعد الانحناء. الفولاذ الطري، الفولاذ المقاوم للصدأ، والألمنيوم ينابض بكميات مختلفة. قوة العائد الأعلى والسمك الأعلى يزيد من هذا العائد. نظرا لأن انحناء الهواء يعتمد على الزاوية مقابل الاختراق، يجب أن تسمح بوجود الارتداد النابضي. خطط لانحناء صغير بناء على المادة وفتحة V، ثم تحقق بقطعة اختبار.
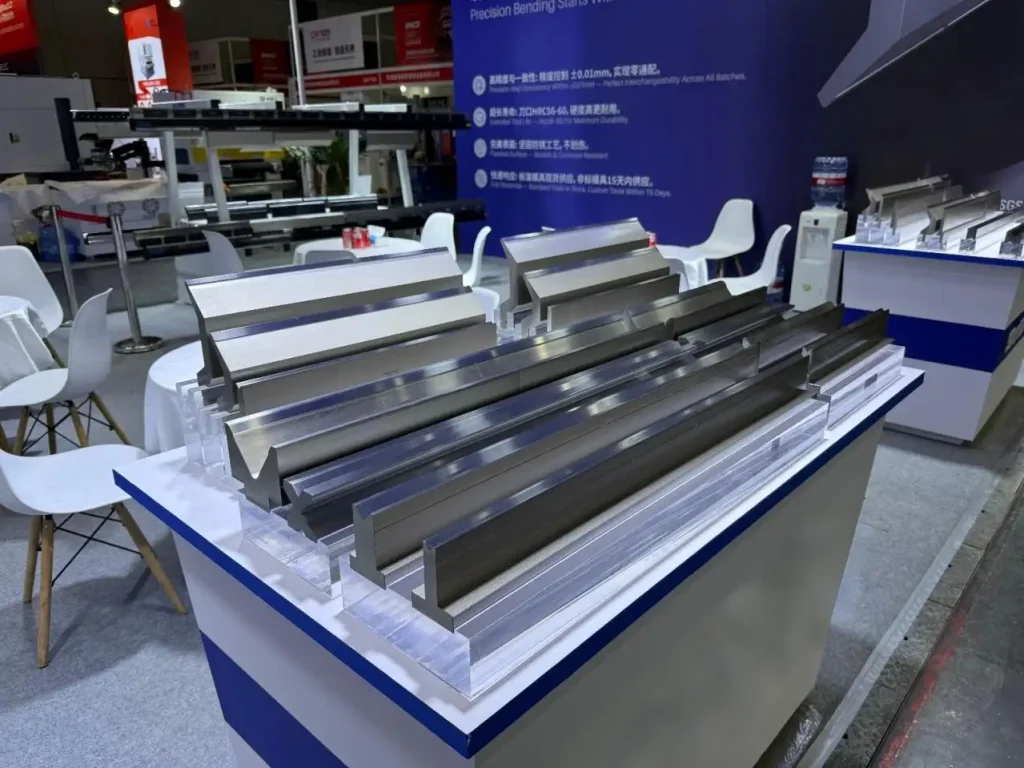
هندسة الأدوات. اختيار الأدوات يحدد الأساس للتحكم في الزاوية. بالنسبة للزوايا فوق 90°، يوفر القالب العلوي والسفلي المتطابقين 90° عادة انحناءة مستقرة. للزوايا التي تقل عن 90°، استخدم ثقوب وقوالب على شكل حرف V لدعم قطعة العمل والتحكم في الخط. عندما يكون هدفك هو 90° واضحة، يمكن لثقب 30° حاد مع أخدود 30° في القالب السفلي أن يحسن خط الانحناء ويقلل من التشتت. أدوات التأريض الدقيقة تقلل من تباين الفجوة وتساعد فرامل الضغط على توصيل الزاوية التي تبرمجها.
الإعداد والمحاذاة. قم بمحاذاة مركز القوالب العلوية والسفلية، ثم ضع فجوة أولية تتجاوز قليلا سمك الورقة. اقترب من الزاوية بخطوات صغيرة. تأكد من أن الهيدروليكيات والأختام سليمة؛ يتحول عدم استقرار الضغط إلى تغير زاوية في الجزء.
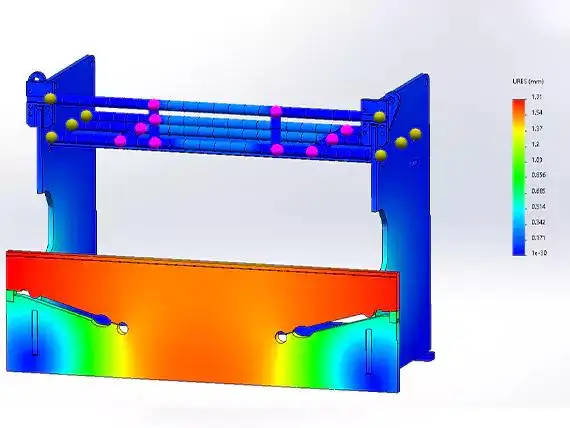
الانحراف والتوج. الأجزاء الطويلة تثني السرير والكبش. بدون تعويض، تفتح زاوية المركز بينما تغلق الحواف. استخدم التلوين الميكانيكي أو CNC لتحميل السرير مسبقا بحيث يكون اختراق المثقوب موحدا على طول الانحناء. التوج ضروري للأجزاء الطويلة والرفيعة حيث يكون التجانس مهما.
تكرار الآلة. إذا كان تحملك هو ±1° وليس قابلا للتفاوض، فإن CNC عالي الدقة هو الأداة المناسبة. مكبح ضغط CNC الدقيق مع تكرار منزلق حوالي ±0.0004 بوصة يجعل ذلك ممكنا عند اقترانه مع أدوات جيدة وانضباط عمليات. غالبا ما تحتفظ فرامل الضغط اليدوي بحوالي ±0.002 بوصة على السلايدر، مع انحرافات زاوية نموذجية بين ±2–3° حتى عندما يكون تركيب القالب مناسبا. هذا الفجوة يفسر لماذا تتقدم الفرق التي تتجه إلى مواصفات أكثر صرامة إلى التحكم في CNC وطرق الإعداد المنظمة.
سير عمل عملي لضبط زاوية الانحناء
سير العمل المتسق يقلل من التجربة والخطأ ويثبت الجودة. نوصي بالتسلسل أدناه كأساس للأحداث. قم بتكييفها مع موادك، ومكتبة الأدوات، ومزيج الأجزاء.
• حساب الحمولة وضبط فتحة V. قم بالرجوع إلى السماكة وطول الانحناء، ثم حدد قالب V أقل يدعم الورقة ويتحكم في الزنبرك الخلفي. تأكد من أن فرامل الضغط Precision CNC لديها سعة كافية بالإضافة إلى مخزن مؤقت.
• مركز وتحقق من مكدس الأدوات. ثبت كلا الأداتين، وضبط خطوط الوسط بين الثقب والقالب، وتحقق من جميع التواقيف. أعد الفؤوس إلى الأصل. ضع قطعة العمل في منتصف امتداد السرير للحصول على قياس ضغط ابتدائي مستقر.
• تراجع مسافة المقياس. استخدم التعديل السريع الكهربائي للوضع الخشن وعجلة اليد للتقليم الدقيق. عند توفرها، استخدم مقياس القراءة للزيادات القابلة للتكرار - على سبيل المثال، 0.1 مم لكل دورة عجلة يد. اقفل العداد لتجنب الانحراف.
• حركة وسرعة شريط التمرير البرنامجي. اضبط الحد الأعلى للحركة لتحقيق توقف TDC وإلغاء الضربة غير الضرورية. استخدم مفتاح السفر وجهاز الجهد لبرمجة اقتراب ناعم بالقرب من المنعطف. الدخول الأبطأ يعزز التحكم في الزوايا ويقلل من علامات العلامات.
• تنفيذ اختبار متحكم به في خطوة واحدة: اضغط دواسة القدم للتقدم، ثم رفع القدم للتوقف المؤقت، ثم الضغط مرة أخرى للتقدم. الحركة المرحلية تسمح بالتوقف المبكر إذا لزم الأمر وتحمي العينة.
• قياس الزاوية في روتين ثابت باستخدام مقياس معاير أو منقلة رقمية عند الطرفين والوسط. سجل قيمة الجهاز المعروضة والزاوية المقاسة حتى تتمكن من تكرار الإعدادات لاحقا.
• ضبط اختراق اللكمة. في فرامل الضغط CNC الدقيقة، تتحكم زاوية الانحناء بشكل رئيسي بعمق دخول الثقب إلى أخدود V. اضبط عجلة اليد أو العدسة الجانبية على دفعات صغيرة. لا تدفع اللكمة عميقا جدا دفعة واحدة؛ اقترب من الهدف بخطوات محكمة.
• موازنة الأسطوانات. إذا لامست الأداة العلوية الأرض بشكل غير متساو، قم بقص الأسطوانة المقابلة لتزامنة الجانبين. اضغط برفق على الجانب مع قراءة الزاوية الأصغر، ثم اضبط العمق النهائي. يقلل التلامس المتزامن من الالتواء ويحافظ على ثبات الزاوية.
• تطبيق تعويض التاج والارتداد. لأجزاء طويلة، ضع التاج قبل الاختبار الثاني. إذا كانت زاوية المركز أكثر انفتاحا من الحواف، زد من التلوية. عندما يكون الارتداد النابض كبيرا، قم ببرمجة انحناء صغير فوق الزاوية وتأكد من أن الزاوية المرتدة تفي بالمواصفات.
• تأكيد التكرار بعد الإحماء. قم بدورة كاملة مرتين أو ثلاث قبل إنهاء الإعدادات. إذا تغيرت الزوايا، أعد فحص مقاعد الأدوات، وصلابة مقياس الخلف، وضغط الهيدروليك، وحالة الختم. الميكانيكا المتسقة تعطي زوايا متسقة.
بمجرد أن يصبح سير العمل مستقرا، قم بتوحيد ممارسة القياس. استخدم نفس المقياس، وفي نفس المواقع على الجزء، بعد نفس وقت الانتظار. احتفظ بسجل بسيط: درجة وسمك المادة، فتحة V، عمق معروض، زاوية مقاسة، وأي انحراف أو انحناء زائد تم تطبيقه. هذا الرقم القياسي يقصر الترتيبات المستقبلية ويرفع عائد التمرير الأول.
تستحق المنافسة بين التحكم في الهواء مقابل القفز الداخلي الانتباه. ثني الهواء مرن ويتطلب تعويض النابض المرتد؛ وهي مناسبة جدا للزوايا المتنوعة والجري القصير. يمكن أن يؤدي التثبيت إلى الأسفل في الزاوية بشكل أكثر إحكاما على حساب زيادة الحمولة وعلامات السطح المحتملة. عندما يكون المظهر السطحي حاسما، فكر في الفيلم الواقي والأدوات المصقولة، واختبر بسرعة الإنتاج.
التحكم في الزاوية يعتمد أيضا على استراتيجية العداد الخلفي. للحصول على تفاوتات ضيقة في الشفقة، قم بتصفيق المقياس على خط القالب وتحقق من وجود انحراف في الأصابع الطويلة. عند تشكيل حواف صغيرة، ادعم الجزء حتى لا ينخفض أثناء الانحناء. المقياس الخلفي المستقر يزيل متغيرا واحدا من معادلة الزاوية ويقلل من فرصة إعادة العمل.
من نقاط الألم إلى مكاسب الإنتاج مع JS RAGOS
تخبرنا الورش أن أكبر العقبات لديها هي انحراف الزاوية عبر الأجزاء الطويلة، وعدم انتظام النوابض بين الملفات، وفترات التوقف أثناء تغيير الأدوات بشكل متكرر، ومخاوف السلامة أثناء التعديل اليدوي. منصة وحزمة الدعم الخاصة بنا من Precision CNC Press Brake مصممة لإزالة هذه العقبات مع الحفاظ على المرونة للجري القصير.
• تكرار عالي للزوايا الضيقة. تركيزنا على صلابة الإطار، وثبات الهيدروليك، والتحكم في التغذية الراجعة يركز على تكرار الانزلاق حوالي ±0.01 مم. عمليا، يدعم هذا النوافذ بزاوية ±1° مع أدوات عالية الجودة وروتين إعداد متماسك.
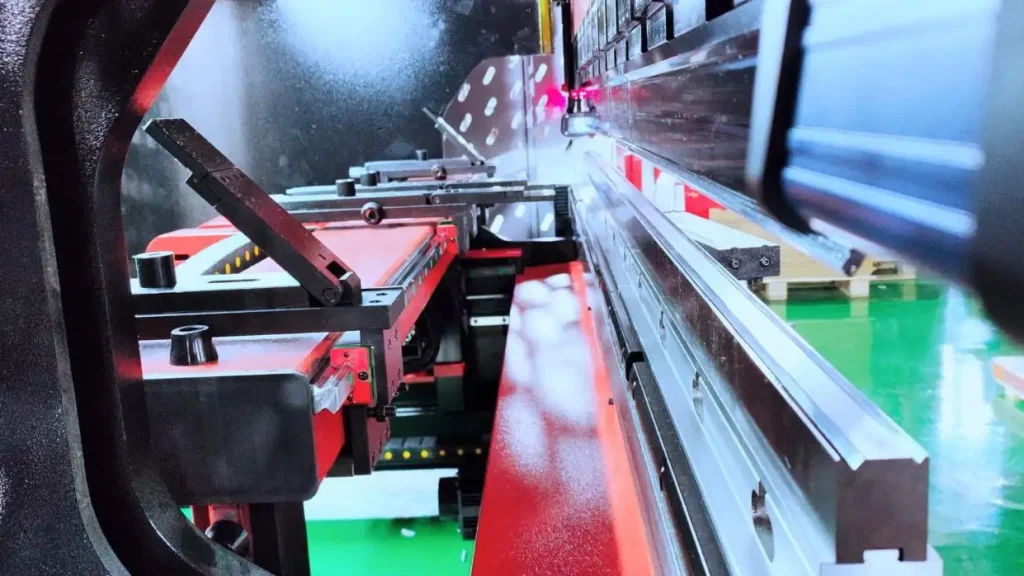
• إعداد القوالب السريع. يقلل مشبك أمادا السريع ومرجع البيانات الشفافة من زمن تغيير الأداة ويقلل من منطقة "تغير المقالة الأولى". الجلوس السريع والإيجابي يساعد المنعطف الأول على مطابقة السابق - دون الحاجة لتعديل ممتد.

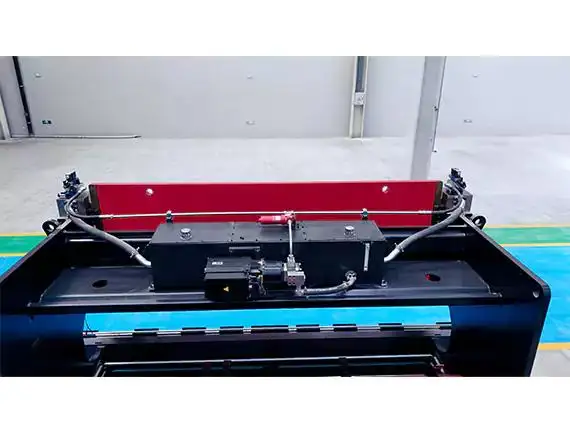
• التاج والتحكم في العمليات مدمجان. التتويج الميكانيكي أو CNC يحافظ على توازي الزوايا على طول الانحناء. المناطق البطيئة القابلة للبرمجة بالقرب من نقطة التلامس تحمي جودة السطح وتحسن التحكم في الزوايا على المواد الرقيقة.
• دقة العداد الخلفي مع السرعة. تسمح الحركات الكهربائية الخشنة مع التقليم اليدوي الدقيق للمشغلين بالوصول إلى الأبعاد بسرعة ثم تثبيتها. القراءات الواضحة تبسط تكرار المهام وتقلل من أخطاء إدخال البيانات.
• المعايرة والتدريب المنظم. نوفر روتينات معايرة الزوايا، وقوائم التحقق، ووحدات تدريب قصيرة تربط قيم العرض الرقمي بزوايا حقيقية. تتعلم الفرق توثيق الانحناء مرة واحدة وتكراره بثقة.
• السلامة مدمجة في الروتين. منطق مفاتيح القدم، والأقفال، وممارسات العودة إلى الأصل تقلل من المخاطر أثناء الإعداد والتعديل. الحركة المستقرة تترجم مباشرة إلى زوايا مستقرة.
عندما تزداد متطلبات المواصفات - سبائك جديدة، انحناءات أكثر إحكاما، تغييرات أكثر تكرارا - يصبح الفرق بين الفرامل التقليدية وفرامل الضغط CNC الدقيقة ملموسا. غالبا ما تظهر الفرامل اليدوية، مع تكرار الانزلاق بالقرب من ±0.002 بوصة، توزيع زاوية ±2–3° حتى مع الأدوات المناسبة. إذا كنت تضيع الوقت في متابعة تلك الدرجات، فإن ترقية قدرة الآلات وتوحيد عمليتك هما أسرع الطرق لاستعادة الربح.
في JS RAGOS، نساعد العملاء على الانتقال من مكافحة الحرائق إلى التحكم. المسار بسيط: التحقق من مكتبة الأدوات، وضع قواعد التتويج حسب طول القطعة، تثبيت ممارسات القياس، وربط زوايا الانحناء بالاختراق المعروض في التحكم. مع هذه الأسس، يقضي المشغلون وقتا أقل في التكيف ووقتا أكثر في الإنتاج.
نداء للعمل
إذا كان فريقك يواجه مشكلة تشتت الزوايا أو إعادة التصميم أو تغييرات بطيئة، يمكننا مساعدتك. اطلب تدقيق تطبيق، أو عرض توضيحي حي لضبط الزاوية على فرامل الضغط JS RAGOS Precision CNC Press، أو قائمة التحقق الخاصة بنا بزاوية الانحناء. سنراجع موادك، وفتحات V، ومزيج القطع، ثم نقترح سير عمل واضح وإعدادات الآلة لتحقيق المواصفات مع تجارب أقل وإعداد أسرع. تواصل مع JS RAGOS اليوم وحول زوايا الانحناء إلى عملية يمكنك الوثوق بها.

