













Press Brake for Thick Plate Bending: Full Buyer's Guide
اختيار فرامل الضغط لانحناء الصفائح السميكة يبدأ بحساب الحمولة — وليس كتالوج المنتجات. الصفائح السميكة (10 مم وما فوق) تتصرف بشكل مختلف جذريا عن الصفائح المعدنية. يتطلب قوة أكبر، وأدوات محددة، وتعويض انحراف الشعاع لا تستطيع معظم الأجهزة العامة توفيره. إذا أخطأت في المواصفات، ستواجه أخطاء في الزوايا، وفشل الأدوات، وتلف في الآلة. يمنحك هذا الدليل الصيغة الدقيقة لحساب الحمولة المطلوبة، وقاعدة اختيار القالب V، ودليل قرار نظام التاج، وجدول حدود السماكة الخاصة بالمادة — كل ما تحتاجه لتحديد الجهاز المناسب. لسياق التطبيق، راجعدليل ثني الصفائح الغلايةلحالات استخدام الألواح السميكة في العالم الحقيقي.
كم من الحمولة التي يتطلبها ثني الصفائح السميكة فعليا؟
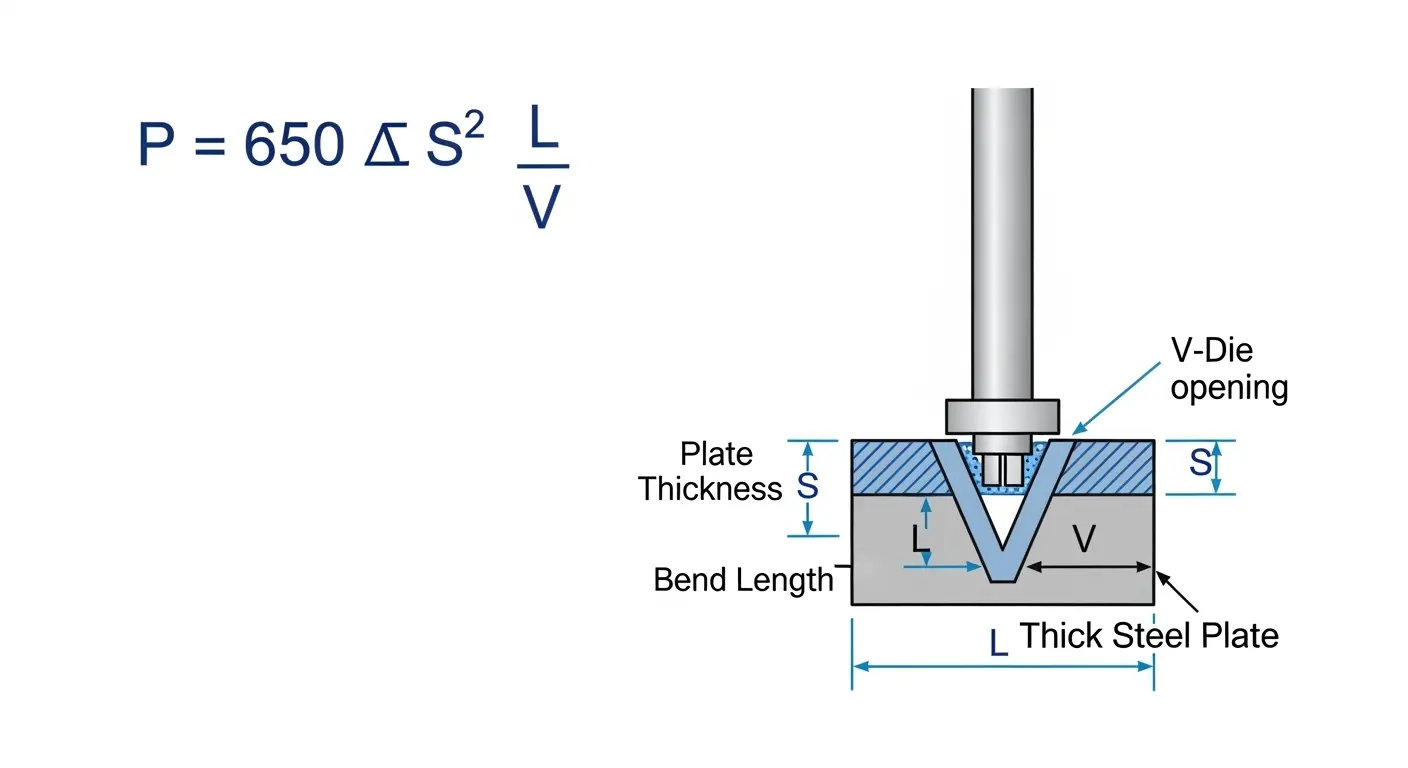
بالنسبة للصفيحة السميكة، الحمولة هي أول رقم يتم تأكيده — والأكثر شيوعا التقليل من تقديره. الصيغة القياسية للصلب الطري (المتريك) هي:
P (kN) = 650 × S² × L / V
حيث: S = سمك الصفيحة (مم)، L = طول الانحناء (m)، V = عرض فتحة القالب V (مم).
| سمك الصفيحة (مم) | طول الانحناء (م) | فتح V-Die (مم) | التوناج المطلوب (kN) | الحمولة المطلوبة (طن) |
|---|---|---|---|---|
| 10 | 3 | 100 | 1,950 | ~195 |
| 20 | 3 | 200 | 3,900 | ~390 |
| 25 | 3 | 250 | 4,875 | ~488 |
| 30 | 3 | 300 | 5,850 | ~585 |
بالنسبة للفولاذ المقاوم للصدأ، اضرب النتيجة في 1.5–2×. بالنسبة للألمنيوم، المضاعف تقريبا 0.5×. دائما أضف حاجز أمان بنسبة 20٪ إلى الرقم المحسوب.
لماذا تطلب الصفيحة السميكة أكثر مما تتوقع
زيادة سمك الصفيحة بنسبة 10٪ تتطلب حوالي 20٪ ضغط انحناء إضافي. هذا يعني أن الانتقال من لوح 18 مم إلى 20 مم ليس تعديلا بسيطا — بل هو زيادة قوة بنسبة 23٪. قبل اختيار آلتك، تأكد أيضا من طريقة التحكم في الجهاز. يتطلب صنع العملات حوالي 10× قوة انحناء الهواء عند نفس السمك. انحناء القاع يتطلب حوالي 4×. حدد طريقتك أولا — ثم احسب.
فتح القالب V واختيار الأدوات للصفيحة السميكة
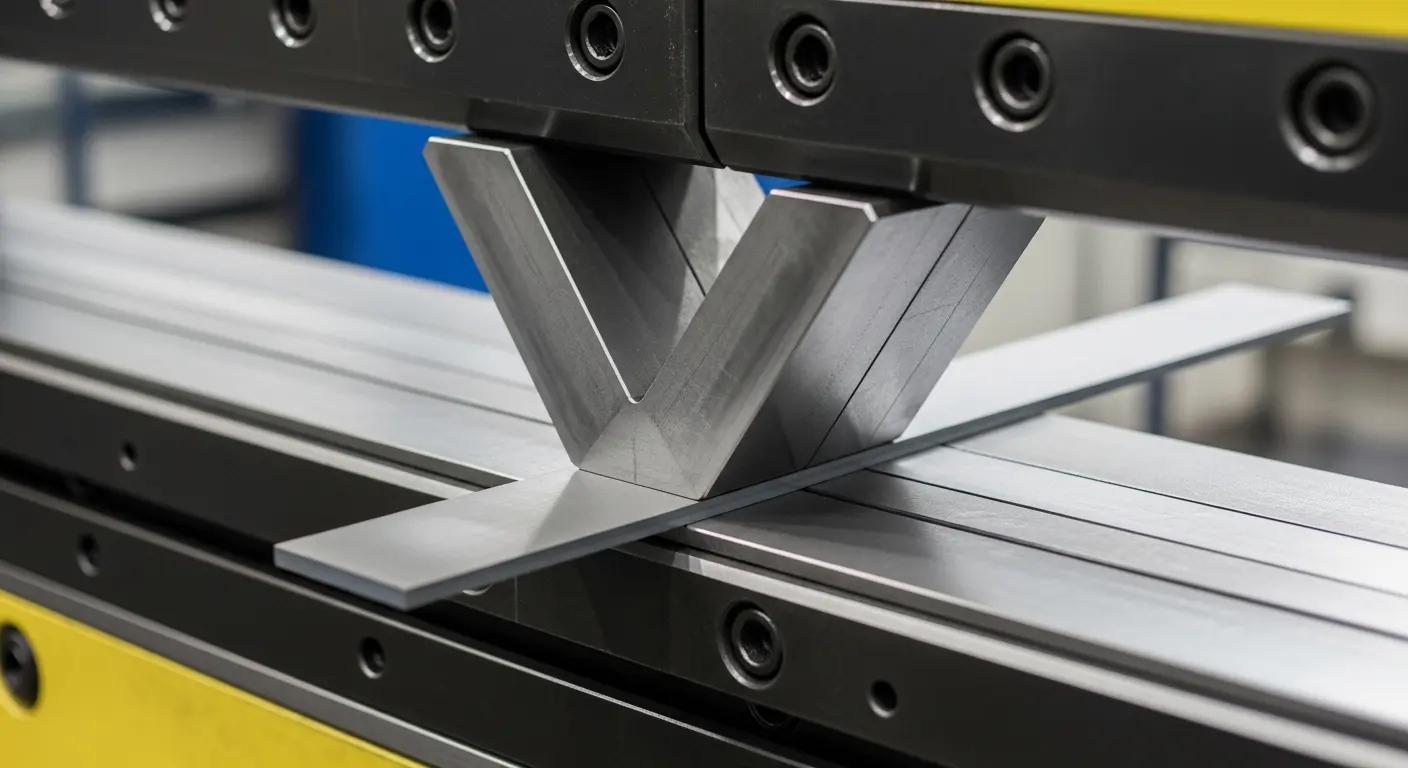
فتحة القالب V تتحكم مباشرة في الحمولة المطلوبة، ونصف قطر الانحناء، والتشطيب السطحي. بالنسبة للصفيحة السميكة، القاعدة هي:فتحة القالب V = 8–10× سمك اللوحة.
| سمك الصفيحة (مم) | فتح V-Die الموصى به (مم) | تأثير الحمولة |
|---|---|---|
| 10 | 80–100 | الحساب القياسي |
| 15 | 120–150 | الحساب القياسي |
| 20 | 160–200 | الحساب القياسي |
| 25 | 200–250 | يقلل من الحمولة المطلوبة مقارنة بالقالب الأضيق |
| 30 | 240–300 | القالب الأوسع = حمولة أقل لكن نصف قطر الانحناء أكبر |
استخدام فتحة القالب الضيقة جدا يزيد من الوزنة المطلوبة، ويعرض خطر كسر الأدوات، ويترك علامات ضغط على سطح اللوحة. استخدام واحدة عريضة جدا يقلل من الدقة وينتج نصف قطر انحناء داخلي أكبر من المحدد.
كما يزداد سبرينغباك مع زيادة سمك اللوحة. خطط لتعويض الانحناء الزائد بمقدار 2–5° حسب درجة المادة. الفولاذ الهيكلي عالي العائد (550 ميجاباكال) ينبض بشكل أكثر قوة من الفولاذ الطري القياسي. يجب ألا يكون نصف قطر أنف الثقب أصغر من سمك اللوح — فنصف قطر أصغر يسبب تشققات سطحية على المواد عالية الشد.
التلوين الهيدروليكي — الميزة التي لا يمكن للمشترين تخطيها من الصفائح السميكة
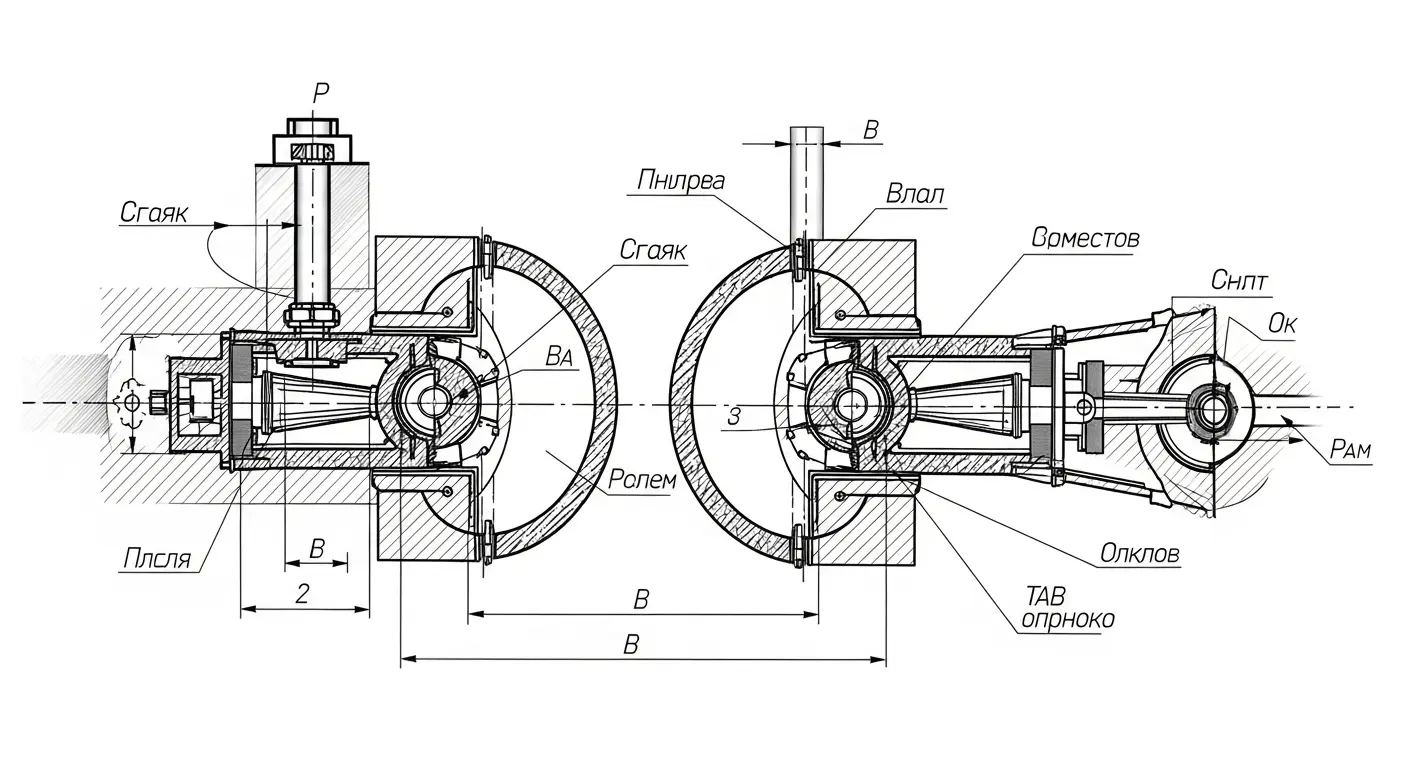
بالنسبة لأي صفيحة سميكة تثني بفرامل الضغط بوزن 80 طنا أو على سرير أطول من 2.5 متر، فإن نظام التروج ليس خيارا. بدونه، ينحرف الشعاع للأسفل عند المركز تحت الحمل، وتتغير زوايا الانحناء عبر طول الجزء.
لهذا السبب يمكن لآلة مصنفة بوزن 400 طن أن تنتج زوايا غير متسقة على صفيحة بسماكة 4 أمتار — حيث يشير التصنيف إلى القوة وليس الصلابة.
التوج الميكانيكي مقابل الهيدروليكي
| النوع المتوج | طريقة التعديل | الأفضل ل | التكلفة النسبية |
|---|---|---|---|
| ميكانيكي (إسفين) | يدوي/مسبق، غير قابل للتعديل تحت الحمل | المهام المتكررة، سمك الألواح ثابتا | أوطأ |
| هيدروليكي | تعويض ثابت معدل بواسطة CNC | الإنتاج العام، بسماكات متنوعة | منتصف |
| هيدروليكي ديناميكي | تعديل الوقت الحقيقي أثناء الضربة | إنتاج مختلط ومتطلبات عالية الدقة | أعلى |
بالنسبة للآلات التي تعمل بسماكات ألواح مختلطة بطول 200 طن فأكثر، فإن التلوين الهيدروليكي الديناميكي هو المواصفة الصحيحة. يعوض في الوقت الحقيقي عن التغيرات في المواد — مثل سمكة، وتفاوت قوة الشد، وفروق الصلابة — التي لا تستطيع أنظمة التلوين الثابتة معالجتها. للتحكم في محور CNC في مقياس الخلفية للدقة الموضعية على اللوحة السميكة، انظردليل القياس الخلفي ذو 4 محاور مقابل 8 محاور.
التوج الديناميكي لإنتاج الصفائح السميكة المختلطة
يراقب التوج الديناميكي المقاومة أثناء الانحناء ويضبط ضغط الأسطوانة التعويضية أثناء الشوط. وهذا أمر بالغ الأهمية عند تشغيل لوح 15 مم و25 مم على نفس الناقل — كل منهما يتطلب تعويض مختلف عن التراجع، ولا يمكن ضبط نظام ثابت مسبقا إلا لواحد فقط.
حدود السماكة الخاصة بالمادة حسب فئة الحمولة
يوضح هذا الجدول أقصى سمك للألواح حسب حمولة الآلة لثني الهواء عند أطوال الأسرة القياسية. القيم مبنية على صيغ معيارية في الصناعة.
| فئة الحمولة | ماكس ميلد ستيل (مم) | ماكس ستانلس ستيل (مم) | ماكس ألمنيوم (مم) |
|---|---|---|---|
| 100T | 6 | 3–4 | 10–12 |
| 160 طن | 8 | 4–5 | 14–16 |
| 200T | 10–12 | 5–6 | 18–20 |
| 400T | 18–20 | 9–10 | 30–35 |
| 600T | 25–28 | 12–15 | 40–45 |
| 800T | 30–40 | 18–20 | 50 |
بالنسبة للفولاذ المقاوم للصدأ بأي سمك، اختر الفئة التالية من الحمولة المتقدمة من حساب الفولاذ الطلي. لمواصفات الطراز الذي يزن 600 طن، انظرصفحة فرامل CNC بوزن 600 طن. هذه قيم لتحكم الهواء. يتطلب ثني القاع أو سك نفس المادة 4–10× الحمولة المذكورة.
الميزات الرئيسية للآلة التي يجب تحديدها لعمل الألواح السميكة
قبل التواصل مع أي مورد، تأكد من تضمين هذه الميزات في المواصفات:
- الدفع الهيدروليكي — تفتقر فرامل الضغط الكهربائية إلى القوة المستمرة لدورات ثني الألواح السميكة المتكررة؛ يظل الهيدروليكي الخيار الصحيح لأعمال الألواح الثقيلة
- الحمولة المصنفة مع 20٪ من المخزن — احسب متطلب الوظيفة القصوى أولا، ثم أضف 20٪ قبل اختيار فئة الحمولة
- نظام التتويج الهيدروليكي — تتويج ديناميكي للإنتاج المختلط؛ ميكانيكية للوظائف المتكررة المخصصة
- طول السرير مطابقا لأقصى طول للجزء — ليس متوسط طول الوظيفة
- مقياس CNC الخلفي مع أربعة محاور على الأقل — الدقة في الموقع حاسمة عند التعامل مع الصفائح الثقيلة؛ تكلفة الخطأ البشري على الآلات اليدوية
- التحكم بالألياف CNC مع تصحيح الزاوية — أنظمة Delem DA66S، DA66T، أو ESA S860 هي أنظمة مثبتة لعمل الألواح السميكة مع تعويض النوابض المدمجة
- أدوات ثقيلة التصنيف لمقاومة شد المواد — يمكن أن يصل الفولاذ الهيكلي إلى 550 ميغاباسكال؛ أكد درجة التجهيز مع المورد الخاص بك
للحصول على مواصفات وميزات وحدة تحكم ESA، راجعاضغط على الفرامل مع صفحة وحدة تحكم ESA.
فرامل ضغط الصفائح السميكة من RAGOS
تغطي فرامل RAGOS الهيدروليكية الثقيلة النطاق من 100 إلى 600 طن — جميعها مجهزة بأنظمة ريكسروث الهيدروليكية وأنظمة تحكم ديليم CNC كمعيار قياسي. يتم تضمين التتويج الهيدروليكي الديناميكي في جميع الطرازات بوزن 200 طن وما فوق. من خلال تجربتنا، أكثر خطأ يرتكبه المشترون هو اختيار الحمولة بناء على متوسط عملهم، وليس حسب متطلبات الصفائح السماكة. لا يمكن شد الآلة التي تم شراؤها لعمل 10 مم لتحمل 20 مم بشكل موثوق، حتى أحيانا.
عندما يشارك العملاء مواصفات الألواح — نوع المادة، السماكة، طول الانحناء، وطريقة الانحناء — يقدم فريقنا الفني توصية مكتوبة عن الحمولة والآلة قبل أي التزام شراء. بالنسبة للأعمال متعددة الأغراض في الألواح الثقيلة،فرامل الضغط CNC 100T للفولاذهي نقطة انطلاق مثبتة. بالنسبة للتطبيقات الإنشائية والبحرية،نطاق فرامل الضغط الثقيلةيغطي 200 طن إلى 600 طن.
هل أنت مستعد لتحديد جهازك؟شارك سمك اللوحة والمادة وطول الانحناء — سنؤكد الطباعة على فئة الحمولة والآلة كتابيا.
الأسئلة المتكررة
س1: ما هي فرامل الضغط التي أحتاجها لثني الألواح السميكة؟
استخدم الصيغة P (kN) = 650 × S² × L / V لحساب الحمولة المطلوبة للصلب الطري. للوحة 20 مم على ارتفاع 3 أمتار مع قالب V 200 مم، تحتاج ~390 طن. أضف 20٪ من الأمان قبل اختيار فئة الآلة. بالنسبة للفولاذ المقاوم للصدأ، اضرب النتيجة في 1.5–2×. للحصول على مرجع مفصل، راجعدليل فتح القوالب والحمولة.
س2: ما هو الحد الأدنى لفتحة القالب V للصفيحة السميكة؟
يجب أن يكون فتحة القالب V 8–10× سمك اللوحة. بالنسبة للوحة 20 مم، استخدم فتحة بحجم 160–200 مم. القالب الضيق جدا يزيد من القوة المطلوبة، ويخاطر بتلف الأدوات، ويضع علامة على سطح اللوحة. القوالب الأعرض تقلل من الحمولة المطلوبة لكنها تزيد من نصف قطر الانحناء الداخلي. لسياق تطبيق الألواح السميكة، راجعدليل ثني الصفائح الغلاية.
س3: لماذا يتطلب الأمر التتويج الهيدروليكي لمكابح الضغط السميكة ذات الصفيح؟
تحت الحمل الثقيل، تنحرف شعاع فرامل الضغط للأسفل عند المركز. ينتج عن ذلك زاوية مفتوحة على منتصف الطول وزاوية مغلقة عند نهايات قطعة العمل الطويلة. يطبق التلوين الهيدروليكي قوة عوضية للأعلى على القاعدة، مما يحافظ على زاوية انحناء منتظمة من طرف إلى آخر. إنه ضروري على الأسرة التي يزيد ارتفاعها عن 2.5 متر أو على الآلات التي تزن 80 طنا. لفهم كيف يحسن التحكم في محاور CNC الدقة بشكل أكبر، راجعمقارنة بين المقياس الخلفي ذو 4 محاور و8 محاور.
س4: هل يمكن لفرامل الضغط تزن 200 طن أن تنحني صفيحة فولاذية معتدلة بحجم 20 مم؟
A 200-ton press brake can bend 20mm mild steel at approximately 1–1.5m bend length using air bending with a 200mm V-die. At 3m length, the required force is ~390 tons — beyond a 200-ton machine's safe capacity. Always calculate using P = 650 × S² × L / V before committing to a tonnage class. For heavy-gauge applications, view our مواصفات فرامل الضغط CNC بوزن 600 طن.
س5: ما هو الحد الأقصى لسمك اللوحة الذي يمكن لفرامل الضغط التعامل معه؟
يمكن لمكابح الضغط عالية الحمولة بوزن 3000 طن أو أكثر ثني صفائح فولاذية تصل سمكها إلى 150 مم في التطبيقات البحرية والهيكلية. بالنسبة لمعظم ورش التصنيع، تكون الآلات في نطاق لوحة مقبض تتراوح بين 20–50 مم بشكل موثوق. يعتمد الحد العملي على الحمولة المصنفة، وصلابة القاعدة، ومواصفات الأدوات. تتعامل مكابح المكبس الهيدروليكية CNC مع معادن سميكة تتراوح بين 10 مم و20 مم في فئة 300–1000 طن. عرض لنانطاق فرامل الضغط الثقيلةلمواصفات السعة الكاملة.
حدد الوضع بشكل صحيح. انحنها إلى اليمين.
ثلاثة قرارات تحدد النجاح مع ثني الصفائح السميكة. أولا، احسب الحمولة المطلوبة باستخدام P = 650 × S² × L / V — ثم أضف 20٪ من المخزن قبل اختيار فئة الآلة. ثانيا، حدد نظام تاج هيدروليكي مطابق لطول السرير ومزيج الإنتاج. ثالثا، اضبط فتحة القالب V على 8–10× وسمك اللوحة وتأكد من أن نصف قطر أنف الثقب ليس أصغر من سمك اللوحة. تقضي هذه الخطوات الثلاث على أكثر مصادر خطأ الزوايا، والانحراف، وفشل الأدوات شيوعا في أعمال الألواح السميكة. خطوتك التالية: شارك مواصفات اللوحة — المادة، السماكة، وطول الانحناء — مع فريق RAGOS الفني واحصل على توصية مكتوبة بآلة قبل الشراء.

