













Pressbremse für dicke Plattenbiegung: Vollständiger Käuferleitfaden
Die Wahl einer Pressbremse für das Biegen von dicken Platten beginnt mit einer Tonnageberechnung – nicht mit einem Produktkatalog. Dicke Platte (10mm und höher) verhält sich grundlegend anders als Blech. Es erfordert mehr Kraft, Spezifische Werkzeuge, und eine Strahlablenkungskompensation, die die meisten Allzweckmaschinen einfach nicht liefern können. Wenn du die Spezifikation falsch hast, hast du Winkelfehler, Werkzeugausfall, und Maschinenschäden. Dieser Leitfaden gibt dir die genaue Formel zur Berechnung deiner benötigten Tonnage, eine V-Stempel-Auswahlregel, Ein Entscheidungsleitfaden für das Crowning System, und eine materialspezifische Dickengrenzentabelle – alles, was man braucht, um die richtige Maschine zu spezifizieren. Zum Anwendungskontext, Siehe unsereKesselplatten-Biegeführer Für reale Anwendungen mit dicken Platten.
Wie viel Tonnage benötigt das Biegen dicker Platten tatsächlich?
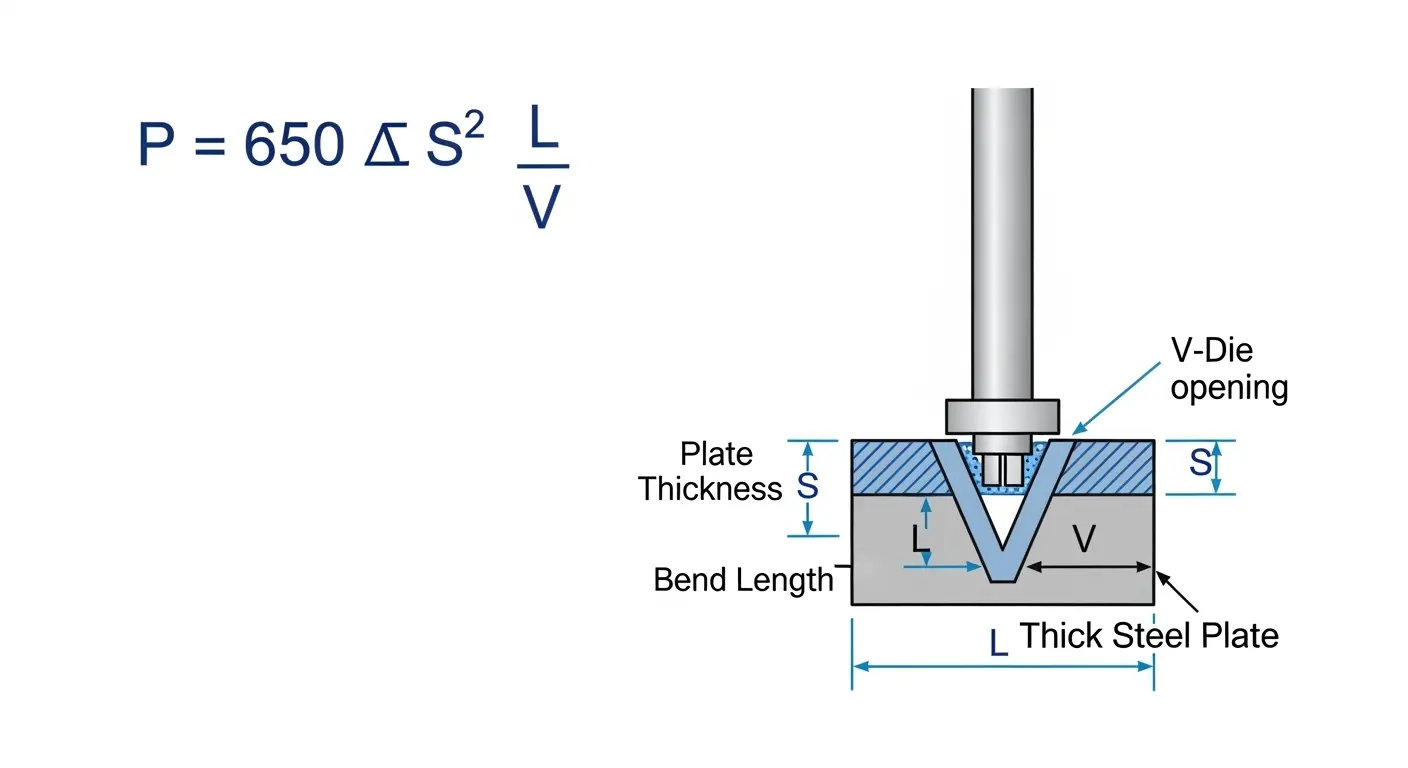
Für dicke Platten, Die Tonnage ist die erste bestätigte Zahl – und die am häufigsten unterschätzte. Die Standardformel für Weichstahl (Metrik) ist:
P (kN) = 650 × S² × L / V
Wobei: S = Plattendicke (Mm), L = Biegelänge (m), V = V-Chip-Öffnungsbreite (Mm).
| Plattendicke (Mm) | Bieglänge (m) | V-Die-Eröffnung (Mm) | Erforderliche Tonnage (kN) | Erforderliche Tonnage (Tonnen) |
|---|---|---|---|---|
| 10 | 3 | 100 | 1,950 | ~195 |
| 20 | 3 | 200 | 3,900 | ~390 |
| 25 | 3 | 250 | 4,875 | ~488 |
| 30 | 3 | 300 | 5,850 | ~585 |
Für Edelstahl, multiplizieren Sie das Ergebnis mit 1,5–2×. Für Aluminium, der Multiplikator beträgt ungefähr 0,5×. Füge immer ein hinzu 20% Sicherheitspuffer auf die berechnete Zahl.
Warum dicke Platten mehr verlangen, als Sie erwarten
Ein 10% Eine Erhöhung der Plattendicke erfordert ungefähr 20% Mehr Biegedruck. Das bedeutet, dass der Wechsel von 18 mm auf 20 mm Platte keine kleine Anpassung ist – es ist eine 23% Krafterhöhung. Bevor Sie Ihre Maschine auswählen, Bestätige auch deine Biegemethode. Die Prägung erfordert etwa 10 × die Kraft der Luftbiegung bei derselben Dicke. Das Bodenbiegen erfordert etwa 4 ×. Spezifiere zuerst deine Methode an – dann berechnen Sie es.
V-Die-Öffnung und Werkzeugauswahl für dicke Platten
Die V-Stanzen-Öffnung steuert direkt die benötigte Tonnage, Biegeradius, und Oberflächenbehandlung. Für dicke Platten, Die Regel lautet: V-Die-Öffnung = 8–10× die Plattendicke.
| Plattendicke (Mm) | Empfohlene V-Die-Öffnung (Mm) | Auswirkungen auf die Tonnage |
|---|---|---|
| 10 | 80–100 | Standardberechnung |
| 15 | 120–150 | Standardberechnung |
| 20 | 160–200 | Standardberechnung |
| 25 | 200–250 | Reduziert die benötigte Tonnage im Vergleich zu. narrower die |
| 30 | 240–300 | Breitere Stempel = geringere Tonnage, aber größerer Biegeradius |
Die Verwendung einer zu schmalen Stantrizenöffnung erhöht die benötigte Tonnage, Risiken für Werkzeugbruch, und hinterlässt Druckspuren auf der Plattenoberfläche. Die Verwendung eines zu breiten Radius verringert die Genauigkeit und erzeugt einen größeren inneren Biegeradius als angegeben.
Auch die Rückfederung nimmt mit der Plattendicke zu.. Planen Sie je nach Materialqualität 2–5° Überbiegungskompensation. Hocherträgliche Tragwerksstähle (550 MPa ) Der Rücksprung aggressiver als Standard-Weichstahl. Der Stempelnasenradius sollte nicht kleiner als die Plattendicke sein – ein kleinerer Radius verursacht Oberflächenrisse bei hochfesten Materialien.
Hydraulische Kronung – das Merkmal, das Käufer von dicken Platten nicht überspringen können
Für jede Pressbrems, die dicke Platten biegt, bei 80+ Tonnen oder länger auf einem Bett als 2.5 Meter, Ein Krönungssystem ist nicht optional. Ohne sie, Der Strahl lenkt sich unter Last im Zentrum nach unten ab, und die Biegewinkel variieren über die Teillänge.
Deshalb ist eine Maschine mit der Bewertung von 400 Tonnen können bei einer 4 Meter dicken Platte immer noch inkonsistente Winkel erzeugen – die Bewertung sagt dir die Kraft, nicht die Steifheit.
Mechanisch vs. Hydraulische Krönung
| Krönungstyp | Anpassungsmethode | Am besten für | Relative Kosten |
|---|---|---|---|
| Mechanisch (Keil) | Handbuch/Voreinstellung, Unter Last nicht verstellbar | Wiederholende Berufe, konstante Plattendicke | Senken |
| Hydraulisch | CNC-eingestellt, Statische Kompensation | Allgemeine Produktion, Unterschiedliche Dicken | Mid |
| Dynamische Hydraulik | Echtzeit-Anpassung mitten im Hub | Gemischte Produktion, Hochpräzisionsanforderungen | Höher |
Für Maschinen ab 200 Tonnen mit gemischter Plattendicke, dynamische hydraulische Kronung ist die korrekte Spezifikation. Es kompensiert in Echtzeit Materialvariationen – also Dickentoleranzen, Zugfestigkeitsvariation, und Härteunterschiede – die statische Kronensysteme nicht beheben können. Für CNC-Achsensteuerung des Rückgauge zur Positionsgenauigkeit auf dicker Platte, Siehe unsere4-Achsen- vs. 8-Achsen-Rückspurführer.
Dynamische Krönung für die Herstellung von gemischten dicken Platten
Die dynamische Krönung überwacht den Widerstand während des Biegens und passt den Kompensationszylinderdruck mitten im Hub an. Das ist entscheidend, wenn 15mm- und 25mm-Platten auf derselben Schicht betrieben werden – jede erfordert eine unterschiedliche Kronenkompensation, und ein statisches System kann nur für eine voreingestellt werden.
Materialspezifische Dickengrenzen nach Tonnageklasse
Diese Tabelle zeigt die maximale Plattendicke nach Maschinentonnage für Luftbiegen bei Standardbettlängen. Die Werte basieren auf branchenüblichen Formeln.
| Tonnage-Klasse | Max Mild Steel (Mm) | Max Stainless Steel (Mm) | Max Aluminium (Mm) |
|---|---|---|---|
| 100T | 6 | 3–4 | 10–12 |
| 160T | 8 | 4–5 | 14–16 |
| 200T | 10–12 | 5–6 | 18–20 |
| 400T | 18–20 | 9–10 | 30–35 |
| 600T | 25–28 | 12–15 | 40–45 |
| 800T+ | 30–40 | 18–20 | 50+ |
Für Edelstahl in beliebiger Dicke, Wählen Sie die nächste Tonnageklasse aus Ihrer Weichstahlberechnung aus. Für unsere 600-Tonnen-Modellspezifikationen, Siehe die600-Ton CNC-Pressbremsseite. Das sind Luftbiegewerte. Das Bögen oder Prägen desselben Materials erfordert 4–10 × der angegebenen Tonnage.
Wichtige Maschinenmerkmale, die für dicke Plattenarbeiten spezifiziert werden sollen
Bevor Sie einen Lieferanten kontaktieren,, Bestätigen Sie, dass diese Merkmale in der Spezifikation enthalten sind:
- Hydraulischer Antrieb — elektrische Pressbremsen verfügen nicht über den anhaltenden Kraftausgang für wiederholte Biegezyklen der dicken Platten; Hydraulik bleibt die richtige Wahl für Schwerplattenarbeiten
- Bewertete Tonnage mit 20% Puffer — berechnen Sie zuerst Ihren Spitzenjob, Dann füge ich hinzu 20% vor der Auswahl einer Tonnageklasse
- Hydraulisches Kronensystem — dynamisches Kronen für gemischte Produktion; Maschinenbau für spezialisierte, repetitive Jobs
- Bettlänge entspricht der maximalen Teillänge — nicht die durchschnittliche Jobdauer
- CNC-Nachspur mit Minimum 4 Achsen — Die Positionsgenauigkeit ist beim Umgang mit schweren Platten entscheidend; Menschliches Versagen an manuellen Maschinen kostet Material
- CNC-Steuerung mit Winkelkorrektur — Delem DA66S, DA66T, oder ESA S860 sind bewährte Systeme für dicke Plattenarbeiten mit integrierter Rückfederungskompensation
- Schwerlastwerkzeuge, die auf Materialzugfestigkeit ausgelegt sind — Tragstahl kann reichen 550 MPa; Bestätigen Sie die Werkzeugqualität bei Ihrem Lieferanten
Für ESA-Controller-Spezifikationen und -Funktionen, Siehe unsereDrücken Sie die Bremse mit ESA-Controller-Seite.
Dickblech-Pressbremsen von RAGOS
RAGOS-Schwerdruck-Hydraulikpressbremsen decken den Bereich von 100T bis 600T ab – alle serienmäßig mit Rexroth-Hydrauliksystemen und Delem-CNC-Steuerungen ausgestattet. Dynamische hydraulische Kronung ist bei allen Modellen ab 200 Tonnen enthalten. Nach unserer Erfahrung, Der häufigste Fehler von Käufern ist die Auswahl der Tonnage basierend auf ihrem durchschnittlichen Auftrag, nicht ihre dickste Plattenanforderung. Eine für 10 mm gekaufte Maschine kann nicht zuverlässig gedehnt werden, um 20 mm zu bewältigen., sogar gelegentlich.
Wenn Kunden ihre Plattenspezifikationen teilen – Materialtyp, Dicke, Biegelänge, und Biegemethode – Unser technisches Team liefert eine schriftliche Tonnage- und Maschinenempfehlung vor jeder Kaufvereinbarung. Für allgemeine schwere Plattenarbeit, unsere100T-CNC-Pressbremse für Stahl ist ein bewährter Ausgangspunkt. Für strukturelle und offshore-Anwendungen, dasSchwerlast-Pressbremsbereich Deckt 200T bis 600T .
Bereit, deine Maschine zu spezialisieren? Teile deine Plattendicke, Material, und Biegelänge – wir werden die Tonnage und die Maschinenklasse schriftlich bestätigen.
Häufig gestellte Fragen
F1: Welche Tonnage-Press-Bremse brauche ich für das Biegen von dicken Platten?
Verwenden Sie die Formel P (kN) = 650 × S² × L / V zur Berechnung der erforderlichen Tonnage für Weichstahl. Für 20 mm Platte bei 3 m mit einem 200 mm V-Die, Du brauchst ~390 Tonnen. Hinzufügen 20% Sicherheitspuffer vor der Auswahl einer Maschinenklasse. Für Edelstahl, multiplizieren Sie das Ergebnis mit 1,5–2×. Für eine ausführliche Referenz, Siehe unsereStempelöffnung und Tonnageführer.
F2: Was ist die minimale V-Die-Öffnung für dicke Platten.?
Die V-Die-Öffnung sollte 8–10 % der Plattendicke betragen×. Für 20 mm Platte, Verwenden Sie eine 160–200 mm Öffnung. Ein zu schmaler Würfel erhöht die erforderliche Kraft, Risiken für Werkzeugschäden, und markiert die Plattenoberfläche. Breitere Werkzeuge senken die benötigte Tonnage, vergrößern aber den inneren Biegeradius. Für den Kontext zur Anwendung von dicken Platten, Siehe unsereKesselplatten-Biegeführer.
F3: Warum ist eine hydraulische Kronung für dicke Plattenpressen erforderlich??
Unter schwerer Last, Der Pressbremsbalken lenkt sich in der Mitte nach unten ab. Dies erzeugt einen offenen Winkel an mittlerer Länge und einen geschlossenen Winkel an den Enden eines langen Werkstücks. Hydraulische Krönung übt eine kompensierende Aufwärtskraft auf das Bett aus, Aufrechterhaltung eines gleichmäßigen Biegewinkels von Ende zu Ende. Es ist unerlässlich bei Betten über 2,5 m oder bei Maschinen 80+ Tonnen. Um zu verstehen, wie CNC-Achsensteuerung die Genauigkeit weiter verbessert, Siehe unsere4-Vergleich von Achse zu 8-Achsen-Rückspur.
F4: Kann eine 200-Tonnen-Pressbremse eine 20 mm weiche Stahlplatte biegen?
Eine 200-Tonnen-Pressbremse kann 20 mm Weichstahl in etwa 1–1,5 m Biegelänge durch Luftbiegen mit einem 200 mm V-Chip biegen. Mit einer Länge von 3 m, Die erforderliche Kraft beträgt ~390 Tonnen – über der sicheren Kapazität einer 200-Tonnen-Maschine hinaus. Berechnen Sie immer mit P = 650 × S² × L / V, bevor er sich für eine Tonnageklasse verpflichtet. Für schwere Anwendungen, Sehen Sie uns an600-Technische Spezifikationen für CNC-Pressbremsen.
F5: Wie hoch ist die maximale Plattendicke, die eine Pressbremse bewältigen kann.?
Pressbremsen mit hoher Tonnage bei 3,000 Tonnen und mehr können Stahlplatten bis zu 150 mm Dicke in offshore- und strukturellen Anwendungen verbiegen. Für die meisten Fertigungswerkstätten, Maschinen im Bereich 400–800 Tonnen Griffplatte von 20–50 mm zuverlässig. Die praktische Grenze hängt von der angegebenen Tonnage ab, Bettsteifigkeit, und Werkzeugspezifikation. CNC-Hydraulikpressbremsen handhaben dicke Metalle von 10 mm bis 20 mm in der Klasse 300–1.000 Tonnen. Sehen Sie sich unsere anSchwerlast-Pressbremsbereich für Spezifikationen mit voller Kapazität.
Spezialisiere es richtig. Biegen es nach rechts.
Drei Entscheidungen entscheiden den Erfolg beim Biegen der dicken Platten. Erste, berechnen Sie Ihre benötigte Tonnage mit P = 650 × S² × L / V — dann füge ein 20% puffern, bevor eine Maschinenklasse ausgewählt wird. Sekunde, Spezifizieren Sie ein hydraulisches Krönungssystem, das auf Ihre Bettlänge und Ihren Produktionsmix abgestimmt ist. Dritte, Stellen Sie Ihre V-Die-Öffnung auf 8–10 × Ihre Plattendicke ein und stellen Sie sicher, dass der Stanznasenradius nicht kleiner als die Plattendicke ist. Diese drei Schritte beseitigen die häufigsten Quellen für Winkelfehler, Durchbiegung, und Werkzeugversagen bei dicken Platten. Dein nächster Schritt: Teilen Sie Ihre Plattenspezifikation — Material, Dicke, und Bieglänge – mit dem RAGOS-Technikteam und vor dem Kauf eine schriftliche Maschinenempfehlung einholen.

