













Freno de presión para doblar placas gruesas: Guía completa del comprador
Elegir un freno de presión para doblar placas gruesas comienza con un cálculo de tonelaje, no con un catálogo de productos. Placa gruesa (10mm y superiores) se comporta de forma fundamentalmente diferente a la chapa metálica. Exige más fuerza, Herramientas específicas, y compensación de desviación del haz que la mayoría de las máquinas de uso general simplemente no pueden ofrecer. Si te equivocas en la especificación, te encuentras con errores de ángulo, Fallo en el ferramentado, y daños en máquinas. Esta guía te da la fórmula exacta para calcular el tonelaje requerido, una regla de selección de dados V, Guía de Decisión del Sistema de Corona, y una tabla de límites de grosor específica por material — todo lo necesario para especificar la máquina adecuada. Para contexto de la aplicación, ver nuestroGuía de flexión de la placa de caldera para casos reales de uso de placas gruesas.
¿Cuánto tonelaje requiere realmente el doblado de placas gruesas??
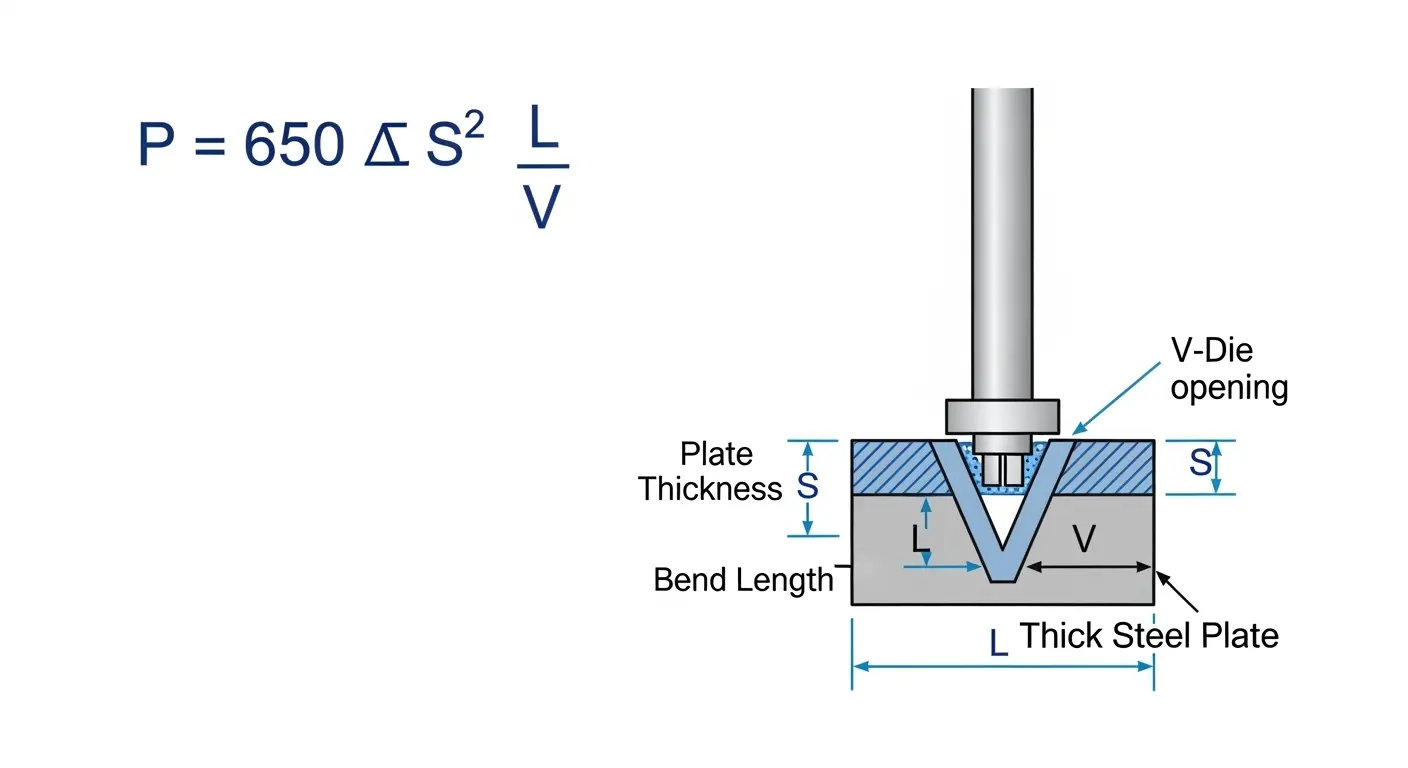
Para placa gruesa, El tonelaje es el primer número en confirmarse — y el más comúnmente subestimado. La fórmula estándar para acero dulce (Métrica) es:
P (kN) = 650 × S² × L / V
Donde: S = grosor de placa (mm), L = longitud de curva (m), V = Ancho de apertura del chip V (mm).
| Grosor de la placa (mm) | Longitud de la curvatura (m) | Apertura V-Die (mm) | Tonelaje requerido (kN) | Tonelaje requerido (Toneladas) |
|---|---|---|---|---|
| 10 | 3 | 100 | 1,950 | ~195 |
| 20 | 3 | 200 | 3,900 | ~390 |
| 25 | 3 | 250 | 4,875 | ~488 |
| 30 | 3 | 300 | 5,850 | ~585 |
Para acero inoxidable, multiplica el resultado por 1,5–2×. Para aluminio, El multiplicador es aproximadamente 0,5×. Siempre añade un 20% Buffer de seguridad respecto a la cifra calculada.
Por qué una placa gruesa exige más de lo que esperas
Un 10% El aumento del espesor de la placa requiere aproximadamente 20% Más presión de flexión. Esto significa que pasar de una placa de 18 mm a una de 20 mm no es un ajuste menor, sino que es una 23% Aumento de la fuerza. Antes de seleccionar tu máquina, También confirma tu método de flexión. La acuñación requiere aproximadamente el 10× de la fuerza de flexión del aire con el mismo grosor. Doblado por abajo requiere unas 4×. Especifica primero tu método — luego calcula.
Apertura y selección de herramientas para troqueles en V para placas gruesas
La apertura del troquel en V controla directamente el tonelaje requerido, Radio de curvatura, y acabado superficial. Para placa gruesa, La regla es: Apertura del chip en V = 8–10× el grosor de la placa.
| Grosor de la placa (mm) | Apertura recomendada de V-Die (mm) | Efecto en el tonelaje |
|---|---|---|
| 10 | 80–100 | Cálculo estándar |
| 15 | 120–150 | Cálculo estándar |
| 20 | 160–200 | Cálculo estándar |
| 25 | 200–250 | Reduce el tonelaje requerido frente a. más estrecha la |
| 30 | 240–300 | Matriz más ancha = menor tonelaje pero mayor radio de curvatura |
Usar una abertura de troquel demasiado estrecha aumenta el tonelaje requerido, Riesgos de fractura por herramientas, y deja marcas de presión en la superficie de la placa. Usar uno demasiado ancho reduce la precisión y produce un radio de curvatura interior mayor del especificado.
El retroceso también aumenta con el grosor de la placa. Planifica una compensación de sobreflexión de 2–5° dependiendo de la calidad del material. Aceros estructurales de alto rendimiento (550 MPa ) Springback de forma más agresiva que el acero dulce estándar. El radio de la punta de punzón no debe ser menor que el grosor de la placa: un radio menor provoca grietas superficiales en materiales de alta resistencia.
Coronado hidráulico — La característica de placas gruesas que los compradores no pueden pasar por alto
Para cualquier freno de presión que dobla, placa gruesa en 80+ toneladas o en una cama más larga que 2.5 Metros, Un sistema de corona no es opcional. Sin ella, El haz se desvía hacia abajo en el centro bajo carga, y los ángulos de flexión varían a lo largo de la pieza.
Por eso una máquina está calificada como 400 Las toneladas aún pueden producir ángulos inconsistentes en una placa de 4 metros de grosor — la clasificación indica la fuerza, no rigidez.
Mecánico vs. Coronación hidráulica
| Tipo de corona | Método de ajuste | Mejor para | Coste relativo |
|---|---|---|---|
| Mecánico (cuña) | Manual/preajuste, No ajustable bajo carga | Trabajos repetitivos, Espesor de placa constante | Bajar |
| Hidráulico | Ajuste CNC, Compensación estática | Producción general, Espesores variados | Mid |
| Hidráulico dinámico | Ajuste en tiempo real a mitad de la carrera | Producción mixta, Requisitos de alta precisión | Superior |
Para máquinas de 200T o superiores que funcionan con espesores de placas mixtas, La corona hidráulica dinámica es la especificación correcta. Compensa en tiempo real las variaciones de materiales — tolerancias de grosor, Variación de resistencia a la tracción, y diferencias de dureza — que los sistemas de coronado estático no pueden abordar. Para el control del eje CNC del calibre trasero para precisión posicional sobre placas gruesas, ver nuestro4-Eje vs guía de gáliba trasera de 8 ejes.
Coronado dinámico para la producción de placas mixtas gruesas
La corona dinámica monitoriza la resistencia durante la flexión y ajusta la presión del cilindro de compensación a mitad de carrera. Esto es fundamental cuando se usa una placa de 15 mm y una de 25 mm en el mismo desplazamiento: cada una requiere una compensación diferente de la coronación, y un sistema estático solo puede ser preestablecido para una.
Límites de espesor específicos por material por clase de tonelaje
Esta tabla muestra el grosor máximo de la placa por tonelaje de máquina para la flexión de aire a longitudes estándar de cama. Los valores se basan en fórmulas estándar de la industria.
| Clase Tonnage | Max Acero Dulce (mm) | Max Acero inoxidable (mm) | Max Aluminum (mm) |
|---|---|---|---|
| 100T | 6 | 3–4 | 10–12 |
| 160T | 8 | 4–5 | 14–16 |
| 200T | 10–12 | 5–6 | 18–20 |
| 400T | 18–20 | 9–10 | 30–35 |
| 600T | 25–28 | 12–15 | 40–45 |
| 800T+ | 30–40 | 18–20 | 50+ |
Para acero inoxidable a cualquier grosor, Selecciona la siguiente clase de tonelaje desde tu cálculo de acero dulce. Para nuestras especificaciones de modelos de 600 toneladas, véase el600-Página del freno de prensa CNC. Estos son valores de control del aire. Curvar el fondo o acuñar el mismo material requiere entre 4 y 10× el tonelaje indicado.
Características clave de la máquina a especificar para trabajo con placas gruesas
Antes de contactar con cualquier proveedor, confirmar que estas características están incluidas en la especificación:
- Accionamiento hidráulico — los frenos de presión eléctricos carecen de la fuerza sostenida para ciclos repetidos de flexión gruesa de placas; La hidráulica sigue siendo la opción correcta para trabajos pesados de placas
- Tonelaje nominal con 20% Buffer — calcula primero tu requisito máximo de trabajo, Luego añade 20% antes de seleccionar una clase de tonelaje
- Sistema hidráulico de coronado — corona dinámica para producción mixta; mecánica para trabajos repetitivos dedicados
- Longitud de la cama ajustada a la longitud máxima de la pieza — no la duración media del puesto
- Retrogálido CNC con mínimo 4 Ejes — la precisión posicional es crítica al manipular placas pesadas; El error humano en máquinas manuales cuesta material
- Control CNC con corrección de ángulo — Delem DA66S, DA66T, o ESA S860 son sistemas probados para trabajos de placas gruesas con compensación de resorte incorporada
- Herramientas de alta resistencia clasificadas para resistencia a la tracción del material — el acero estructural puede alcanzar 550 MPa; Confirma la calidad de las herramientas con tu proveedor
Para especificaciones y características de los controladores ESA, ver nuestroPágina del freno de presión con el controlador ESA.
Frenos de presión de placa gruesa de RAGOS
Los frenos de presión hidráulicos de alta resistencia RAGOS cubren la gama de 100T a 600T — todos equipados con sistemas hidráulicos Rexroth y controles CNC Delem de serie. La coronación hidráulica dinámica está incluida en todos los modelos a partir de 200T. En nuestra experiencia, El error más común que cometen los compradores es seleccionar tonelaje en función de su trabajo medio, no es su requisito de placa más gruesa. Una máquina comprada para trabajos de 10 mm no puede estirarse para manejar 20 mm de forma fiable, incluso ocasionalmente.
Cuando los clientes comparten las especificaciones de su matrícula — tipo de material, espesor, Longitud de curvatura, y método de flexión — Nuestro equipo técnico proporciona un tonelaje por escrito y una recomendación de máquina antes de cualquier compromiso de compra. Para trabajos de planchas pesadas de uso general, nuestro100Freno de prensa CNC T para acero es un punto de partida probado. Para aplicaciones estructurales y offshore, elRango de frenos de presión de alta resistencia cubre de 200T a 600T .
Listo para especificar tu máquina? Comparte el grosor de tu placa, Material, y longitud de curvatura — confirmaremos por escrito el tonelaje y la clase de máquina.
Preguntas frecuentes
Q1: ¿Qué freno de presión de tonelaje necesito para doblar placas gruesas?
Utiliza la fórmula P (kN) = 650 × S² × L / V para calcular el tonelaje requerido para acero dulce. Para placa de 20 mm a 3 m con un chip en V de 200 mm, Necesitas ~390 toneladas. Añadir 20% Buffer de seguridad antes de seleccionar una clase de máquina. Para acero inoxidable, multiplica el resultado por 1,5–2×. Para una referencia detallada, ver nuestroApertura de troqueles y guía de tonelaje.
P2: ¿Cuál es la apertura mínima en el chip en V para placas gruesas??
La abertura del chip en V debe ser del 8–10× el grosor de la placa. Para placa de 20 mm, Usar una abertura de 160–200 mm. Un dado demasiado estrecho aumenta la fuerza requerida, Riesgos de daño en las herramientas, y marca la superficie de la placa. Los troqueles más anchos reducen el tonelaje necesario pero aumentan el radio de curvatura interior. Para el contexto de aplicación de placas gruesas, ver nuestroGuía de flexión de la placa de caldera.
P3: ¿Por qué es necesario un coronado hidráulico en frenos de presión de placa gruesa??
Bajo gran carga, El haz del freno de presión se desvía hacia abajo en el centro. Esto produce un ángulo abierto a media longitud y un ángulo cerrado en los extremos de una pieza larga. La corona hidráulica aplica una fuerza compensatoria hacia arriba sobre la cama, manteniendo un ángulo de flexión uniforme de extremo a extremo. Es esencial en camas de más de 2,5 m o en máquinas en 80+ Toneladas. Entender cómo el control del eje CNC mejora aún más la precisión, ver nuestro4-Comparación de vía trasera entre eje y 8 ejes.
P4: ¿Puede un freno de presión de 200 toneladas doblar una placa de acero dulce de 20 mm??
Un freno de presión de 200 toneladas puede doblar acero blando de 20 mm a una longitud de curvatura aproximada de 1–1,5 m usando dobladura por aire con un chip en V de 200 mm. A 3 m de longitud, La fuerza requerida es de ~390 toneladas — más allá de la capacidad segura de una máquina de 200 toneladas. Calcula siempre usando P = 650 × S² × L / V antes de comprometerse con una clase de tonelaje. Para aplicaciones de vía gruesa, Ver nuestro600-Especificaciones de los frenos de presión CNC.
P5: ¿Cuál es el grosor máximo de placa que puede manejar un freno de presión??
Frenos de presión de alto tonelaje en 3,000 Toneladas o más pueden doblar placas de acero de hasta 150 mm de grosor en aplicaciones offshore y estructurales. Para la mayoría de los talleres de fabricación, máquinas en el rango de 400–800 toneladas manejan una placa de 20 a 50 mm de forma fiable. El límite práctico depende del tonelaje nominal, Rigidez de la cama, y especificación de herramientas. Los frenos de presión hidráulicos CNC manejan metales gruesos de 10 mm a 20 mm en la clase de 300 a 1.000 toneladas. Consulta nuestroRango de frenos de presión de alta resistencia para especificaciones de capacidad total.
Especifícalo bien. Doblátalo a la derecha.
Tres decisiones determinan el éxito con el doblado de placas gruesas. Primero, calcula tu tonelaje requerido usando P = 650 × S² × L / V — luego añadir una 20% búfer antes de seleccionar una clase de máquina. Segundo, Especifica un sistema hidráulico de coronado adaptado a la longitud de tu cama y mezcla de producción. Tercero, Ajusta la abertura del chip en V entre 8 y 10× el grosor de la placa y confirma que el radio de la punta del punzón no es menor que el grosor de la placa. Estos tres pasos eliminan las fuentes más comunes de error angular, deflexión, y fallo de herramientas en trabajos de placas gruesas. Tu siguiente paso: Comparte la especificación de tu placa — Material, espesor, y la longitud de flexión — con el equipo técnico de RAGOS y obtener una recomendación escrita de máquina antes de la compra.

