













Frein à pression pour pliage de plaque épaisse: Guide complet de l’acheteur
Le choix d’un frein à pression pour plier les plaques épaisses commence par un calcul de tonnage — pas par un catalogue de produits. Plaque épaisse (10mm et plus) se comporte fondamentalement différemment de la tôle. Cela demande plus de force, Outillages spécifiques, et la compensation de déviation du faisceau que la plupart des machines polyvalentes ne peuvent tout simplement pas fournir. Si vous vous trompez de spécification, vous faites face à des erreurs d’angle, Défaillance de l’outillage, et dommages mécaniques. Ce guide vous donne la formule exacte pour calculer votre tonnage requis, une règle de sélection des dés V, Guide de décision du système de couronnement, et un tableau de limites d’épaisseur spécifique au matériau — tout ce dont vous avez besoin pour spécifier la bonne machine. Pour contexte applicatif, voir notreGuide de flexion de la plaque chaudière pour les cas réels de plaques épaisses.
Combien de tonnage nécessite réellement le pliage épais de plaques?
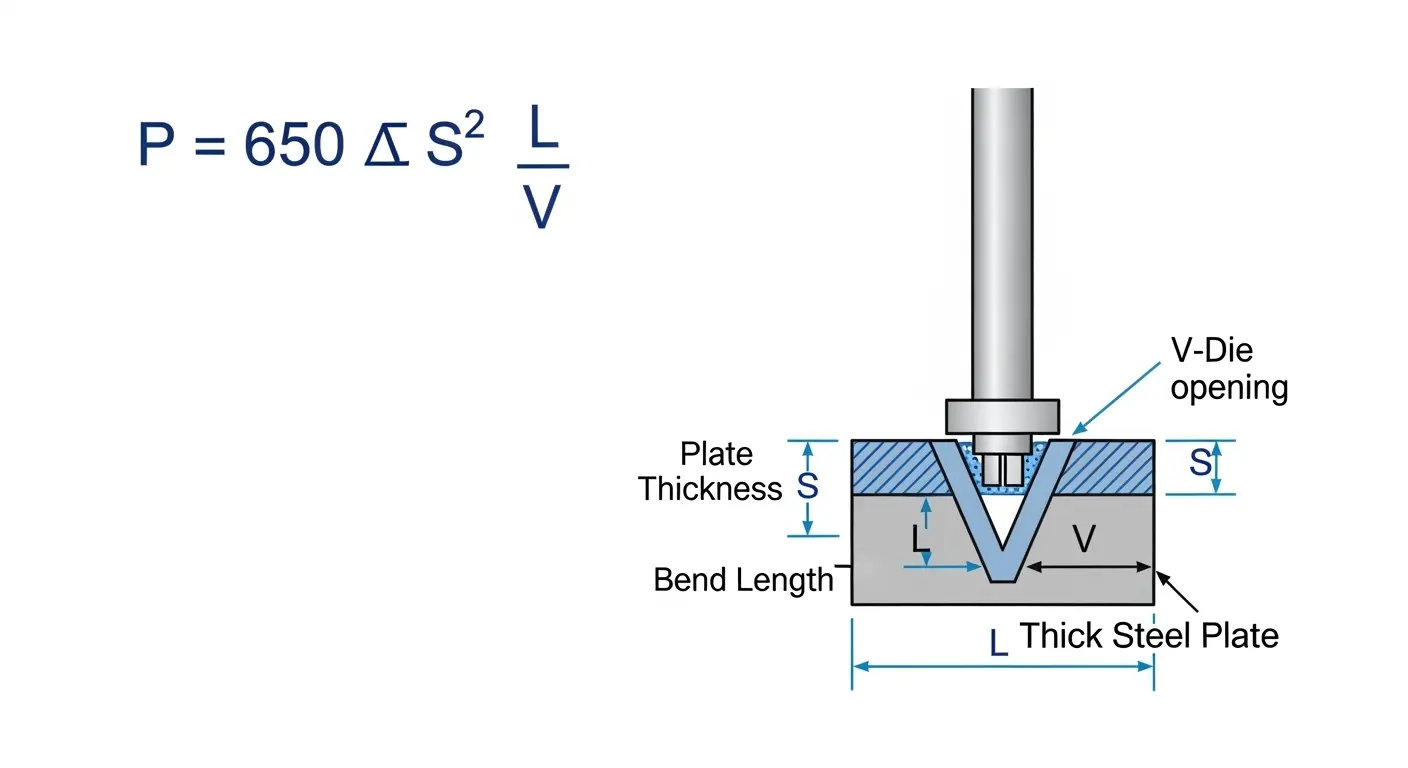
Pour une plaque épaisse, Le tonnage est le premier chiffre à confirmer — et le plus souvent sous-estimé. La formule standard pour l’acier doux (Métrique) est:
P (kN) = 650 × S² × L / V
Où: S = épaisseur de la plaque (mm), L = longueur de courbe (m), V = largeur d’ouverture de la puce V (mm).
| Épaisseur de la plaque (mm) | Longueur de la courbe (m) | Ouverture V-Die (mm) | Tonnage requis (kN) | Tonnage requis (Tonnes) |
|---|---|---|---|---|
| 10 | 3 | 100 | 1,950 | ~195 |
| 20 | 3 | 200 | 3,900 | ~390 |
| 25 | 3 | 250 | 4,875 | ~488 |
| 30 | 3 | 300 | 5,850 | ~585 |
Pour l’acier inoxydable, multipliez le résultat par 1,5–2×. Pour l’aluminium, Le multiplicateur est d’environ 0,5×. Ajoutez toujours un 20% Tampon de sécurité par rapport au chiffre calculé.
Pourquoi une plaque épaisse demande plus que ce que vous pensez
Un 10% L’augmentation de l’épaisseur de la plaque nécessite environ 20% Plus de pression de flexion. Cela signifie que passer de la plaque de 18 mm à une plaque de 20 mm n’est pas un ajustement mineur — c’est un 23% Augmentation de force. Avant de choisir votre machine, Confirme aussi ta méthode de pliage. La fabrication nécessite environ 10 × de la force de courbure de l’air à la même épaisseur. La courbure du bas nécessite environ 4×. Spécifiez d’abord votre méthode — puis calculez.
Ouverture de la puce en V et sélection des outillages pour une plaque épaisse
L’ouverture en V contrôle directement le tonnage requis, Rayon de courbure, et finition de surface. Pour une plaque épaisse, La règle est: Ouverture de la puce V = 8–10× l’épaisseur de la plaque.
| Épaisseur de la plaque (mm) | Ouverture recommandée pour la dépression en V (mm) | Effet sur le tonnage |
|---|---|---|
| 10 | 80–100 | Calcul standard |
| 15 | 120–150 | Calcul standard |
| 20 | 160–200 | Calcul standard |
| 25 | 200–250 | Réduit le tonnage requis vs. plus étroit |
| 30 | 240–300 | Puce plus large = tonnage plus faible mais rayon de courbure plus grand |
Utiliser une ouverture de matrice trop étroite augmente le tonnage nécessaire, Risques de fracture de l’outillage, et laisse des marques de pression à la surface de la plaque. En utiliser un trop large réduit la précision et produit un rayon de flexion intérieur plus grand que celui spécifié.
Le retour à ressort augmente également avec l’épaisseur de la plaque. Prévoyez une compensation de surflexion de 2 à 5° selon la teneur du matériau. Aciers de structure à haut rendement (550 MPa ) Un rebond plus agressif que l’acier doux standard. Le rayon du nez du punch ne doit pas être inférieur à l’épaisseur de la plaque — un rayon plus petit provoque des fissures de surface sur les matériaux à haute résistance.
Couronnement hydraulique — la caractéristique que les acheteurs de plaques épaisses ne peuvent pas ignorer
Pour tout frein à pression pliant, une plaque épaisse à 80+ Des tonnes ou sur un lit plus long que 2.5 Mètres, Un système de couronnement n’est pas optionnel. Sans lui, Le faisceau se dévie vers le bas au centre sous charge, et les angles de flexion varient sur toute la longueur de la pièce.
C’est pourquoi une machine est classée à 400 Les tonnes peuvent encore produire des angles irréguliers sur une plaque de 4 mètres d’épaisseur — la classification indique la force, Pas rigidité.
Mécanique vs. Couronnement hydraulique
| Type de couronnement | Méthode d’ajustement | Meilleur pour | Coût relatif |
|---|---|---|---|
| Mécanique (coin) | Manuel/préréglage, Non réglable sous charge | Tâches répétitives, Épaisseur de plaque constante | Baisser |
| Hydraulique | Ajusté par CNC, Compensation statique | Production générale, Épaisseurs variées | Mid |
| Hydraulique dynamique | Réglage en temps réel en milieu de course | Production mixte, exigences de haute précision | Supérieur |
Pour les machines de 200 T et plus fonctionnant à épaisseur de plaques mixtes, Le couronnement hydraulique dynamique est la bonne spécification. Il compense en temps réel les variations du matériau — tolérances d’épaisseur, Variation de la résistance à la traction, et les différences de dureté — que les systèmes de couronnement statiques ne peuvent pas résoudre. Pour le contrôle de l’axe CNC de la jauge arrière pour la précision de position sur une plaque épaisse, voir notre4-Axe vs Guide arrière-jauge 8 axes.
Couronnement dynamique pour la production de plaques épaisses mixtes
Le couronnement dynamique surveille la résistance lors de la flexion et ajuste la pression du cylindre de compensation en plein cours de course. C’est crucial lorsqu’on utilise des plaques de 15 mm et de 25 mm sur le même décalage — chacune nécessite une compensation de couronnement différente, et un système statique ne peut être prédéfini que pour un seul.
Limites d’épaisseur spécifiques au matériau par classe de tonnage
Ce tableau montre l’épaisseur maximale de la plaque par tonnage de machine pour la flexion de l’air à des longueurs de lit standard. Les valeurs sont basées sur des formules standard du secteur.
| Classe Tonnage | Max Acier doux (mm) | Max Acier inoxydable (mm) | Max Aluminium (mm) |
|---|---|---|---|
| 100T | 6 | 3–4 | 10–12 |
| 160T | 8 | 4–5 | 14–16 |
| 200T | 10–12 | 5–6 | 18–20 |
| 400T | 18–20 | 9–10 | 30–35 |
| 600T | 25–28 | 12–15 | 40–45 |
| 800T+ | 30–40 | 18–20 | 50+ |
Pour l’acier inoxydable à n’importe quelle épaisseur, Sélectionnez la classe de tonnage suivante à partir de votre calcul sur l’acier doux. Pour nos spécifications de modèle de 600 tonnes, voir le600-Page de frein à pression CNC en tonne. Ce sont les valeurs de maîtrise de l’air. La courbure par le fond ou la création du même matériau nécessite 4 à 10 × du tonnage indiqué.
Caractéristiques clés de la machine à spécifier pour le travail sur plaques épaisses
Avant de contacter un fournisseur, Confirmez que ces caractéristiques sont incluses dans la spécification:
- Entraînement hydraulique — les freins à pression électriques ne disposent pas de force soutenue pour des cycles répétés de flexion de plaques épaisses; L’hydraulique reste le choix correct pour le travail sur plaques lourdes
- Tonnage nominal avec 20% Tampon — calculer d’abord votre exigence de poste maximale, Puis ajoutez 20% avant de sélectionner une classe de tonnage
- Système de couronnement hydraulique — couronnement dynamique pour la production mixte; mécanique pour les tâches répétitives dédiées
- Longueur du plateau correspondue à la longueur maximale de la pièce — pas la durée moyenne des emplois
- Écartement inverse CNC avec un minimum 4 Axes — la précision positionnelle est cruciale lors de la manipulation de plaques lourdes; L’erreur humaine sur les machines manuelles coûte du matériel
- Contrôle CNC avec correction d’angle — Delem DA66S, DA66T, ou ESA S860 sont des systèmes éprouvés pour le travail sur plaques épaisses avec compensation de reculement intégrée
- Outillages robustes évalués pour la résistance à la traction du matériau — l’acier de structure peut atteindre 550 MPa; Vérifiez la qualité des outillages avec votre fournisseur
Pour les spécifications et fonctionnalités des contrôleurs ESA, voir notrepage sur frein à pression avec contrôleur ESA.
Freins à pression à plaque épaisse de RAGOS
Les freins à pression hydrauliques lourds RAGOS couvrent la gamme de 100T à 600T — tous équipés de systèmes hydrauliques Rexroth et de commandes CNC Delem de série. Le couronnement hydraulique dynamique est inclus sur tous les modèles à partir de 200T et plus. D’après notre expérience, L’erreur la plus courante des acheteurs est de choisir le tonnage en fonction de leur travail moyen, Pas leur exigence de plaque la plus épaisse. Une machine achetée pour le travail de 10 mm ne peut pas être étirée pour supporter de manière fiable le 20 mm, Même occasionnellement.
Lorsque les clients partagent les spécifications de leur plaque — type de matériau, épaisseur, Longueur de courbe, et méthode de flexion — Notre équipe technique fournit un tonnage écrit et une recommandation de machine avant tout engagement d’achat. Pour le travail polyvalent en plaques lourdes, notre100Frein à pression CNC T pour acier est un point de départ éprouvé. Pour les applications structurelles et offshore, lePlage de freins à pression renforcés couvre les 200T à 600T .
Prêt à spécifier votre machine? Partagez l’épaisseur de votre plaque, Matériel, et longueur de courbure — nous confirmerons par écrit le tonnage et la classe de machines.
Questions fréquemment posées
Q1: Quel frein à pression à tonnage dois-je utiliser pour plier une plaque épaisse?
Utiliser la formule P (kN) = 650 × S² × L / V pour calculer le tonnage requis pour l’acier doux. Pour une plaque de 20 mm à 3 m avec une puce en V de 200 mm, Il vous faut ~390 tonnes. Ajouter 20% Tampon de sécurité avant de sélectionner une classe machine. Pour l’acier inoxydable, multipliez le résultat par 1,5–2×. Pour une référence détaillée, voir notreGuide d’ouverture de la matrice et de tonnage.
Q2: Quelle est l’ouverture minimale de la puce en V pour une plaque épaisse?
L’ouverture de la puce en V doit être de 8 à 10× l’épaisseur de la plaque. Pour une plaque de 20 mm, Utiliser une ouverture de 160 à 200 mm. Un dé trop étroit augmente la force requise, Risques d’endommage des outils., et marque la surface de la plaque. Les coins plus larges réduisent le tonnage nécessaire mais augmentent le rayon de courbure intérieur. Pour le contexte d’application des plaques épaisses, voir notreGuide de flexion de la plaque chaudière.
Q3: Pourquoi un couronnement hydraulique est-il nécessaire pour les freins à pression à plaque épaisse?
Sous une forte charge, Le faisceau de frein à pression se dévie vers le bas au centre. Cela produit un angle ouvert à mi-longueur et un angle fermé aux extrémités d’une pièce longue. Le couronnement hydraulique applique une force compensatrice vers le haut sur le plateau, Maintien d’un angle de flexion uniforme d’un bout à l’autre. Il est essentiel sur les lits de plus de 2,5 m ou sur les machines à 80+ Tonnes. Comprendre comment le contrôle de l’axe CNC améliore encore la précision, voir notre4-Comparaison axe vs 8 axes entre la galope arrière.
Q4: Un frein à pression de 200 tonnes peut-il plier une plaque en acier doux de 20 mm?
Un frein à pression de 200 tonnes peut plier de l’acier doux de 20 mm à une longueur de courbe d’environ 1 à 1,5 m grâce à la flexion à l’air avec une puce en V de 200 mm. À 3 m de long, La force requise est de ~390 tonnes — dépassant la capacité sûre d’une machine de 200 tonnes. Calculer toujours en utilisant P = 650 × S² × L / V avant de s’engager dans une classe de tonnage. Pour les applications à gros écartement, Voir notre600-Spécifications du frein à pression CNC en tonne.
Q5: Quelle est l’épaisseur maximale de la plaque qu’un frein à pression peut supporter?
Freins à pression à haute tonnellerie à 3,000 Les tonnes et plus peuvent plier des plaques d’acier jusqu’à 150 mm d’épaisseur dans les applications offshore et structurelles. Pour la plupart des ateliers de fabrication, Les machines de la gamme 400 à 800 tonnes peuvent manipuler de manière fiable des plaques de 20 à 50 mm. La limite pratique dépend du tonnage nominal, Rigidité du lit, et spécification des outillages. Les freins à pression hydrauliques CNC manipulent des métaux épais de 10 mm à 20 mm dans la catégorie 300 à 1 000 tonnes. Voir notrePlage de freins à pression renforcés pour les spécifications à pleine capacité.
Spec-le correctement. Plie-le à droite.
Trois décisions déterminent le succès avec la flexion sur plaques épaisses. Premier, calculer votre tonnage requis en utilisant P = 650 × S² × L / V — puis ajouter un 20% tampon avant de sélectionner une classe machine. Deuxième, Spécifiez un système de couronnement hydraulique adapté à la longueur de votre lit et au mélange de production. Troisième, réglez l’ouverture de votre die en V à 8–10× l’épaisseur de votre plaque et confirmez que le rayon de votre nez de poinçon n’est pas inférieur à l’épaisseur de la plaque. Ces trois étapes éliminent les sources les plus courantes d’erreur angulaire, déviation, et défaillance des outillages sur les travaux de plaques épaisses. Votre prochaine étape: Partagez la spécification de votre plaque — Matériau, épaisseur, et la longueur de courbe — avec l’équipe technique de RAGOS et obtenir une recommandation écrite de la machine avant l’achat.

