













厚い板の曲げに使うプレスブレーキ: 完全なバイヤーズガイド
厚板曲げ用のプレスブレーキを選ぶ際は、製品カタログではなくトン数の計算から始まります. 厚いプレート (10MM以上) 板金とは根本的に異なる挙動をします. より強い力が必要だ, 特定の金型, そして、ほとんどの汎用機械では実現できないビーム偏向補正. スペックを間違えると、面角度の誤差が出てしまいます, 工具の故障, および機械損傷. このガイドでは、必要なトン数を計算するための正確な公式が示されています, Vダイ選択規則, クラウニングシステム決定ガイド, また、材料ごとの厚さ制限表など、適切な機械を指定するために必要なすべてが揃っています. 応用の文脈として, 私たちのボイラープレート曲げガイド 実際の厚板用途.
厚い板の曲げには実際にどれくらいのトン数が必要なのか?
厚いプレートの場合, トン数は最初に確認された数字であり、最も過小評価されている数字です. 軟鋼の標準的な処方 (メートル法) は:
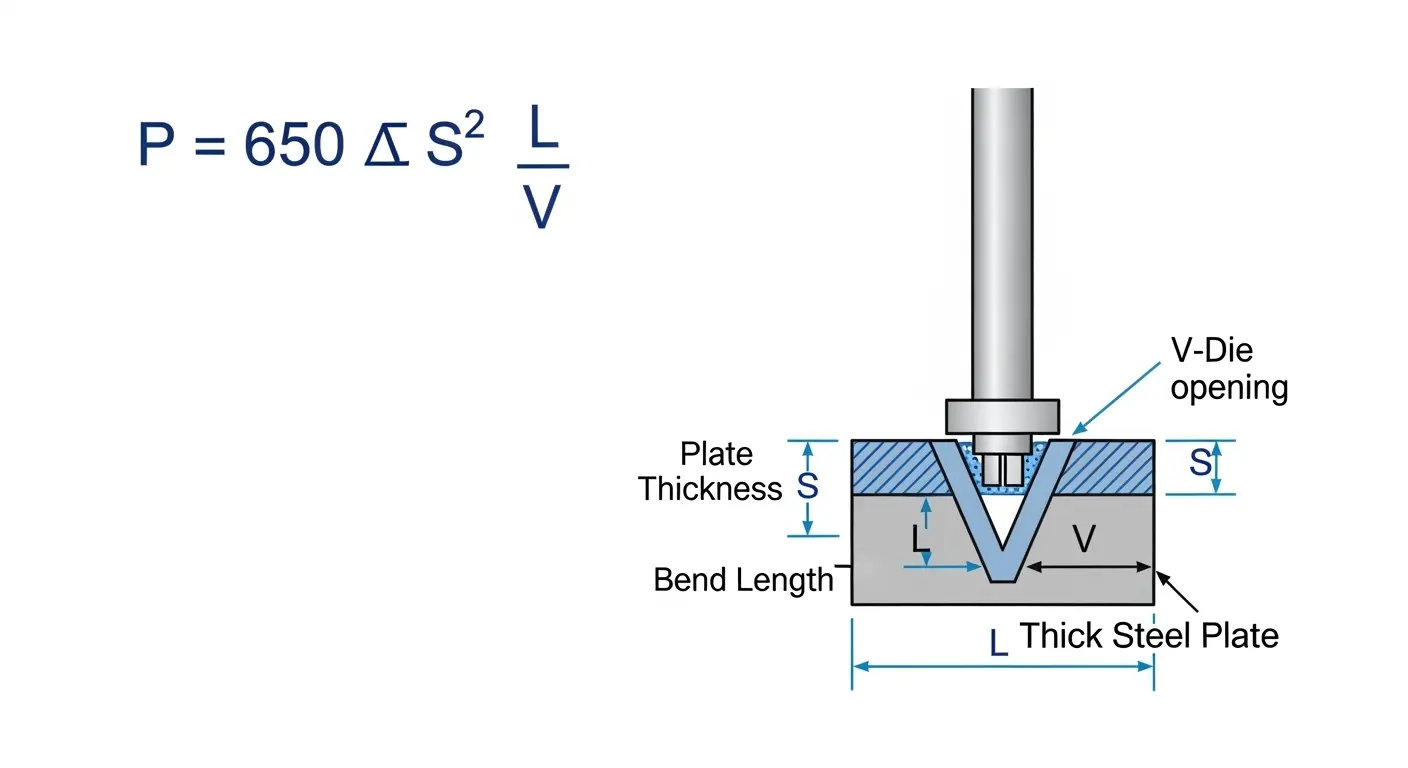
P (kN) = 650 × S² × L / V
ここで: S = 板の厚さ (ミリメートル), L = 曲げ長 (m), V = Vダイ開口幅 (ミリメートル).
| 板の厚さ (ミリメートル) | 曲げ長 (m) | V-Dieオープニング (ミリメートル) | 必要トン数 (kN) | 必要トン数 (トン) |
|---|---|---|---|---|
| 10 | 3 | 100 | 1,950 | ~195 |
| 20 | 3 | 200 | 3,900 | ~390 |
| 25 | 3 | 250 | 4,875 | ~488 |
| 30 | 3 | 300 | 5,850 | ~585 |
ステンレス鋼の場合, 結果に1.5倍を掛ければ2倍になります×. アルミニウムの場合, 倍率は約0.5です×. 必ず 20% 計算された数値への安全バッファ.
厚いプレートは予想以上のものを要求する理由
A 10% 板の厚さを増やすにはおおよそが必要です 20% 曲げ圧力が増す. つまり、18mmから20mmのプレートに変えることは小さな調整ではなく、 23% 部隊の増加. 機械を選ぶ前に, また、曲げ方も確認してください. コインの形成には×同じ厚さの空気曲げの力の約10が必要です. ボトムベンディングには約4回必要です×. まず方法を指定し、その後計算してください.
厚板用V型ダイ開口部と金型選定
Vダイの開口部は必要なトン数を直接制御します, 曲げ半径, および表面仕上げ. 厚いプレートの場合, ルールは次の通りです: Vダイ開口部=8–10×板の厚さ.
| 板の厚さ (ミリメートル) | 推奨Vダイオープニング (ミリメートル) | トン数への影響 |
|---|---|---|
| 10 | 80–100 | 標準計算 |
| 15 | 120–150 | 標準計算 |
| 20 | 160–200 | 標準計算 |
| 25 | 200–250 | 必要トン数を削減. 狭くする |
| 30 | 240–300 | ワイダーダイ=トン数は少ないが曲げ半径は大きい |
狭すぎるダイ開口部を使うと、必要なトン数が増加します, 金型破損のリスク, そして板面に圧力痕を残します. 幅広すぎるものは精度を下げ、内側の曲げ半径が指定より大きくなります.
また、板の厚さが増すとスプリングバックも増加します. 材料等級に応じて2〜5°のオーバーベンド補償を計画してください. 高収縮構造用鋼 (550 MPa) 標準的な軟鋼よりも強力に反発します. パンチノーズの半径は板の厚さより小さくあってはなりません。半径が小さいと高引張材料で表面に亀裂が生じます.
油圧クラウディング — 厚手プレート購入者が省略できない特徴
厚いプレートを曲げるプレスブレーキに対して 80+ たくさん、あるいはベッドの上に長く置くのが長い 2.5 メートル, クラウニングシステムは任意ではありません. それがなければ, ビームは荷重をかけると中心で下方に偏向します, 曲げ角は部品長に応じて変化します.
これが、 400 4メートル厚のプレート作業でもトンは角度を不安定にすることがあり、その評価は力を示しています, 剛性ではありません.
機械的 vs. 油圧クラウディング
| クラウニングタイプ | 調整方法 | ベスト・フォー | 相対コスト |
|---|---|---|---|
| メカニカル (くさび) | マニュアル/プリセット, 負荷下での調整不可 | 繰り返しの仕事, 板の厚さが一貫していること | 下げる |
| 水力の | CNC調整済み, 静的補償 | 一般制作, 厚さの変動 | 中盤 |
| ダイナミック・ハイドロリック | ストローク中のリアルタイム調整 | 混合制作, 高精度要件 | 高い |
200T以上の混合厚さの板材を走る機械, 動的油圧クラウディングが正しい仕様です. 材料の違い、つまり厚さ公差をリアルタイムで補正します, 引張強度の変化, そして硬度の違い—静的クラウニングシステムが対処できない部分—と. 厚板上の位置精度のためにバックゲージのCNC軸制御用, 私たちの4-軸と8軸のバックゲージガイド.
混合厚板生産のための動的クラウニング
ダイナミッククラウニングは曲げ時の抵抗を監視し、ストローク中の補正シリンダー圧力を調整します. これは15mmと25mmのプレートを同じシフトで使用する場合に非常に重要で、それぞれ異なるクラウニング補償が必要です, 静的システムは1つだけにプリセットできます.
トン数クラス別の材料特異的厚さ制限
この表は、標準ベッド長での空気曲げにおける機械トン数ごとの最大板厚を示しています. 値は業界標準の公式に基づいています.
| トンネージクラス | マックス・マイルド・スチール (ミリメートル) | マックス・ステンレススチール (ミリメートル) | マックス・アルミニウム (ミリメートル) |
|---|---|---|---|
| 100T | 6 | 3–4 | 10–12 |
| 160T | 8 | 4–5 | 14–16 |
| 200T | 10–12 | 5–6 | 18–20 |
| 400T | 18–20 | 9–10 | 30–35 |
| 600T | 25–28 | 12–15 | 40–45 |
| 800T+ | 30–40 | 18–20 | 50+ |
どんな厚さでもステンレススチール用, 軟鋼の計算から次のトン数クラスを選択してください. 600トンモデル仕様について, 参照600-トンCNCプレスブレーキページ. これらは空気の曲げ値です. 同じ素材のボトムベンディングやコインの製造には×記載されたトン数で4〜10枚が必要です.
厚板作業で指定すべき主要な機械機能
どのサプライヤーに連絡する前に, これらの機能が仕様に含まれているか確認してください:
- 油圧駆動 — 電動プレスブレーキは、厚い板曲げサイクルを繰り返す持続的な力出力が不足しています; 重いプレート作業には油圧が正しい選択です
- 定格トン数は 20% バッファ — まずピークの求人要件を計算してください, そして、 20% トン数クラスを選ぶ前に
- 油圧クラウニングシステム — 混合生産のための動的クラウンディング; 機械式の単独作業用
- ベッド長は最大パーツ長にマッチング — 平均作業期間ではありません
- 最小のCNCバックゲージ 4 軸 — 重いプレートを扱う際に位置精度が極めて重要です; 手動機械での人的ミスが材料のコストを落とします
- 角度補正を用いたCNC制御 — デレム DA66S, DA66T, またはESA S860は、スプリングバック補償機能を備えた厚板作業に実績あるシステムです
- 材料引張強度に適合したヘビーデューティ型工具 — 構造用鋼は到達可能 550 MPa; 仕入先に金型グレードを確認してください
ESAコントローラの仕様と機能について, 私たちのESAコントローラーのページでブレーキを踏みます.
RAGOS製の厚板プレスブレーキ
RAGOSのヘビーデューティー油圧プレスブレーキは100Tから600Tまで幅広く、すべてレックスロス油圧システムとDelem CNC制御を標準装備しています. 200T以上の全モデルにダイナミック油圧クラウニングが搭載されています. 私たちの経験では, 買い手が最もよく犯すミスは、平均的な作業に基づいてトン数を選ぶことです, 最も厚いプレートの必要条件ではありません. 10mm作業用に購入した機械は、20mmを確実に扱うために伸ばすことはできません, 時には.
クライアントがプレート仕様を共有するとき — 材料の種類, 厚さ, 曲げ長, 曲げ方法については、当社の技術チームが購入前に書面によるトン数および機械の推奨を行います. 汎用ヘビープレート作業用, 私たちの100鋼材用TCNCプレスブレーキ は実証済みの出発点です. 構造および洋上用途, ザヘビーデューティプレスブレーキのレンジ 200Tから600Tまでカバーします.
機械を指定する準備ができました? プレートの厚さを共有してください, 素材, そして曲げ長さ — トン数と機械クラスは文書で確認します.
よくある質問
Q1: 厚いプレート曲げにはどのトン数のプレスブレーキが必要ですか??
式Pを使え (kN) = 650 × S² × L / 軟鋼に必要なトン数を計算するためのVです. 200mmのVダイで3mの20mmプレートの場合, 390トンが必要だ. 足す 20% マシンクラスを選択する前の安全バッファ. ステンレス鋼の場合, 結果に1.5倍を掛ければ2倍になります×. 詳細な参考文献, 私たちのダイの開きとトン数ガイド.
Q2: 厚いプレートの場合、最小のV型開口部はどれくらいですか??
Vダイ開口部は板の厚さの8〜10×であるべきです. 20mmプレートの場合, 160〜200mmの開口部を使用. ダイが狭すぎると必要な力が増えます, 工具の損傷リスク, そしてプレート表面をマークします. ワイドダイは必要なトン数を減らしますが、内側の曲げ半径は大きくなります. 厚板塗布の文脈について, 私たちのボイラープレート曲げガイド.
Q3: なぜ厚板プレスブレーキに油圧クラウニングが必要なのか?
重荷重時, プレスブレーキビームは中央で下方に偏向します. これにより、長いワークピースの中間部分で開角、両端で閉じ角が生まれます. 油圧クラウディングはベッドに補償的な上向きの力を加えます, 端から端までの曲げ角を均一に保つ. 2.5m以上のベッドや、 80+ トン. CNC軸制御がどのように精度を向上させるかを理解するために, 私たちの4-軸と8軸の逆軌比較.
Q4: 200トンのプレスブレーキが20mmの軟鋼板を曲げることができるか?
200トンのプレスブレーキは、200mmのVダイを用いたエアベンディングを用いて、約1〜1.5mの曲げ長さで20mmの軟鋼を曲げることができます. 全長3m時, 必要な力は~390トンで、200トンの機械の安全容量を超えています. 常にP = を用いて計算してください 650 × S² × L / トン級に決める前にVを. 重軌用途, 私たちの600-トンCNCプレスブレーキ仕様.
Q5: プレスブレーキが対応できる最大プレート厚はどれくらいですか??
高トン数プレスブレーキ 3,000 トン以上のものは、洋上および構造用途で厚さ150mmまでの鋼板を曲げることができます. ほとんどの製作工場で, 400〜800トンの範囲の機体は20〜50mmのハンドルプレートを信頼性高く. 実用的な制限は定格トン数に依存します, ベッドの剛性, および工具仕様. CNC油圧プレスブレーキは、300〜1,000トンクラスの厚い金属を10mmから20mmまで扱います. 私たちの項目をご覧くださいヘビーデューティプレスブレーキのレンジ フル容量仕様の場合.
スペック・イット・ライト. 右に曲げて.
厚板曲げの成功を決めるのは3つの判断です. まずは, 必要なトン数をP = で計算します 650 × S² × L / V — 次に を 20% マシンクラスを選択する前にバッファを設置します. 第二に, ベッド長と生産量に合わせた油圧クラーミングシステムを指定してください. 三つ目, Vダイの開口部を板の厚さの8〜10×に設定し、パンチノーズの半径が板の厚さより小さくないことを確認してください. これら3つのステップは、角度誤差の最も一般的な原因を排除します, 偏向, 厚板工事における工具の破損. 次のステップ: プレート仕様を共有する — 素材, 厚さ, 曲げ長さについては、RAGOSの技術チームと連携し、購入前に書面による機械推奨書をもらいます.

