













Freio de pressão para flexão grossa de placas: Guia Completo do Comprador
Escolher um freio de pressão para dobramento grosso de placas começa com um cálculo de tonelagem — não com um catálogo de produtos. Placa grossa (10mm e acima) se comporta fundamentalmente diferente da chapa metálica. Exige mais força, Ferramentas específicas, e compensação de deflexão do feixe que a maioria das máquinas de uso geral simplesmente não consegue entregar. Se errar a especificação, você enfrenta erros de ângulo, Falha na ferramenta, e danos à máquina. Este guia apresenta a fórmula exata para calcular o tonelagem necessário, uma regra de seleção de dados V, Guia de Decisão do Sistema de Coroação, e uma tabela de limites de espessura específica para cada material — tudo o que você precisa para especificar a máquina certa. Para contexto da aplicação, veja nossoGuia de curvatura de chapas de caldeira para casos reais de uso de placas grossas.
Quanta Tonelagem A Flexão de Placas Espessas Realmente Exige?
Para placas grossas, Tonelagem é o primeiro número a confirmar — e o mais comumente subestimado. A fórmula padrão para aço macio (Métrica) é:
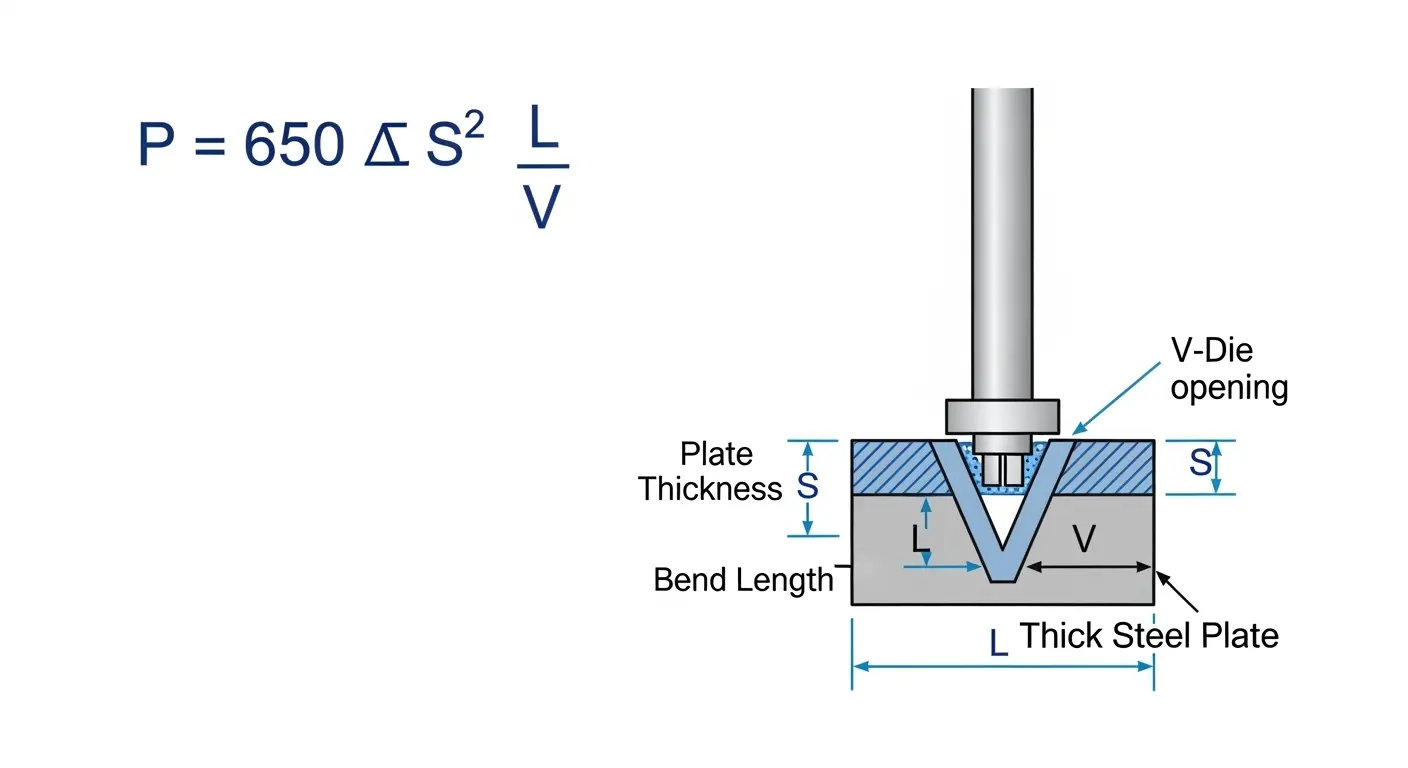
P (kN) = 650 × S² × L / V
Onde: S = espessura da placa (milímetro), L = comprimento da curvatura (m), V = largura da abertura do die V (milímetro).
| Espessura da placa (milímetro) | Comprimento da Curva (m) | Abertura V-Die (milímetro) | Tonelagem Necessária (kN) | Tonelagem Necessária (Toneladas) |
|---|---|---|---|---|
| 10 | 3 | 100 | 1,950 | ~195 |
| 20 | 3 | 200 | 3,900 | ~390 |
| 25 | 3 | 250 | 4,875 | ~488 |
| 30 | 3 | 300 | 5,850 | ~585 |
Para aço inoxidável, multiplique o resultado por 1,5–2×. Para alumínio, o multiplicador é aproximadamente 0,5×. Sempre adicione um 20% Buffer de segurança para o valor calculado.
Por que uma placa grossa exige mais do que você espera
Um 10% O aumento da espessura da placa requer aproximadamente 20% mais pressão de flexão. Isso significa que passar de uma placa de 18mm para 20mm não é um ajuste menor — é um 23% Aumento de força. Antes de escolher sua máquina, Também confirme seu método de flexão. Cunhar requer aproximadamente 10× da força de flexão do ar na mesma espessura. A flexão inferior exige cerca de 4×. Especifique seu método primeiro — depois calcule.
Abertura do Chip em V e Seleção de Ferramentas para Placas Espessas
A abertura do chip em V controla diretamente a tonelagem necessária, raio de curvatura, e acabamento superficial. Para placas grossas, A regra é: Abertura do chip em V = 8–10× a espessura da placa.
| Espessura da placa (milímetro) | Abertura Recomendada do V-Die (milímetro) | Efeito sobre o Tonelagem |
|---|---|---|
| 10 | 80–100 | Cálculo padrão |
| 15 | 120–150 | Cálculo padrão |
| 20 | 160–200 | Cálculo padrão |
| 25 | 200–250 | Reduz a tonelagem necessária vs. mais estreito o |
| 30 | 240–300 | Matriz mais larga = tonelagem menor, mas raio de curvatura maior |
Usar uma abertura de matriz muito estreita aumenta a tonelagem necessária, Riscos de fratura de ferramentas, e deixa marcas de pressão na superfície da placa. Usar um que seja muito largo reduz a precisão e produz um raio de curvatura interno maior do que o especificado.
O recuo de mola também aumenta com a espessura da placa. Planeje para compensação de sobreflexão de 2 a 5° dependendo do teor do material. Aços estruturais de alto escoamento (550 MPa ) O recuo com mola mais agressivo do que o aço macio padrão. O raio do nariz do punção não deve ser menor que a espessura da placa — um raio menor causa trincas na superfície em materiais de alta resistência.
Coroação Hidráulica — A característica que os compradores de chapas espessas não podem deixar de lado
Para qualquer freio de pressão que dobre uma placa espessa em 80+ toneladas ou em uma cama maior que 2.5 Metros, Um sistema de coroação não é opcional. Sem ele, O feixe se desvia para baixo no centro sob carga, e os ângulos de flexão variam ao longo do comprimento da peça.
É por isso que uma máquina classificada em 400 Toneladas ainda podem produzir ângulos inconsistentes em uma chapa de 4 metros de espessura — a classificação indica força, não rigidez.
Mecânica vs. Coroamento Hidráulico
| Tipo de Coroação | Método de Ajuste | Melhores Para | Custo Relativo |
|---|---|---|---|
| Mecânico (cunha) | Manual/preset, não ajustável sob carga | Trabalhos repetitivos, espessura consistente da placa | Abaixar |
| Hidráulico | Ajuste CNC, Compensação estática | Produção geral, espessuras variadas | Mid |
| Hidráulico Dinâmico | Ajuste em tempo real no meio do movimento | Produção mista, Requisitos de alta precisão | Maior |
Para máquinas de 200T ou mais operando espessuras de placas mistas, A coroação hidráulica dinâmica é a especificação correta. Compensa em tempo real variações de materiais — tolerâncias de espessura, Variação da resistência à tração, e diferenças de dureza — que sistemas de coroação estática não conseguem resolver. Para controle CNC do eixo de retro-medição para precisão posicional em chapas espessas, veja nosso4-Guia de oscilação de 8 eixos.
Coroação dinâmica para produção de placas espessas mistas
A coroação dinâmica monitora a resistência durante a flexão e ajusta a pressão do cilindro de compensação no meio do curso. Isso é fundamental ao usar placas de 15mm e 25mm no mesmo deslocamento — cada uma requer compensação de coroação diferente, e um sistema estático só pode ser predefinido para um.
Limites de espessura específicos do material por classe de tonelagem
Esta tabela mostra a espessura máxima da placa por tonelagem de máquina para flexão de ar em comprimentos padrão de leito. Os valores são baseados em fórmulas padrão da indústria.
| Classe Tonnage | Max Aço Suave (milímetro) | Max Aço Inoxidável (milímetro) | Max Aluminum (milímetro) |
|---|---|---|---|
| 100T | 6 | 3–4 | 10–12 |
| 160T | 8 | 4–5 | 14–16 |
| 200T | 10–12 | 5–6 | 18–20 |
| 400T | 18–20 | 9–10 | 30–35 |
| 600T | 25–28 | 12–15 | 40–45 |
| 800T+ | 30–40 | 18–20 | 50+ |
Para aço inoxidável em qualquer espessura, selecione a próxima classe de tonelagem acima do seu cálculo de aço macio. Para nossas especificações do modelo de 600 toneladas, ver o600-Página do freio de pressão CNC tonelada. Esses são valores de dobra de ar. A curvatura do fundo ou a cunhagem do mesmo material requer de 4 a 10× do tonelagem listado.
Principais Características da Máquina a Especificar para Trabalho em Chapas Espessas
Antes de entrar em contato com qualquer fornecedor, Confirme que essas características estão incluídas na especificação:
- Acionamento hidráulico — freios de pressão elétricos não têm força sustentada para ciclos repetidos de flexão de placas espessas; A hidráulica continua sendo a escolha correta para trabalhos com placas pesadas
- Tonelagem nominal com 20% Buffer — calcule primeiro seu requisito máximo de emprego, então adicione 20% antes de selecionar uma classe de tonelagem
- Sistema hidráulico de coroação — coroação dinâmica para produção mista; Mecânica para trabalhos dedicados e repetitivos
- Comprimento da cama correspondido ao comprimento máximo da peça — não a duração média do trabalho
- Calibre de retrocarga CNC com mínimo 4 Eixos — a precisão posicional é crítica ao manusear placas pesadas; Erro humano em máquinas manuais custa material
- Controle CNC com correção de ângulo — Delem DA66S, DA66T, ou ESA S860 são sistemas comprovados para trabalho em placas espessas com compensação de recuo embutida
- Ferramentas de alta resistência ao material para resistência à tração — o aço estrutural pode alcançar 550 MPa; Verifique a qualidade das ferramentas com seu fornecedor
Para especificações e recursos do controlador ESA, veja nossoPágina do freio de pressão com o controlador ESA.
Freios de pressão de placa grossa da RAGOS
Os freios hidráulicos de pressão pesados RAGOS cobrem a faixa de 100T a 600T — todos equipados com sistemas hidráulicos Rexroth e controles CNC Delem como padrão. A coroação hidráulica dinâmica está incluída em todos os modelos a partir de 200T. Na nossa experiência, O erro mais comum que os compradores cometem é escolher tonelagem com base no trabalho médio, não é o requisito de placa mais grossa. Uma máquina adquirida para trabalho de 10mm não pode ser esticada para lidar com 20mm de forma confiável, Até mesmo ocasionalmente.
Quando os clientes compartilham suas especificações de placa — tipo de material, espessura, Comprimento da curva, e método de dobra — nossa equipe técnica fornece uma recomendação escrita de tonelagem e máquina antes de qualquer compromisso de compra. Para trabalho de chapa pesada de uso geral, Nosso100Freio de pressão CNC T para aço é um ponto de partida comprovado. Para aplicações estruturais e offshore, oFaixa de freio de pressão de alta resistência cobre de 200T a 600T .
Pronto para especificar sua máquina? Compartilhe a espessura da sua placa, material, e comprimento de curvatura — confirmaremos por escrito a tonelagem e a classe da máquina.
Perguntas Frequentes
Q1: Qual freio de pressão de tonelagem eu preciso para dobrar placas grossas?
Use a fórmula P (kN) = 650 × S² × L / V para calcular o tonelagem necessário para aço macio. Para placa de 20mm a 3m com um chip em V de 200mm, Você precisa de ~390 toneladas. Adicionar 20% Buffer de segurança antes de selecionar uma classe de máquina. Para aço inoxidável, multiplique o resultado por 1,5–2×. Para uma referência detalhada, veja nossoAbertura do cunho e guia de tonelagem.
Q2: Qual é a abertura mínima do chip em V para placas grossas?
A abertura do die em V deve ser de 8 a 10× a espessura da placa. Para placa de 20mm, Use uma abertura de 160–200mm. Um dado muito estreito aumenta a força necessária, Riscos de danos à ferramenta, e marca a superfície da placa. Matrizes mais largas reduzem a tonelagem necessária, mas aumentam o raio de curvatura interna. Para contexto de aplicação de placas espessas, veja nossoGuia de curvatura de chapas de caldeira.
Q3: Por que a coroação hidráulica é necessária para freios de pressão de placa grossa?
Sob carga pesada, A viga do freio de pressão se desvia para baixo no centro. Isso produz um ângulo aberto no meio do comprimento e um ângulo fechado nas extremidades de uma peça longa. A coroação hidráulica aplica uma força compensatória para cima na base, mantendo um ângulo de flexão uniforme de ponta a ponta. É essencial em camas acima de 2,5 m ou em máquinas em 80+ Toneladas. Entender como o controle do eixo CNC melhora ainda mais a precisão, veja nosso4-Comparação de oscilometro eixo vs 8 eixos.
Q4: Um freio de pressão de 200 toneladas pode dobrar uma placa de aço macio de 20mm?
Um freio de pressão de 200 toneladas pode dobrar aço macio de 20mm em aproximadamente 1–1,5m de comprimento de curvatura usando dobragem a ar com um chip em V de 200mm. Com 3m de comprimento, A força necessária é ~390 toneladas — além da capacidade segura de uma máquina de 200 toneladas. Sempre calcule usando P = 650 × S² × L / V antes de se comprometer com uma classe de tonelagem. Para aplicações de bitola pesada, veja nosso600-Tonelada Especificações do Freio de Pressão CNC.
Q5: Qual é a espessura máxima da placa que um freio de pressão pode suportar?
Freios de pressão de alta tonelagem em 3,000 Toneladas ou mais podem dobrar chapas de aço de até 150 mm de espessura em aplicações offshore e estruturais. Para a maioria das oficinas de fabricação, Máquinas na faixa de 400–800 toneladas manuseiam a placa de 20 a 50mm de forma confiável. O limite prático depende da tonelagem nominal, Rigidez da cama, e especificação de ferramentas. Freios hidráulicos CNC manuseiam metais espessos de 10mm a 20mm na classe de 300 a 1.000 toneladas. Veja nossoFaixa de freio de pressão de alta resistência para especificações de capacidade total.
Espeture Direito. Dobre à Direita.
Três decisões determinam o sucesso com a flexão de placas espessas. Primeiro, calcule seu tonelagem necessário usando P = 650 × S² × L / V — então adicione um 20% buffer antes de selecionar uma classe de máquina. Segundo, Especifique um sistema hidráulico de coroação adequado ao comprimento da sua cama e à mistura de produção. Terceiro, ajuste a abertura do seu chip em V entre 8 e 10× a espessura da placa e confirme se o raio do nariz do punção não é menor que a espessura da placa. Essas três etapas eliminam as fontes mais comuns de erro angular, deflexão, e falha de ferramentas em trabalhos de chapas espessas. Seu próximo passo: Compartilhe a especificação da sua placa — Material, espessura, e comprimento de curvatura — com a equipe técnica da RAGOS e obter uma recomendação escrita da máquina antes da compra.

