













معدات ثني الفولاذ المقاوم للصدأ: الدليل الكامل لأنواع الآلات, المواصفات, والاختيار
اختيار الصحيحمعدات الثني من الفولاذ المقاوم للصدأ أصعب مما يبدو. Stainless steel doesn't bend like mild steel — it spring-backs more aggressively, تتصلب العمل أثناء التشكيل, وتخدوش بسهولة على الأسطح المصقولة أو المرايا. If your equipment isn't specified for stainless, you'll fight angle inconsistency, تلف السطح, وتآكل الأدوات المبكر في كل مهمة.
يغطي هذا الدليل أنواع الآلات, المواصفات, تولنج, and selection criteria that matter for stainless steel fabrication — whether you're bending kitchen panels, الأقفاص الطبية, أو التغليف المعماري.
لماذا يتطلب الفولاذ المقاوم للصدأ معدات ثني محددة

الفولاذ المقاوم للصدأ ليس مجرد فولاذ بتشطيب مختلف. خصائص المواد تخلق تحديات محددة لا تتعامل معها معدات ثني الصفائح المعدنية القياسية بشكل جيد.
قوة شد عالية — Grade 304 stainless has a tensile strength of 515–620 MPa, مقارنة بحوالي 270–410 ميغاباسكال للفولاذ الطري DC04. هذا الفرق يعني أن فرامل الضغط تحتاج تقريبا إلى 1.5× حمولة لثني نفس سمك الفولاذ المقاوم للصدأ عند نفس فتحة القالب. الآلات الصغيرة الحجم تنحني الفولاذ المقاوم للصدأ مع انحراف زاوية مرئي أو لا تصل إلى القوة الكاملة.
عودة قوية — الفولاذ المقاوم للصدأ يعود أكثر من الفولاذ الطري بعد تحرير الثقب. Grade 304 at 90° requires overbending by 2–4° to hit the final target angle. بدون تعويض الارتداد النابض في وحدة التحكم CNC الخاصة بك, كل انحناء يحتاج إلى تصحيح يدوي — وهذا يلغي هدف نظام CNC.
تصلب العمل — الفولاذ المقاوم للصدأ يتصلب عند منطقة الانحناء أثناء التشكيل. الانحناء المتكرر في نفس المنطقة, أو الانحناء عند أنصاف نصف قطر ضيقة, يسبب تشقق المادة بدلا من الانحناء. معدات الستانلس إل تحتاج إلى ثني في واحدة, ضربة محكومة — وليس تصحيحات متعددة في نفس الموضع.
حساسية السطح — مصقول, تم تمشيطه, وعلامات من الفولاذ المقاوم للصدأ بتشطيب المرآة بشكل دائم من تلامس الأدوات, رقائق معدنية, أو الانزلاق على حواف القوالب البالية. أنتمعدات الثني من الفولاذ المقاوم للصدأ يجب أن تتضمن تدابير حماية السطح من التجهيز.
درجات الفولاذ المقاوم للصدأ وما تعنيه لمعداتك
ليس كل المقاومات المقاومة للصدأ متشابهة. الانحدار الذي يمر عبر جهازك يحدد متطلبات الحمولة, تصحيح الزنبرك, ونصف قطر الانحناء الأدنى.
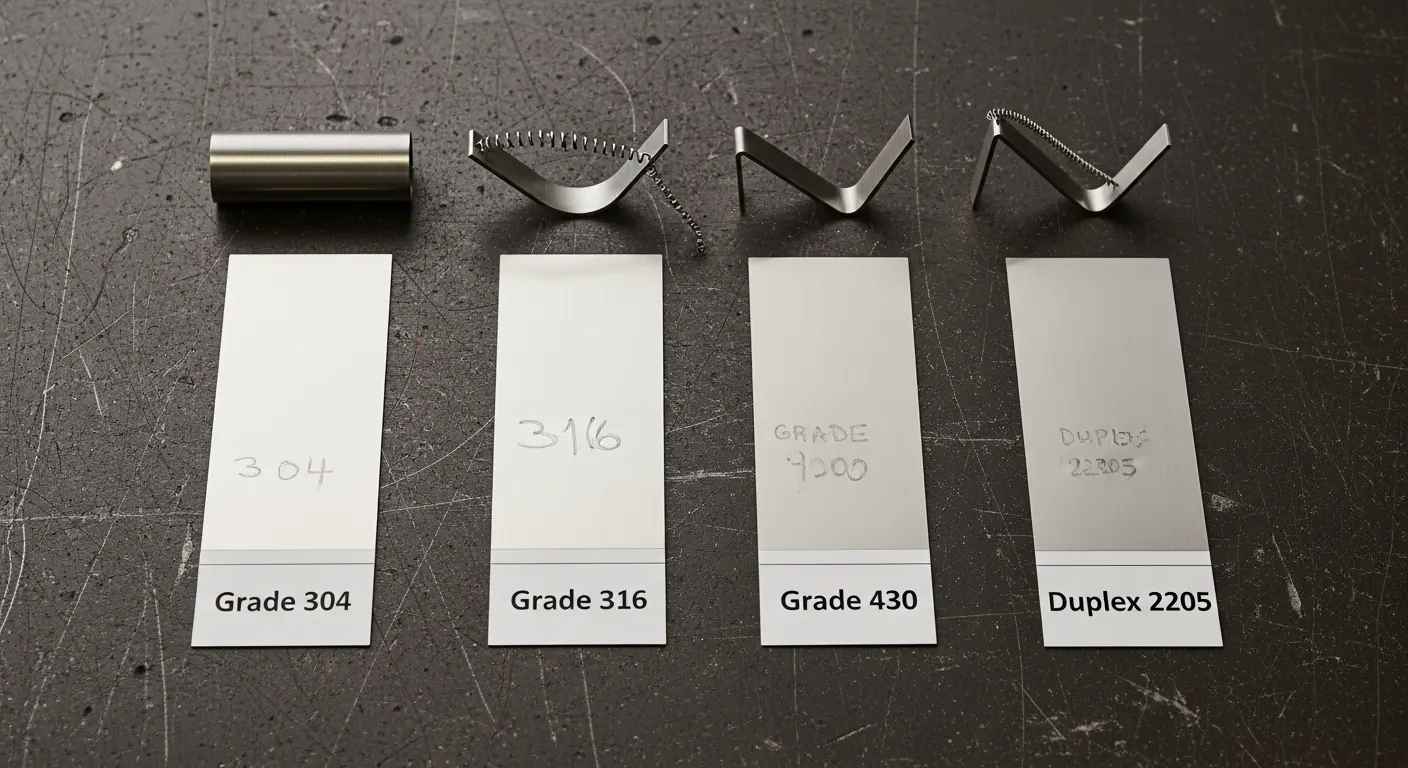
Grade 304 (الأكثر شيوعا) — الأوستنيتية, قوي, العودة المتوسطة (2–4°), مقاومة ممتازة للتآكل. قوة الشد 515–620 ميجا باسكال. يتطلب حوالي 1.5× حمولة من الفولاذ الطري بنفس السماكة. يجب أن يكون عرض فتحة القالب V بين 8–10× سمك المادة.
Grade 316 — Similar to 304 but with added molybdenum for chemical resistance. قوة أعلى قليلا, marginally more spring-back than 304. شائع في تصنيع الأغذية وتصنيع الأدوية.
Grade 430 (فيريتيك) — Lower tensile strength than 304, أقرب إلى الفولاذ الطري في سلوك الانحناء. الرجع الربيعي أقل عدوانية. أسهل في الانحناء لكنه أكثر عرضة للتشقق على السطح عند أقطار قطرات ضيقة مقارنة بالتدرجات الأوستنيتية.
دوبلكس ستانلس ستيل (2205) — قوة عالية جدا (620–880 MPa), انطلاق مهم (4–6° per 90° bend), وتقوية العمل العدوانية. يتطلب قوة ثقيلةمعدات الثني من الفولاذ المقاوم للصدأ مع احتياطي حمولة كبيرة وقدرة تصحيح النابض. ليست درجة للفرامل المتوسطة القياسية.
لCNC press brake for steel and stainless production at 100 tons, Grade 304 up to 4 mm and Grade 430 up to 5 mm are practical working thicknesses within that tonnage range.
أنواع معدات ثني الفولاذ المقاوم للصدأ
ثلاثة أنواع من الآلات تتولى غالبية أعمال ثني الفولاذ المقاوم للصدأ. كل منها يناسب ملف إنتاج مختلف.
الفرامل الصحافة CNC
فرامل الضغط CNC هي الأكثر تنوعامعدات الثني من الفولاذ المقاوم للصدأ لورش العمل وبيئات الإنتاج المختلط. يتعامل مع الأقواس, اطارات, مرفقات, والأجزاء المعقدة متعددة الانحناءات. The programmable back gauge and CNC spring-back compensation make it the standard choice for stainless work across 0.5 mm to 12 mm thickness ranges.
للمتاجر التي تجري تغييرات متكررة بين درجات الفولاذ المقاوم للصدأ المختلفة, aإعداد معدات ثني المعادن CNC مع قاعدة بيانات قابلة للبرمجة مع نظام الظهر النابض هو الخيار الأكثر عملية ومرونة.
محكم اللوحة الأوتوماتيكي
تم تصنيع ألواح التحكم بالألواح خصيصا لإنتاج الألواح الكبيرة المسطحة المصنوعة من الفولاذ المقاوم للصدأ بسرعة عالية — خزائن المطبخ, ألواح التغليف, ديكورات المصاعد الداخلية, ومنتجات مشابهة. هم يتغذون, الموقع, ويتم الانحناء تلقائيا دون تدخل يدوي من المشغل في كل دورة.
للألواح اللامعة أو المصنوعة من الفولاذ المقاوم للصدأ بتشطيب المرآة حيث تكون جودة السطح حاسمة, الآلة طي معدني أوتوماتيكي لألواح الفولاذ المقاوم للصدأ يستخدم تلامس أدوات متحكم فيه وأدوات محمية من السطح للحفاظ على سلامة التشطيب خلال الرحلات ذات الحجم العالي.
Aأداة التحكم بالألواح مع كوب شفط باستخدام التوصيل CNC يذهب أبعد من ذلك بإزالة التثبيت الفيزيائي على سطح اللوحة — وهو أمر حيوي للمقاومات اللامعة مسبقا الحساسة للخدش.
آلة CNC V-grooving
لنصف قطر الانحناء الرقيق جدا على الألواح المصنوعة من الفولاذ المقاوم للصدأ المصقول — الألواح الزخرفية, التغليف المعماري, ومكونات الأثاث — الحفر على شكل V قبل الثني يحل مشكلة تشقق السطح عند أقطار قطرات ضيقة. تقوم آلة CNC V-grooving بإزالة المواد من منطقة الانحناء, مما يقلل القوة المطلوبة للتكوين ويسمح بأقطار أقطار خارجية أكثر ضيقا دون تشقق مرئي أو علامات إجهاد سطحية. الآلة CNC V-grooving هو رفيق قياسي لمكابح الضغط في ورش تصنيع الستانلس لس المعماري.
المواصفات الرئيسية للمعدات لثني الفولاذ المقاوم للصدأ
عند التقييممعدات الثني من الفولاذ المقاوم للصدأ, هذه هي الأرقام التي تهم.
حمولة — مع تطبيق مضاعف من الفولاذ المقاوم للصدأ
احسب الحمولة المطلوبة للفولاذ الطري أولا, then multiply by 1.5 for Grade 304/316, or by 2.0+ for duplex grades. اختر دائما آلة بهامش سعة أعلى من 20–30٪ فوق القيمة القصوى المحسوبة لديك.
عرض فتحة القالب (افتتاحية V) — V = T × 8 for stainless
بالنسبة للفولاذ المقاوم للصدأ, استخدم عرض فتحة القالب 8–10× سمك المادة. الفتحات الضيقة تتطلب قوة أكبر وتزيد من إجهاد السطح عند منطقة الانحناء. الفتحات الأعرض تقلل القوة لكنها تنتج نصف قطر داخلي أكبر. The ratio V = T × 8 is the standard starting point for 304.
وحدة تحكم CNC مع قاعدة بيانات تعويضات النوابض
يجب أن تخزن وحدة التحكم قيم تصحيح النوابض لكل درجة من الفولاذ المقاوم للصدأ. التعويض اليدوي عن كل مهمة غير فعال وغير متسق. تدعم وحدات تحكم Delem DA66S وDA69S ملفات تعريف المواد القابلة للبرمجة التي تطبق تصحيح الانحناء التلقائي لكل درجة.
نظام قياس الزاوية
للأعمال المقاومة للصدأ ذات التحمل الدقيق., خط متداخلجهاز قياس الزاوية يؤكد زاوية الانحناء الفعلية بعد كل ضربة. يسمح التغذية الراجعة الفورية بتصحيح تلقائي قبل المنعطف التالي — مما يلغي الخردة الناتجة عن تغير النوابض والظهر.
التوازي بين القاعدة والرام
انحناء الفولاذ المقاوم للصدأ على أطوال طويلة يعزز أي انحراف للإطار إلى تغير في زاوية مرئية. Machines above 2 meters working length need active crowning — hydraulic or electromechanical — to keep the ram parallel to the bed under full load.
أدوات الفولاذ المقاوم للصدأ: ما الذي يتغير مقابل ستاندرد ستيل

الأدوات هي المكان الذي تنشأ منه معظم مشاكل جودة الفولاذ المقاوم للصدأ — وليس في الجهاز نفسه.
نصف قطر أنف الضربة — للستانلس إل, استخدم نصف قطر ثقب أدنى بين 1–2× سمك المادة. تشقق أقطار أنصاف الأنف الحادة السطح عند منطقة الانحناء, especially on 304 and duplex grades. توزع نصف القطر الأكبر الإجهاد عبر مساحة أوسع.
نصف قطر الكتف النموذجي — حافة الكتف الحادة تخدش وتترك علامة على الفولاذ المقاوم للصدأ أثناء سحب المادة عبرها أثناء الثني. كتف قالب مصقول أو شعاعي (0.8–1.2 mm edge radius) تقليل العلامات السطحية بشكل كبير.
رولا-في (نرد متدحرج) — قالب رولا-V يستبدل فتحة V الثابتة بكتف قالب دوار, لذا تدحرج ورقة الفولاذ المقاوم للصدأ عبر نقطة تلامس متحركة بدلا من السحب عبر حافة ثابتة. والنتيجة هي تقليل كبير في علامات السطح — وهو أمر ضروري لفرش رقم 4, بكالوريوس, وتشطيبات الستانلس لس بالمرآة.
صلابة الأداة والطلاء — الفولاذ المقاوم للصدأ يتقسى ويكون كاشطا ضد الأدوات. الفولاذ القياسي EN42 للأدوات يتآكل أسرع على الفولاذ المقاوم للصدأ مقارنة بالفولاذ الطري. أدوات مطلية بالكروم أو معالجة حراريا (58–62 HRC) يدوم لفترة أطول بكثير ويحافظ على اتساق هندسة الثقب خلال فترات الإنتاج الطويلة.
فيلم حماية السطح — للألواح المصنوعة من الفولاذ المقاوم للصدأ المصقولة مسبقا أو المطلية مسبقا, ضع طبقة حماية رقيقة من البلاستيك أو الرغوة بين الورقة وأسطح التلامس مع الأدوات. العديد من أدوات التحكم بالألواح تتضمن هذه الميزة القياسية.
طرق الانحناء: ثني الهواء مقابل ثني القاع للستانلس إل
طريقة الانحناء التي تختارها تؤثر على جودة السطح, تآكل الأدوات, وإدارة العائد السريعمعدات الثني من الفولاذ المقاوم للصدأ.
التحكم بالهواء — تضغط المثقبة المادة على قالب V دون أن تلامس بالكامل أسفل القالب. يتم تحديد زاوية الانحناء بواسطة عمق اختراق الثقب, هندسة ليس النرد. ثني الهواء هو الطريقة القياسية للستانلس إل — حيث يتطلب حملا أقل من ثني القاع ويضع إجهادا أقل على السطح. يتم التحكم في تصحيح النوابض من قبل وحدة التحكم CNC من خلال برمجة الانحناء الزائد.
انحناء القاع (صياغة) — يضغط المثقوب المادة بالكامل على أرضية القالب, مما يجبر المعدن على التوافق مع زاوية القالب. الانحناء القاعي يلغي النابض الخلفي لكنه يتطلب 5–8× طن أكثر من الثني الهوائي لنفس السماكة. بالنسبة للفولاذ المقاوم للصدأ, وهذا يعني متطلبات حمولة عالية جدا. بالإضافة, زيادة ضغط التلامس تزيد من خطر العلامات السطحية على الستانلس المقاوم المقاوم للصدأ النهائي.
بالنسبة لمعظم الناسمعدات الثني من الفولاذ المقاوم للصدأ التطبيقات, ثني الهواء باستخدام تعويض النوابض CNC هو الطريقة الصحيحة — حمولة أقل, إجهاد أقل على الأدوات, وجودة سطح أفضل على الأجزاء المصنوعة من الفولاذ المقاوم للصدأ النهائية.
معدات ثني الفولاذ المقاوم للصدأ لصناعات محددة
الصناعة التي تخدمها تشكل التكوين الدقيق للآلات التي تحتاجها.
معدات معالجة الطعام وتقديم الطعام — Stainless steel 304 and 316 panels, أسطح العمل, والحظائر. التشطيب السطحي (عادة رقم 4 أو مفرشاة) يجب الحفاظ عليه. جهاز ثني الألواح مع أدوات Rolla-V وتغذية كوب الشفط هو المعدات القياسية هنا. المكونات الحيوية للنظافة تتطلب أيضا حواف خالية من الشفرات, لذا فإن قطع الجودة في أعلى التيار من الدوران الخارجي مهم أيضا.
تصنيع الأجهزة الطبية والمختبرات — صغير, حاويات معقدة من الفولاذ المقاوم للصدأ مع تفاوتات محكمة. تتعامل مكابح CNC مع أنظمة تحكم وقياس الزوايا ذات 6 محاور مع تعقيد الهندسة. درجة 316L شائعة لمقاومتها المحسنة للتآكل.
التكسية المعمارية والتصميم الداخلي — تشطيب مرآتي وألواح من الفولاذ المقاوم للصدأ مصقولة للواجهات, ديكورات المصاعد الداخلية, والميزات الزخرفية. حماية السطح هي الأولوية القصوى. التدرج على شكل V قبل الانحناء مع ثني الألواح يعطي أنصاف نصف قطر خارجية حادة مع أقل إجهاد سطحي.
المعالجة الكيميائية والمعدات الصناعية — صفيحة ثقيلة من الفولاذ المقاوم للصدأ (6–20 mm), غالبا ما تكون المستويات المزدوجة, للدبابات, اطارات, والدعمات الهيكلية. تتطلب فرامل ضغط عالية الحمولة مع تصحيح للتاج والنوابض للخلف للدوبلكس. المعيارآلة ثني الألواح مقابض العمل على الألواح, بينما تغطي مكابح الضغط ذات الحمولة الثقيلة الجانب الهيكلي.
كيفية اختيار معدات ثني الفولاذ المقاوم للصدأ المناسبة
استخدم هذا الإطار المكون من خمس خطوات قبل التواصل مع أي مورد.
Step 1: حدد درجة الستانلس لديك.
Grade 304 and 316 are the most forgiving. تتطلب المنحدرات المزدوجة آلات ذات طن مضاعف لتكون سمكة مكافئة. تأكد من الانحدارات التي تديرها متجرك أكثر من غيرها — وهي التي تحدد الحد الأدنى لمواصفات الآلة.
Step 2: احسب الحمولة باستخدام مضاعف الفولاذ المقاوم للصدأ
استخدم سمك المادة وطول الانحناء لحساب حمولة الفولاذ الطري, then multiply by 1.5 for 304/316, or 2.0+ for duplex. Add a 25% safety margin to that result.
Step 3: حدد متطلبات التشطيب السطحي لديك
المرآة, بكالوريوس, والتشطيبات المصقولة تتطلب أدوات رولا-V, فيلم الحماية, أو أدوات التحكم بالألواح مع تغذية كوب شفط. إذا كان منتجك يحتاج إلى ستانلس ستانلس عالي الجودة, حدد حماية السطح كمتطلب للآلة منذ اليوم الأول.
Step 4: حدد متطلب الدقة الخاص بك
للحوامل الصناعية المصنوعة من الفولاذ المقاوم للصدأ, ±0.5° كافية. للاستانلس المقاوم للهندسة المعمارية أو الطبية, يتطلب ±0.1°–±0.3° آلة مزودة بوحدة تحكم تعويض نابضة الظهر ويفضل نظام قياس زاوية متداخلة.
Step 5: طابق الجهاز مع حجم الإنتاج ونوع القطعة
الأجزاء المعقدة منخفضة الحجم → فرامل CNC مع تحكم بستة محاور. الألواح المسطحة عالية الحجم → تثني الألواح الأوتوماتيكية. Architectural panels with ultra-tight radii → V-grooving machine + panel bender. استخدم هذا الإطار التركيبي لبناء قائمة معداتك, ليس مجرد آلة واحدة.
الأسئلة الشائعة حول معدات ثني الفولاذ المقاوم للصدأ
ما هي معدات ثني الفولاذ المقاوم للصدأ?
تشير معدات ثني الفولاذ المقاوم للصدأ إلى الآلات المستخدمة لتشكيل صفائح الفولاذ المقاوم للصدأ بزوايا وأشكال دقيقة. الأنواع الرئيسية هي مكابح CNC المضغوطة, أدوات التحكم بالألواح الأوتوماتيكية, وآلات CNC V-grooving. كل نوع يناسب درجات مختلفة من الفولاذ المقاوم للصدأ, سمك, هندسة الأجزاء, ومتطلبات التشطيب السطحي.
لماذا يحتاج الفولاذ المقاوم للصدأ إلى حمولة أكبر من الفولاذ الطري?
Grade 304 stainless steel has a tensile strength of 515–620 MPa — roughly 1.5× that of common mild steel. قوة الشد الأعلى تعني أن المادة تقاوم قوة الانحناء بشكل أكبر, لذا تحتاج الآلة إلى حمولة أكبر نسبيا لتكوين نفس السماكة على نفس طول الانحناء.
كيف تمنع الخدش على الفولاذ المقاوم للصدأ المصقول أثناء الانحناء?
استخدم قوالب رول-V المتدحرجة بدلا من قوالب V الثابتة لتجنب التلامس المنزلق عند كتف القالب. ضع طبقة واقية بين الورقة وأسطح الأدوات. للإنتاج الآلي بالكامل, تتجنب أدوات التحكم في الألواح مع تغذية كوب الشفط علامات التلامس على الأسطح المصقولة مسبقا تماما.
ما هو عرض فتحة القالب التي يجب أن أستخدمها لثني الفولاذ المقاوم للصدأ?
For Grade 304 and 316, استخدم فتحة على شكل شكل V بعرض 8–10× سماكة المادة. على سبيل المثال, 2 mm stainless requires a 16–20 mm V-opening. الفتحات الأضيق تزيد من إجهاد السطح وخطر التشقق. الفتحات الأوسع تقلل القوة لكنها تزيد من نصف قطر الانحناء الداخلي.
هل يمكن لمكابح CNC العادية التعامل مع الفولاذ المقاوم للصدأ?
Many standard CNC press brakes can handle 304 and 430 stainless at moderate thicknesses if they have sufficient tonnage and the correct tooling. لجودة متسقة عبر مراحل الإنتاج, the machine's CNC controller also needs programmable spring-back compensation per material grade — otherwise every job requires manual angle corrections.

