













Équipement de pliage en acier inoxydable: Guide complet des types de machines, Caractéristiques techniques, et Sélection
Choisir le bonÉquipement de pliage en acier inoxydable est plus difficile qu’il n’y paraît. L’acier inoxydable ne se plie pas comme l’acier doux — il rebondit de façon plus agressive, Durcit pendant la formation, et se raye facilement sur les surfaces polies ou miroir. Si votre équipement n’est pas spécifié pour l’inox, Vous combattrez l’incohérence de l’angle, Dégâts de surface, et une usure prématurée des outils à chaque tâche.
Ce guide couvre les types de machines, Spécifications, outillage, et les critères de sélection qui comptent pour la fabrication en acier inoxydable — que vous pliiez des panneaux de cuisine, Enceintes médicales, ou revêtement architectural.
Pourquoi l’acier inoxydable nécessite un équipement de flexion spécifique

L’acier inoxydable n’est pas juste de l’acier avec une finition différente. Les propriétés du matériau posent des défis spécifiques que les équipements de pliage standard de tôle mal gèrent.
Haute résistance à la traction — Grade 304 l’inoxydable a une résistance à la traction de 515–620 MPa, contre environ 270 à 410 MPa pour le DC04 en acier doux. Cette différence signifie que votre frein à pression a besoin d’environ 1,5× tonnage pour plier la même épaisseur d’acier inoxydable à la même ouverture de la puce. Les machines de taille inférieure plient l’acier inoxydable avec une dérive d’angle visible ou n’atteignent pas la pleine force.
Un regain de rebond significatif — L’acier inoxydable recule plus que l’acier doux après la libération du poinçon. Grade 304 à 90° il faut se plier trop de 2 à 4° pour atteindre l’angle final de la cible. Sans compensation de rebond dans votre contrôleur CNC, chaque courbe nécessite une correction manuelle — ce qui va à l’encontre de l’utilité d’un système CNC.
Durcissement du travail — L’acier inoxydable durcit à la zone de flexion lors du formage. Flexion répétée dans la même zone, ou courber à des rayons serrés, provoque la fissure du matériau au lieu de céder. L’équipement pour l’inox doit se plier en une seule, Course contrôlée — pas plusieurs corrections sur la même position.
Sensibilité de surface — Poli, brossé, et des marques en acier inoxydable à finition miroir de façon permanente due au contact de l’outil, Copeaux métalliques, ou glissant sur les bords usés de la matrice. VotreÉquipement de pliage en acier inoxydable doit inclure des mesures de protection de surface dès l’outillage.
Les grades de l’acier inoxydable et ce qu’elles signifient pour votre équipement
Tous les inox ne se valent pas. La pente qui traverse votre machine détermine votre besoin en tonnage, Correction du retour de répit, et rayon de courbure minimal.
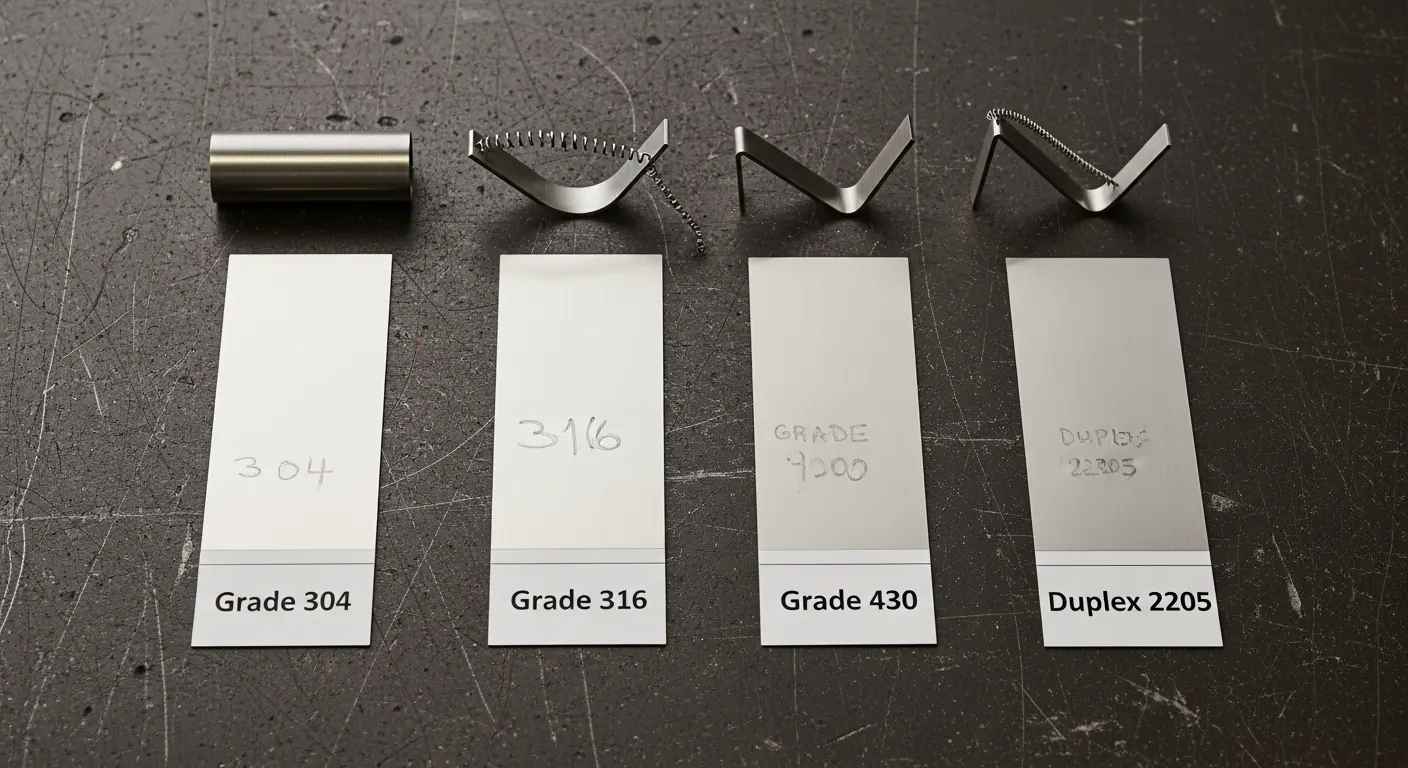
Grade 304 (Les plus courants) — Austénitique, Fort, reprise modérée (2–4°), Excellente résistance à la corrosion. Résistance à la traction 515–620 MPa. Il faut environ 1,5× tonnage d’acier doux à la même épaisseur. La largeur de la fente de la puce V doit être de 8 à 10× l’épaisseur du matériau.
Grade 316 — Similaire à 304 mais avec du molybdène ajouté pour la résistance chimique. Résistance légèrement supérieure, Un peu plus de reprise que 304. Courant dans la transformation alimentaire et la fabrication pharmaceutique.
Grade 430 (Ferritique) — Résistance à la traction inférieure à 304, Plus proche de l’acier doux dans le comportement de flexion. Le rebond est moins agressif. Plus facile à plier mais plus sujet à la fissuration de surface à des rayons serrés que les pentes austénitiques.
Inox duplex (2205) — Très forte force (620–880 MPa), Retour significatif (4–6° pour un courbure de 90°), et un durcissement agressif au travail. Nécessite une robustesseÉquipement de pliage en acier inoxydable avec une réserve de tonnage substantielle et une capacité de correction de reprise. Ce n’est pas une catégorie pour les freins à pression standard à milieu de gamme.
Pour unFrein à pression CNC pour la production en acier et en acier inoxydable à 100 Tonnes, Grade 304 jusqu’à 4 mm et grade 430 jusqu’à 5 Les mm sont des épaisseurs de travail pratiques dans cette plage de tonnages.
Types d’équipements de pliage en acier inoxydable
Trois types de machines prennent en charge la majorité du travail de pliage de l’acier inoxydable. Chacun correspond à un profil de production différent.
Presse plieuse CNC
Le frein à pression CNC est le plus polyvalentÉquipement de pliage en acier inoxydable pour les ateliers de travail et les environnements de production mixte. Il gère les supports, Cadres, Enceintes, et des parties complexes à multiples courbures. La jauge arrière programmable et la compensation CNC du ressort en font le choix standard pour le travail en acier inoxydable à travers 0.5 mm à 12 Plages d’épaisseur en mm.
Pour les ateliers effectuant des changements fréquents de travail selon différentes qualités en acier inoxydable, unInstallation d’équipements de pliage CNC de métal avec une base de données programmable de reprise est l’option la plus pratique et flexible.
Plier automatique de panneaux
Les plieuses de panneaux sont spécialement conçues pour la production à grande vitesse de grands panneaux plats en acier inoxydable — les meubles de cuisine, Panneaux de revêtement, Intérieurs des ascenseurs, et produits similaires. Ils se nourrissent, Poste, et se plient automatiquement sans intervention manuelle de l’opérateur par cycle.
Pour les panneaux en inox polis ou à finition miroir où la qualité de surface est critique, leMachine plieuse automatique de métal pour panneaux en acier inoxydable utilise des outils à contact contrôlé et des outillages protégés en surface pour maintenir l’intégrité de la finition sur des séries à fort volume.
UnPliage de panneaux avec alimentation CNC à ventouse Va plus loin en éliminant le serrage physique sur la surface du panneau — essentiel pour un inox pré-poli sensible aux rayures.
Machine à rainures CNC en V
Pour des rayons de courbe ultra-fins sur inox poli — panneaux décoratifs, Revêtement architectural, et composants de meubles — le creoing en V avant de se plier résout le problème de fissures de surface à rayons serrés. La machine à rainures CNC en V retire la matière de la zone de flexion, réduisant la force nécessaire à la formation et permettant des rayons extérieurs beaucoup plus serrés sans fissures visibles ni marques de contrainte superficielles. LeMachine à sillage en V CNC est un compagnon standard des freins à pression dans les ateliers de fabrication architecturale en inox.
Spécifications clés de l’équipement pour la courbure en acier inoxydable
Lors de l’évaluationÉquipement de pliage en acier inoxydable, Ce sont les chiffres qui comptent.
Tonnage — avec un multiplicateur en inox appliqué
Calculez d’abord votre tonnage requis pour l’acier doux, alors multiplier par 1.5 pour le grade 304/316, ou par 2.0+ pour les pentes duplex. Choisissez toujours une machine avec une marge de capacité de 20 à 30 % supérieure à votre valeur maximale calculée.
Largeur de fente de la puce (Ouverture en V) — V = T × 8 pour l’inox
Pour l’acier inoxydable, Utilisez une largeur de fente de la puce de 8 à 10× épaisseur du matériau. Les fentes plus serrées nécessitent plus de force et augmentent la contrainte de surface dans la zone de flexion. Des fentes plus larges réduisent la force mais produisent un rayon intérieur plus grand. The ratio V = T × 8 est le point de départ standard pour 304.
Contrôleur CNC avec base de données de compensation de reprise
Votre contrôleur doit stocker les valeurs de correction de ressort par qualité inox. Rémunérer manuellement chaque travail est inefficace et incohérent. Les contrôleurs Delem DA66S et DA69S prennent en charge des profils de matériaux programmables qui appliquent une correction automatique de surflexion par grade.
Système de mesure d’angle
Pour le travail en acier inoxydable à tolérance serrée, Une ligneDispositif de mesure d’angle confirme l’angle de flexion réel après chaque coup. Le retour en temps réel permet une correction automatique avant le virage suivant — éliminant la ferraille liée à la variation de rebond.
Parallélisme de lit et de bélier
La courbure en acier inoxydable sur de longues longueurs amplifie toute déflexion du cadre en variation d’angle visible. Machines ci-dessus 2 La longueur de travail des mètres nécessite un couronnement actif — hydraulique ou électromécanique — pour maintenir le bélier parallèle au plateau sous pleine charge.
Outillages pour l’acier inoxydable: Quels changements vont à l’acier standard

C’est l’outillage qui provient réellement de la plupart des problèmes de qualité de l’acier inoxydable — pas de la machine elle-même.
Rayon du nez de poing — Pour l’inox, Utilisez un rayon de poinçon minimum de 1 à 2× d’épaisseur du matériau. Des rayons de nez tranchants fissurent la surface à la zone de courbe, Surtout sur 304 et les pentes duplex. Des rayons plus grands répartissent les contraintes sur une zone plus large.
Rayon d’épaule du die — Un bord d’épaule de matrice tranchant raye et marque l’acier inoxydable lorsque le matériau s’étire dessus lors de la flexion. Épaules de matrice polies ou radieuses (0.8Rayon de bord de –1,2 mm) Réduire significativement le marquage de surface.
Rolla-V (Dé roulant) — Une puce Rolla-V remplace la fente V fixe par une épaule rotative, Ainsi, la feuille d’inox roule sur un point de contact en mouvement au lieu de traîner sur un bord fixe. Le résultat est une réduction importante du marquage de surface — essentiel pour le No.4 brossé, BA, et finitions en inox miroir.
Dureté et revêtement de l’outil — L’acier inoxydable durcit par la travail et est abrasif contre les outillages. L’acier à outils EN42 standard s’use plus vite sur l’acier inoxydable que sur l’acier doux. Outillage chromé ou traité thermiquement (58–62 HRC) Dure beaucoup plus longtemps et maintient la cohérence de la géométrie du poinçon sur de longues séries de production.
Film de protection de surface — Pour les panneaux en inox pré-polis ou pré-revêtus, Placez un film protecteur fin en plastique ou en mousse entre la feuille et les surfaces de contact de l’outillage. De nombreux courbeurs de panneaux incluent cette fonctionnalité comme caractéristique standard.
Méthodes de flexion: Flexion de l’air vs flexion du bas pour l’inox
La méthode de courbure que vous choisissez influence la qualité de surface, Usure de l’outillage, et la gestion de reprise surÉquipement de pliage en acier inoxydable.
Maîtrise de l’air — Le poinçon presse le matériau dans la puce en V sans toucher complètement le fond de la puce. L’angle de flexion est déterminé par la profondeur de pénétration du poinçon, Pas la géométrie de la matrice. La flexion à l’air est la méthode standard pour l’inox — elle nécessite moins de tonnage que la courbure du fond et exerce moins de contrainte sur la surface. La correction du rebond est prise en charge par le contrôleur CNC via la programmation par surflexion.
Flexion du bas (Création) — Le poinçon appuie entièrement le matériau contre le plancher de la matrice, Forçant essentiellement le métal à s’adapter à l’angle de la puce. La flexion par le bas élimine le retour à l’éclat mais nécessite 5 à 8× tonnage de plus que la flexion de l’air pour la même épaisseur. Pour l’acier inoxydable, Cela implique des exigences en tonnage très élevées. De plus,, L’augmentation de la pression de contact augmente le risque de marquage de surface sur l’inox fini.
Pour la plupartÉquipement de pliage en acier inoxydable Applications, La courbure à l’air avec compensation CNC du rebond est la bonne méthode — moins de tonnage, Moins de contraintes d’outillage, et une meilleure qualité de surface sur les pièces en acier inoxydable fini.
Équipements de pliage en acier inoxydable pour des industries spécifiques
Le secteur que vous desservez façonne précisément la configuration de la machine dont vous avez besoin.
Équipements de transformation alimentaire et de restauration — Acier inoxydable 304 et 316 Panneaux, Plans de travail, et enceintes. Finition de surface (typiquement n°4 ou brossé) doit être préservé. Un pliage de panneaux avec outillages Rolla-V et alimentation en ventouse est l’équipement standard ici. Les composants critiques pour l’hygiène nécessitent également des bords sans meules, donc la réduction de la qualité en amont du Bender compte aussi.
Fabrication de dispositifs médicaux et de laboratoire — Petit, Boîtiers complexes en inox avec des tolérances strictes. Les freins à pression CNC avec systèmes de contrôle 6 axes et de mesure d’angle gèrent la complexité géométrique. La grade 316L est commune pour sa meilleure résistance à la corrosion.
Revêtement architectural et design intérieur — Panneaux en acier inoxydable poli et finition miroir pour façades, Intérieurs des ascenseurs, et éléments décoratifs. La protection des surfaces est la priorité absolue. Le creoving en V avant la courbure, combiné à la flexion des pannes, donne les rayons extérieurs les plus nets avec le moins de contrainte de surface.
Traitement chimique et équipements industriels — Plaque épaisse en inox (6–20 mm), souvent des pentes duplex, pour les chars, Cadres, et supports structurels. Des freins à pression à haute tonnage avec couronnement et correction de rebond pour le duplex sont nécessaires. La normeMachine à plier des panneaux Traite le travail sur feuilles, tandis que les freins à pression à gros tonnage couvrent le côté structurel.
Comment choisir le bon équipement de pliage en acier inoxydable
Utilisez ce cadre en cinq étapes avant de contacter un fournisseur.
Pas 1: Identifiez votre qualité en acier inoxydable
Grade 304 et 316 sont les plus indulgentes. Les qualités duplex nécessitent des machines avec le double de tonnage pour une épaisseur équivalente. Vérifiez les notes que votre atelier utilise le plus fréquemment — cela détermine la spécification minimale de votre machine.
Pas 2: Calculez le tonnage avec le multiplicateur en acier inoxydable
Utilisez l’épaisseur de votre matériau et la longueur de flexion pour calculer le tonnage de l’acier doux, alors multiplier par 1.5 pour 304/316, ou 2.0+ pour duplex. Ajouter un 25% Marge de sécurité à ce résultat.
Pas 3: Définissez vos exigences en matière de finition de surface
Miroir, BA, et les finitions brossées nécessitent un outillage Rolla-V, Film de protection, ou des plieuses de panneaux avec alimentation en ventouse. Si votre produit nécessite un inox de qualité esthétique, Spécifier la protection de surface comme exigence machine dès le premier jour.
Pas 4: Définissez votre exigence de précision
Pour les supports industriels en inox, ±0,5° suffit. Pour l’inox architectural ou médical, ±0,1°–±0,3° nécessite une machine équipée d’un régulateur de compensation de reprise et, idéalement, d’un système de mesure d’angle en ligne.
Pas 5: Associez la machine à votre volume de production et au type de pièce
Pièces complexes à faible volume → frein à pression CNC avec commande sur 6 axes. Panneaux plats à grand volume → pliage automatique des panneaux. Panneaux architecturaux à rayons ultra-serrés → machine à rainures en V + Plier de panneau. Utilisez ce cadre de combinaison pour constituer votre liste d’équipements, pas juste une machine.
Foire aux questions sur les équipements de pliage en acier inoxydable
Qu’est-ce que l’équipement de pliage en acier inoxydable?
L’équipement de pliage en acier inoxydable désigne les machines utilisées pour former des feuilles d’acier inoxydable en angles et formes précis. Les principaux types sont les freins à pression CNC, Courbes automatiques de panneaux, et des machines CNC à rainures en V. Chacun convient à différents types d’inox, Épaisseurs, Géométries partielles, et exigences de finition de surface.
Pourquoi l’acier inoxydable demande-t-il plus de tonnage que l’acier doux?
Grade 304 L’acier inoxydable a une résistance à la traction de 515 à 620 MPa — soit environ 1,5× celle de l’acier doux courant. Une résistance à la traction plus élevée signifie que le matériau résiste davantage à la force de flexion, Ainsi, la machine a besoin de plus de tonnage proportionnellement pour obtenir la même épaisseur sur la même longueur de courbe.
Comment éviter les rayures sur l’acier inoxydable poli lors des pliages?
Utilisez des coins roulants Rolla-V au lieu de chips en V fixes pour éliminer le contact glissant au niveau de l’épaule du die. Appliquez un film protecteur entre la feuille et les surfaces d’outillage. Pour la production entièrement automatisée, Les pliages de panneaux avec alimentation en ventouse évitent complètement les marques de contact sur les surfaces pré-polies.
Quelle largeur de fente devrais-je utiliser pour plier de l’acier inoxydable?
Pour le grade 304 et 316, Utilisez une largeur de fente en V de 8 à 10× épaisseur du matériau. Par exemple, 2 Le métal en acier inoxydable mm nécessite une ouverture en V de 16 à 20 mm. Des fentes plus étroites augmentent les contraintes de surface et le risque de fissures. Des fentes plus larges réduisent la force mais augmentent le rayon de courbure intérieur.
Les freins à pression CNC standards peuvent-ils supporter l’acier inoxydable?
De nombreux freins à pression CNC standards peuvent gérer 304 et 430 Inox à une épaisseur modérée s’ils ont un tonnage suffisant et les bons outillages. Pour une qualité constante sur toute la production, le contrôleur CNC de la machine nécessite également une compensation programmable de rebond par grade de matériau — sinon, chaque travail nécessite des corrections manuelles d’angle.

