













Attrezzature per la piegatura in acciaio inossidabile: Guida completa ai tipi di macchine, Specifiche, e Selezione
Scegliere la scelta giustaAttrezzature per piegatura in acciaio inossidabile è più difficile di quanto sembri. L'acciaio inossidabile non si piega come l'acciaio dolce — rimonta in modo più aggressivo, si indurisce durante la formatura, e si graffia facilmente su superfici lucidate o a specchio. Se la tua attrezzatura non è specificata per l'acciaio inox, Combatterai l'incoerenza dell'angolo, Danni superficiali, e usura precoce degli utensili in ogni lavoro.
Questa guida copre i tipi di macchine, Specifiche, Utensili, e criteri di selezione che contano per la fabbricazione in acciaio inossidabile — che tu stia piegando i pannelli della cucina, Recinti medici, o rivestimenti architettonici.
Perché l'acciaio inossidabile richiede attrezzature specifiche per la piegatura

L'acciaio inossidabile non è solo acciaio con una finitura diversa. Le sue proprietà dei materiali creano sfide specifiche che le attrezzature standard per la piegatura in lamiera gestiscono male.
Alta resistenza alla trazione — Grado 304 l'acciaio inox ha una resistenza alla trazione di 515–620 MPa, rispetto a circa 270–410 MPa per il DC04 in acciaio dolce. Questa differenza significa che il tuo freno a pressione ha bisogno di circa l'1,5× del tonnellaggio per piegare lo stesso spessore di acciaio inox alla stessa apertura del die. Le macchine sottodimensionate piegano l'acciaio inox con una deriva visibile o non raggiungono la piena forza.
Ritorno significativo — L'acciaio inossidabile riprende più resistenza dell'acciaio dolce dopo il rilascio del punzone. Grado 304 a 90° è necessario sovraflettersi di 2–4° per raggiungere l'angolo finale del bersaglio. Senza compensazione del retromarcia nel tuo controller CNC, ogni curva necessita di correzione manuale — il che vanifica lo scopo di un sistema CNC.
Indurimento dal lavoro — L'acciaio inox si indurisce nella zona di flessione durante la formatura. Piegamento ripetuto nella stessa area, oppure piegando raggi stretti, fa sì che il materiale si crepi invece di cedere. L'attrezzatura per l'acciaio inox deve piegarsi in una singola, Corsa controllata — non correzioni multiple sulla stessa posizione.
Sensibilità superficiale — Rifinito, spazzolato, e segni in acciaio inox con finitura a specchio in modo permanente a causa del contatto con l'utensile, Trucioli metallici, o che scorre contro i bordi del die consumato. Il tuoAttrezzature per piegatura in acciaio inossidabile devono includere misure di protezione superficiale fin dall'attrezzatura.
Gradi per acciaio inossidabile e cosa significano per la tua attrezzatura
Non tutti gli inox sono uguali. La pendenza che attraversa la tua macchina determina il tuo fabbisogno di tonnellaggio, Correzione del ritorno a molle., e raggio di curvatura minimo.
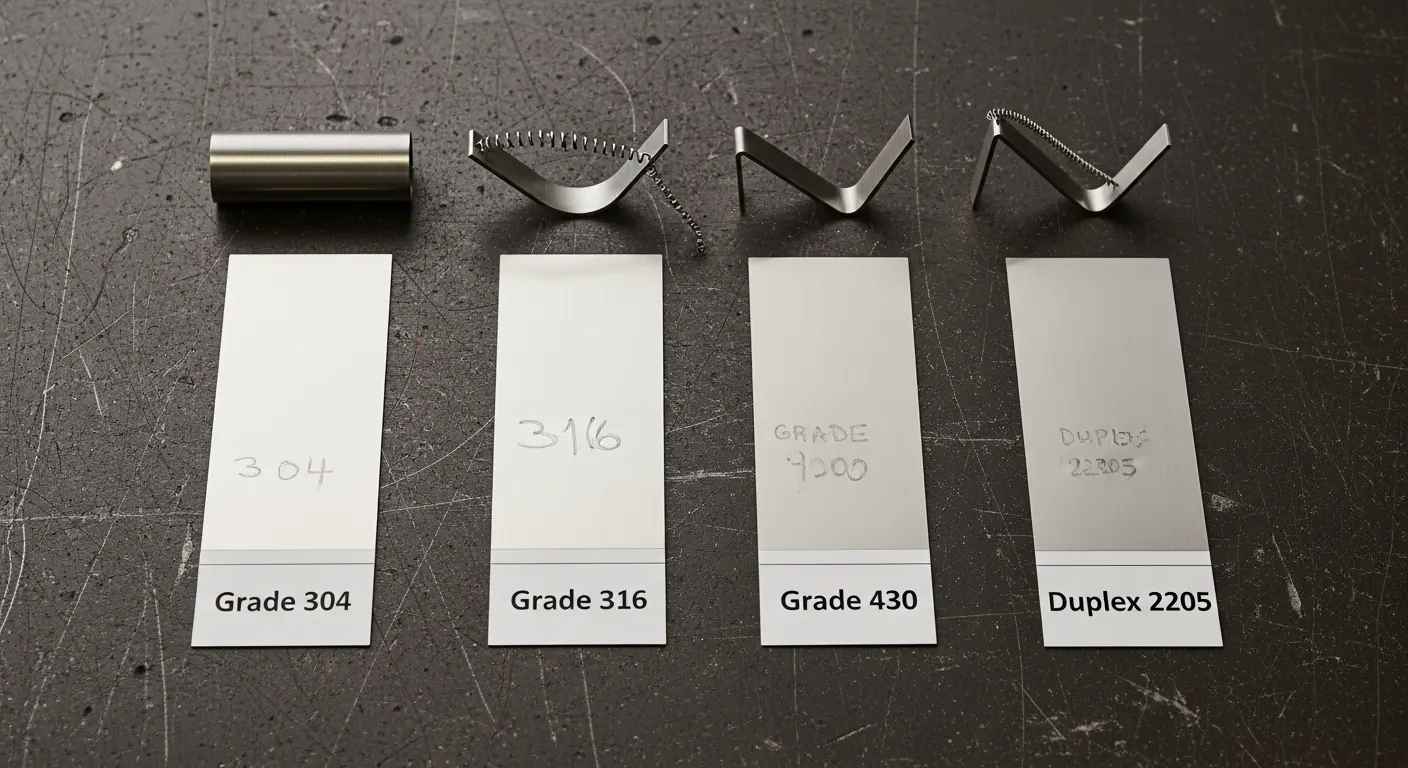
Grado 304 (La più comune) — Austenitico, Forte, Ritorno a effetto moderato (2–4°), Eccellente resistenza alla corrosione. Resistenza alla trazione 515–620 MPa. Richiede circa l'1,5× del tonnellaggio dell'acciaio dolce allo stesso spessore. La larghezza della fessura a V dovrebbe essere dell'8–10× spessore del materiale.
Grado 316 — Simile a 304 ma con l'aggiunta di molibdeno per la resistenza chimica. Resistenza leggermente superiore, Leggermente più ripresa rispetto a 304. Comune nella trasformazione alimentare e nella fabbricazione farmaceutica.
Grado 430 (Ferritica) — Resistenza alla trazione inferiore a 304, Più vicino all'acciaio dolce nel comportamento di flessione. Il ritorno a molletta è meno aggressivo. Più facile da piegare ma più soggetto a crepe superficiali a raggi stretti rispetto alle pendenze austenitiche.
Acciaio inox duplex (2205) — Forza molto alta (620–880 MPa), Ripresa significativa (4–6° per 90° bend), e un indurimento aggressivo dal lavoro. Richiede un servizio pesanteAttrezzature per piegatura in acciaio inossidabile con una consistente riserva di tonnellaggio e capacità di correzione a molla.. Non è una pendenza per i freni a pressione standard a media gamma.
Per unFreno a pressa CNC per la produzione in acciaio e acciaio inossidabile a 100 tonnellate, Grado 304 fino a 4 mm e Grade 430 fino a 5 mm sono spessori di lavoro pratici all'interno di quella gamma di tonnellaggio.
Tipi di attrezzature per la piegatura in acciaio inox
Tre tipi di macchine gestiscono la maggior parte del lavoro di piegatura dell'acciaio inossidabile. Ognuna si adatta a un profilo produttivo diverso.
Pressa piegatrice CNC
Il freno a pressione CNC è il più versatileAttrezzature per piegatura in acciaio inossidabile per officine di lavoro e ambienti di produzione mista. Gestisce le staffe, Fotogrammi, Custodie, e parti complesse a più pieghe. Il manometro posteriore programmabile e la compensazione CNC del retromarcia lo rendono la scelta standard per il lavoro in acciaio inossidabile in tutta la zona 0.5 mm a 12 Intervalli di spessore in mm.
Per officine che effettuano frequenti cambi di lavoro su diversi gradi di acciaio inox, unConfigurazione CNC di attrezzature per piegatura metallica con un database programmabile per la flessibilità è l'opzione più pratica e flessibile.
Piegatura automatica dei pannelli
I pannelli piegapani sono progettati appositamente per la produzione ad alta velocità di grandi pannelli piatti in acciaio inox — mobili da cucina, Pannelli di rivestimento, Interni ascensori, e prodotti simili. Si nutrono, Posizione, e piegano automaticamente senza intervento manuale dell'operatore per ciclo.
Per pannelli in acciaio inox lucidati o con finitura speculare dove la qualità superficiale è fondamentale, LeMacchina automatica per piegatura metallica per pannelli in acciaio inossidabile utilizza utensili controllati a contatto e strumenti protetti dalla superficie per mantenere l'integrità della finitura su tralazioni ad alto volume.
UnPiegatrice di pannelli con alimentazione CNC a ventosa Va oltre eliminando la serratura fisica sulla superficie del pannello — fondamentale per l'acciaio inox prelucidato sensibile ai graffi.
Macchina CNC per scanalatura a V
Per raggi di curvatura ultra-sottili su acciaio inox lucidato — pannelli decorativi, Rivestimento architettonico, e componenti per mobili — la scanalatura a V prima di piegarla risolve il problema delle crepe superficiali a raggi ristretti. La macchina CNC per scanalatura a V rimuove materiale dalla zona di flessione, riducendo la forza necessaria per formarsi e permettendo raggi esterni molto più stretti senza crepe visibili o segni di sollecitazione superficiale. LeMacchina CNC a scanalatura a V è un complemento standard dei freni a pressione nelle officine di fabbricazione architettonica in acciaio inox.
Specifiche chiave delle attrezzature per la piegatura in acciaio inossidabile
Durante la valutazioneAttrezzature per piegatura in acciaio inossidabile, Questi sono i numeri che contano.
Tonnellaggio — con un moltiplicatore in acciaio inox applicato
Calcola prima il tonnellaggio necessario per l'acciaio dolce, allora moltiplica per 1.5 per grado 304/316, oppure da 2.0+ per i gradi duplex. Seleziona sempre una macchina con un margine di capacità superiore al 20–30% del valore massimo calcolato.
Larghezza dello slot del die (Apertura a V) — V = T × 8 per acciaio inox
Per l'acciaio inossidabile, Usa una larghezza di fessura del die di 8–10× spessore del materiale. Fessure più strette richiedono più forza e aumentano le tensioni superficiali nella zona di curvatura. Fessure più larghe riducono la forza ma producono un raggio interno maggiore. Il rapporto V = T × 8 è il punto di partenza standard per 304.
Controller CNC con database di compensazione a molla
Il tuo controller deve memorizzare i valori di correzione del ritorno a molla per ogni grado in acciaio inox. Compensare manualmente ogni lavoro è inefficiente e incoerente. I controller Delem DA66S e DA69S supportano profili di materiale programmabili che applicano la correzione automatica della sovraflessione per ogni grado.
Sistema di misurazione dell'angolo
Per lavori in acciaio inox a tolleranze strette, un inlineDispositivo di misurazione dell'angolo conferma l'angolo effettivo di flessione dopo ogni colpo. Il feedback in tempo reale consente la correzione automatica prima della curva successiva — eliminando gli scarichi dovuti alla variazione a molla,.
Parallelismo tra letto e ram
La piegatura in acciaio inox su lunghe lunghe amplifica qualsiasi deflessione del telaio in variazioni visibili di angoli. Macchine sopra 2 La lunghezza di lavoro dei metri necessita di una curvatura attiva — idraulica o elettromeccanica — per mantenere il montone parallelo al piano sotto carico pieno.
Utensili per acciaio inossidabile: Cosa cambia rispetto all'acciaio standard

Lo stampo degli utensili è il luogo dove la maggior parte dei problemi di qualità dell'acciaio inossidabile ha origine — non nella macchina stessa.
Raggio del muso del punch — Per acciaio inox, Usa un raggio minimo di punzone di 1–2× dello spessore del materiale. Raggi affilati del muso crepano la superficie nella zona di curvatura, Soprattutto su 304 e i livelli duplex. Raggi più grandi distribuiscono lo stress su un'area più ampia.
Raggio spalla del die — Un bordo spalla affilato a die graffia e segna l'acciaio inox mentre il materiale si trascina durante la piegatura. Spalle di die lucidate o radiate (0.8Raggio di bordo di –1,2 mm) Ridurre significativamente la marcatura superficiale.
Rolla-V (Cado rotolante) — Un die Rolla-V sostituisce la scanalatura a V fissa con una spalla rotante del dado, Quindi il foglio d'acciaio inox rotola su un punto di contatto in movimento invece di trascinarsi su un bordo fisso. Il risultato è una grande riduzione della marcatura superficiale — essenziale per la spazzolatura n. 4, BA, e finiture in acciaio inox a specchio.
Durezza e rivestimento degli utensili — L'acciaio inox si indurisce ed è abrasivo contro gli utensili. L'acciaio per utensili EN42 standard si consuma più velocemente sull'acciaio inox che sull'acciaio dolce. Utensili cromati o trattati termicamente (58–62 HRC) Dura significativamente più a lungo e mantiene la coerenza della geometria del punzone durante lunghe tirature di produzione.
Film protettivo superficiale — Per pannelli in acciaio inox pre-lucidati o pre-rivestiti, Inserire una sottile pellicola protettiva in plastica o schiuma tra il foglio e le superfici di contatto degli utensili. Molti piegatori di pannelli includono questa caratteristica come caratteristica standard.
Metodi di piegatura: Flessione dell'aria vs piegatura inferiore per acciaio inox
Il metodo di piegatura che scegli influisce sulla qualità della superficie, Usura degli stampi, e la gestione di rilancio suAttrezzature per piegatura in acciaio inossidabile.
Dominio dell'aria — Il punzone preme il materiale nel die a V senza toccare completamente il fondo del die. L'angolo di flessione è determinato dalla profondità di penetrazione del punzone, non geometria del die. La piegatura ad aria è il metodo standard per l'acciaio inossidabile — richiede meno tonnellaggio rispetto alla piegatura inferiore e esercita meno sollecitazione sulla superficie. La correzione del ritorno a molla è gestita dal controller CNC tramite programmazione di sovraplungamento.
Flessione del fondo (Coniazione) — Il punzone preme completamente il materiale contro il pavimento del die, In pratica costringe il metallo a conformarsi all'angolo del die. La flessione inferiore elimina la ripresa elastica ma richiede 5–8× tonnellaggio in più rispetto alla piegatura dell'aria per lo stesso spessore. Per l'acciaio inossidabile, Questo comporta requisiti di tonnellaggio molto elevati. Inoltre, L'aumento della pressione di contatto aumenta il rischio di marcatura superficiale sull'acciaio inox finito.
Per la maggior parteAttrezzature per piegatura in acciaio inossidabile applicazioni, La piegatura ad aria con compensazione CNC con spring-back è il metodo corretto — meno tonnellaggio, Meno sollecitazione di utensile, e una migliore qualità della superficie sui pezzi in acciaio inox finiti.
Attrezzature per piegatura in acciaio inox per industrie specifiche
Il settore che servi determina esattamente la configurazione della macchina di cui hai bisogno.
Attrezzature per la lavorazione alimentare e la ristorazione — Acciaio inossidabile 304 e 316 Pannelli, Piani di lavoro, e recinti. Finitura superficiale (tipicamente n.4 o spazzolato) devono essere preservati. Un piegapannello con stampo Rolla-V e alimentazione a ventose è l'attrezzatura standard qui. I componenti critici per l'igiene richiedono anche bordi privi di bava, Quindi conta anche la qualità del taglio a monte del bender.
Fabbricazione di dispositivi medici e laboratorio — Piccolo, Complessi involucri in acciaio inox con tolleranze strette. I freni a pressione CNC con sistemi di controllo e misurazione dell'angolo a 6 assi gestiscono la complessità della geometria. Il grado 316L è comune per la sua migliore resistenza alla corrosione.
Rivestimenti architettonici e design d'interni — Pannelli a finitura specchio e acciaio inox lucidato per facciate, Interni ascensori, e caratteristiche decorative. La protezione delle superfici è la massima priorità. La scanalatura a V prima della piegatura, combinata con la flessione dei pannelli, fornisce i raggi esterni più netti con la minore sollecitazione superficiale.
Lavorazione chimica e attrezzature industriali — Piastra in acciaio inox pesante (6–20 mm), spesso con gradi duplex, per carri armati, Fotogrammi, e supporti strutturali. Sono necessari freni a pressione ad alto tonnellaggio con coronazione e correzione a molla per il duplex. La normaMacchina per la piegatura dei pannelli Maneggia i lavori in foglio, mentre i freni pressati a tonnellaggio pesante coprono il lato strutturale.
Come scegliere l'attrezzatura giusta per piegatura in acciaio inossidabile
Usa questo sistema in cinque fasi prima di contattare qualsiasi fornitore.
Passo 1: Identifica la tua qualità in acciaio inox
Grado 304 e 316 sono i più indulgenti. I gradi duplex richiedono macchine con il doppio del tonnellaggio per uno spessore equivalente. Conferma i gradi che il tuo laboratorio usa più frequentemente — questo determina la specifica minima della tua macchina.
Passo 2: Calcola il tonnellaggio con il moltiplicatore in acciaio inox
Usa lo spessore del materiale e la lunghezza di flessione per calcolare il tonnellaggio dell'acciaio dolce, allora moltiplica per 1.5 per 304/316, o 2.0+ per duplex. Aggiungi un 25% margine di sicurezza a questo risultato.
Passo 3: Definisci i requisiti di finitura superficiale
Specchio, BA, e le finiture spazzolate richiedono utensili Rolla-V, Pellicola protettiva, oppure pannelli piegatori con alimentazione a ventose. Se il tuo prodotto richiede acciaio inox di qualità cosmetica, Specificare la protezione superficiale come requisito della macchina fin dal primo giorno.
Passo 4: Imposta il requisito di precisione
Per staffe in acciaio inox industriale, ±0,5° è sufficiente. Per acciaio inox architettonico o medico, ±0,1°–±0,3° richiede una macchina con un controller di compensazione a molla e, idealmente, un sistema di misurazione dell'angolo in linea.
Passo 5: Abbina la macchina al volume di produzione e al tipo di pezzo
Parti complesse a basso volume → freno a pressione CNC con controllo a 6 assi. Pannelli piatti ad alto volume → pannelli automatici. Pannelli architettonici con raggi ultra-stretti → macchina a scanalatura a V + Pannelli piegatori. Usa questo framework combinato per costruire la tua lista di attrezzature, Non solo una macchina.
Domande frequenti sulle attrezzature per piegatura in acciaio inossidabile
Cos'è l'attrezzatura per piegatura in acciaio inossidabile?
Le apparecchiature per piegatura in acciaio inossidabile si riferiscono alle macchine utilizzate per modellare lastre d'acciaio inossidabile in angoli e forme precise. I principali tipi sono freni a pressione CNC, Piegatori automatici dei pannelli, e macchine CNC per scanalatura a V. Ognuno è adatto a diversi gradi in acciaio inox, Spessori, Geometrie delle parti, e requisiti di finitura superficiale.
Perché l'acciaio inossidabile richiede più tonnellaggio rispetto all'acciaio dolce?
Grado 304 l'acciaio inossidabile ha una resistenza alla trazione di 515–620 MPa — circa l'1,5× rispetto all'acciaio dolce comune. Una resistenza alla trazione più elevata significa che il materiale resiste maggiormente alla forza di flessione, Quindi la macchina necessita proporzionalmente di più tonnellaggio per ottenere lo stesso spessore sulla stessa lunghezza di curvatura.
Come si evita i graffi sull'acciaio inox lucidato durante la piegatura?
Utilizzare i matrici a rotolo Rolla-V invece dei die a V fissi per eliminare il contatto scorrevole sulla spalla del die. Applica una pellicola protettiva tra il foglio e le superfici degli utensili. Per la produzione completamente automatizzata, Le piegatrici di pannelli con alimentazione a ventose evitano completamente la marcatura di contatto sulle superfici pre-lucidate.
Quale larghezza di fessura dovrei usare per piegare l'acciaio inox?
Per il grado 304 e 316, Utilizzare una larghezza di slot a V di 8–10× di spessore del materiale. Per esempio, 2 L'acciaio inox mm richiede un'apertura a V da 16–20 mm. Fessure più strette aumentano lo stress superficiale e il rischio di crepe. Fessure più larghe riducono la forza ma aumentano il raggio di flessione all'interno.
I freni a pressione CNC standard possono gestire l'acciaio inossidabile?
Molti freni a pressa CNC standard sono in grado di gestire 304 e 430 acciaio inox a spessore moderato se hanno un stanellaggio sufficiente e gli attrezzi corretti. Per una qualità costante durante tutte le serie di produzione, il controller CNC della macchina necessita anche di compensazione programmabile dello springback per grado di materiale — altrimenti ogni lavoro richiede correzioni manuali dell'angolo.

