













ステンレス鋼曲げ装置: 機械の種類全ガイド, スペック, そして選抜
正しい選択ステンレス鋼の曲げ装置 見た目より難しい. ステンレス鋼は軟鋼のように曲がりません — より激しく反転します, 成形時に加工硬化, 磨かれた面や鏡面に傷が簡単につく. もしあなたの機器がステンレス対応でなければ, 角度の不一致と戦うことができます, 表面損傷, そしてすべての作業における早期の工具摩耗.
このガイドでは機械の種類を扱っています, スペック, ツーリング, そして、キッチンパネルを曲げるかどうかに関わらず、ステンレス鋼製造で重要な選択基準, 医療用囲い, または建築外装.
なぜステンレス鋼に専用の曲げ機器が必要なのか

ステンレス鋼は単に異なる仕上げの鋼ではありません. その材料特性は、標準的な板金曲げ機器ではうまく処理できない特有の課題を生み出しています.
高い引張強度 — グレード 304 ステンレス鋼の引張強度は515〜620 MPaです, 軟鋼DC04の約270〜410MPaと比較すると. その差があるため×プレスブレーキは同じダイ開口部で同じ厚さのステンレスを曲げるには約1.5/4トンが必要です. 小型機械はステンレスを曲げて角度が目に見えるドリフトを起こしたり、全力を出せなかったりします.
大きな反発 — パンチが放たれた後、ステンレス鋼は軟鋼よりも跳ね返る. グレード 304 90°では最終的なターゲット角度を合わせるために2〜4°のオーバーベンディングが必要です. CNCコントローラーにスプリングバック補償がないと, すべての曲げ角は手動修正が必要ですが、これはCNCシステムの目的を損なっています.
加工硬化 — ステンレス鋼は成形中に曲げ部分で硬化します. 同じ部分での繰り返しの曲げ, または狭い半径での曲げ, 材料が降伏するのではなくひび割れてしまう原因となります. ステンレス用の機器は一括で曲げる必要があります, コントロールされたストローク — 同じポジションでの複数回の修正ではなく.
表面感度 — 磨き上げ, ブラッシング, そして、工具との接触による鏡面仕上げのステンレスマークが永久に残ります, 金属片, または、摩耗したダイエッジに滑り込む音も. あなたのステンレス鋼の曲げ装置 金型の設置段階から表面保護措置を含まなければならない.
ステンレススチールのグレードとそれがあなたの機器に与える意味
すべてのステンレスが同じではありません. 機械を通る勾配が、必要なトン数を決定します, スプリングバック補正, および最小曲げ半径.
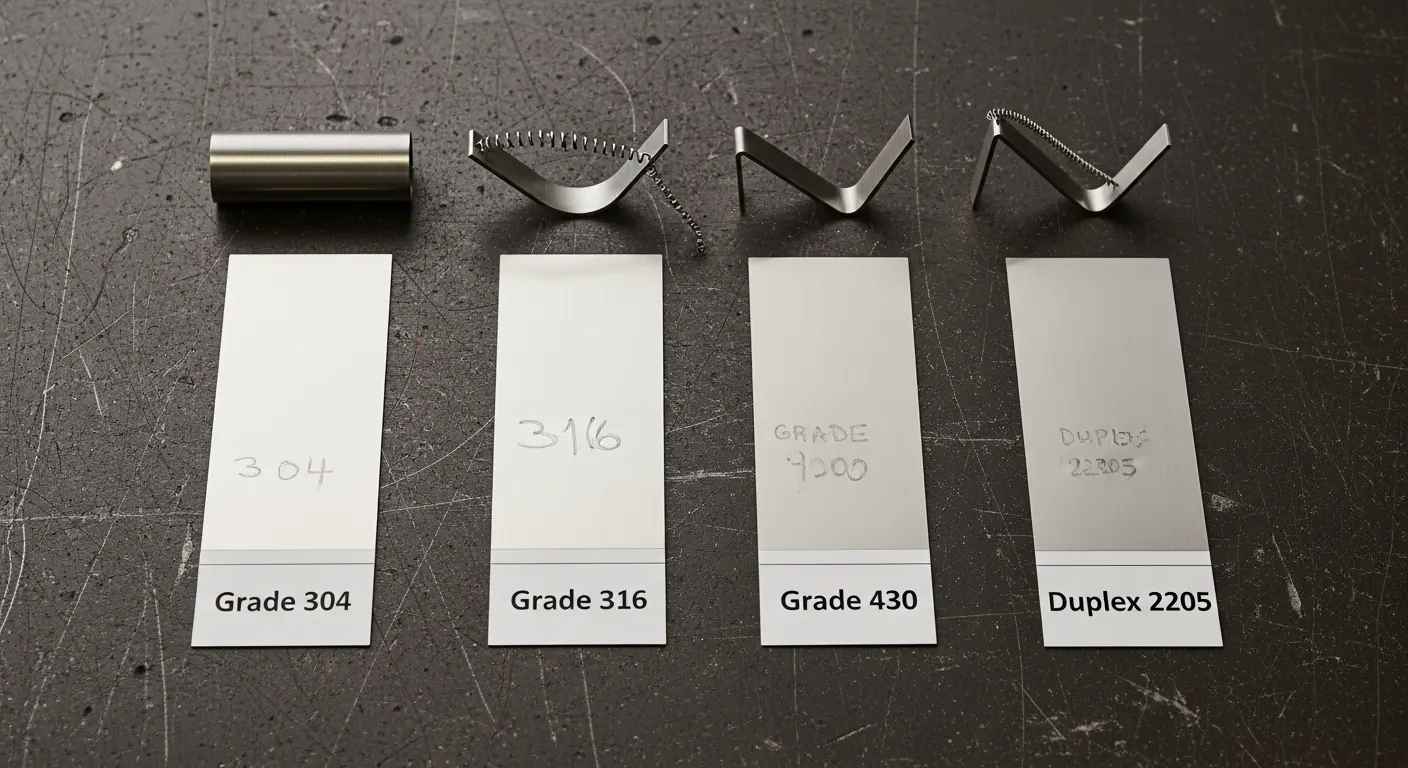
グレード 304 (最も一般的な) — オーステニト的, ストロング, 中程度のスプリングバック (2–4°), 優れた耐腐食性. 引張強度 515–620 MPa. 同じ厚さで軟鋼の約1.5×トンが必要です. Vダイスロット幅は材料厚の8〜10×であるべきです.
グレード 316 — 類似 304 しかし化学耐性のためにモリブデンが加えられています. やや高い強度, わずかにスプリングバックが大きい 304. 食品加工や医薬品製造でよく見られる.
グレード 430 (フェライト系) — 引張強度は 304, 曲げ挙動は軟鋼に近い. スプリングバックは攻撃性が低い. 曲げやすいですが、オーステナイト勾配よりも狭い半径では表面ひび割れが起こりやすいです.
デュプレックスステンレス (2205) — 非常に高い強度 (620–880 MPa), 大きな後退 (4–6°は90°の曲がり), および積極的な加工硬化. 重厚なものが必要ですステンレス鋼の曲げ装置 十分なトン数予備とスプリングバック補正能力を備えている. 標準的なミッドレンジプレスブレーキには適していません.
a鋼鉄およびステンレス鋼生産用のCNCプレスブレーキ 100 トン, グレード 304 まで 4 mmとグレード 430 まで 5 mmはそのトン数範囲内で実用的な作業厚さです.
ステンレス鋼曲げ機器の種類
ステンレス鋼の曲げ作業の大部分は3種類の機械で行われます. それぞれ異なる制作プロファイルに適しています.
CNCプレスブレーキ
CNCプレスブレーキは最も多用途ですステンレス鋼の曲げ装置 ジョブショップや混合生産環境向けに. 括弧処理も可能です, フレーム, エンクロージャ, 複雑な多曲げ部品. プログラム可能なバックゲージとCNCスプリングバック補正により、ステンレス作業の標準的な選択肢となっています 0.5 mmから 12 厚さのmm範囲.
異なるステンレスグレードで頻繁に転職をしている店舗向けに, あるプログラム可能なスプリングバックデータベースを備えたCNC金属曲げ機器のセットアップ は最も実用的で柔軟な選択肢です.
自動パネルベンダー
パネルベンダーは、大型の平らなステンレスパネル、つまりキッチンキャビネットの高速生産のために特別に設計されています, 外装パネル, エレベーター内部, および類似製品. 彼らは餌を食べます, ポジション, そして、手動操作者の介入なしに自動的に曲げることができます.
表面品質が重要な磨き上げやミラー仕上げのステンレスパネル用, ザステンレスパネル用の自動金属折りたたみ機械 制御された工具接触と表面保護型を用いて、大量生産でも仕上げの完全性を維持します.
A吸引カップ付きパネルベンダー CNCフィーディング さらに、パネル表面の物理的なクランプを排除しています。これは、傷に敏感なプレポリッシュステンレスにとって非常に重要です.
CNCV溝機械
磨かれたステンレスの超細い曲げ半径用に — 装飾パネル, 建築外装材, 家具部品 — 曲げる前にV字溝を入れることで、狭い半径での表面亀裂問題が解決されます. CNCのV溝削り機は曲げゾーンから材料を除去します, 形成に必要な力を減らし、目に見える亀裂や表面応力痕なしに外側半径をより厳密に調整できるようになっています. ザCNCV溝留め機 建築用ステンレス鋼製造工場におけるプレスブレーキの標準的な補助装置です.
ステンレス鋼曲げの主要機器仕様
評価時ステンレス鋼の曲げ装置, これらの数字こそが重要なのです.
トン数 — ステンレス倍率を適用した
まずは軟鋼に必要なトン数を計算してください, 次に を掛けます 1.5 グレード 304/316, または 2.0+ デュプレックスグレードの場合. 最大計算値より20〜30%の容量マージンがある機械を必ず選びましょう.
ダイスロット幅 (V字オープニング) — V = T × 8 ステンレス用
ステンレス鋼の場合, ダイスロット幅は材料厚8〜10×を使用します. 狭いスロットはより多くの力を必要とし、曲げゾーンでの表面応力も増加します. スロットが広いことで力は減りますが、内側半径は大きくなります. 比率V = T × 8 はの標準的な出発点です。 304.
スプリングバック補償データベースを備えたCNCコントローラ
コントローラーはステンレスグレードごとのスプリングバック補正値を保持しなければなりません. すべての作業を手動で補償するのは非効率で一貫性がありません. Delem DA66SおよびDA69Sコントローラーは、グレードごとの自動オーバーベンド補正を適用するプログラム可能な材料プロファイルをサポートしています.
角度測定システム
厳密公差のステンレス鋼加工用, インライン角度測定装置 各ストローク後の実際の曲げ角を確認します。. リアルタイムフィードバックにより、次の曲げ直し前に自動修正が可能となり、スプリングバックの変動によるスクラップを排除します.
ベッドとラムの並列性
ステンレス鋼の長い曲げは、フレームのたわみを目に見える角度の変化に増幅させます. 上位の機械 2 メーターの作業長には、満荷重時にラムをベッドと平行に保つために、油圧または電気機械式のアクティブクラウニングが必要です.
ステンレス鋼の金型: 標準鋼との違い

ほとんどのステンレス鋼品質問題は機械自体ではなく、工具の工事から生じるものです.
パンチノーズ半径 — ステンレス用, 最小パンチ半径は材料厚さ1〜2×にしてください. 鋭いノーズ半径が曲がり角の表面に亀裂を生み出します, 特に 304 およびデュプレックス勾配. より大きな半径は応力をより広い面積に分散させます.
ダイショルダー半径 — 鋭いダイのショルダーエッジは、曲げる際に素材が引っ張ってステンレスに傷をつける. 研磨またはラジアス加工されたダイショルダー (0.8–1.2 mm エッジ半径) 表面のマーキングを大幅に減らします.
ローラ-V (ローリングダイス) — ローラ-Vダイは固定Vスロットを回転式ダイショルダーに置き換える, そのため、ステンレスシートは固定されたエッジを引きずるのではなく、動く接触点を転がるようになっています. その結果、表面のマーキングが大幅に減少し、No.4ブラシに不可欠な特徴です, 学士号, ミラーステンレス仕上げ.
工具の硬度とコーティング — ステンレス鋼は加工硬化性があり、金型に対しても研磨性があります. 標準的なEN42工具鋼は、軟鋼よりもステンレス鋼の方が摩耗が速い. クロームメッキまたは熱処理された金型 (58–62 HRC) 長持ちし、長期間生産してもパンチジオメトリの一貫性を保ちます.
表面保護フィルム — 事前に研磨またはコーティングされたステンレスパネルの場合, シートと工具の接点の間に薄いプラスチックまたはフォームの保護フィルムを挟みます. 多くのパネルベンダーはこれを標準機能として搭載しています.
曲げ方法: ステンレスのエアベンディングとボトムベンディングの違い
曲げ方を選ぶ方法が表面品質に影響します, 工具の摩耗, およびスプリングバック管理ステンレス鋼の曲げ装置.
空気曲げ — パンチは金型の底に完全に接触せずに材料をV型に押さえ込みます。. 曲げ角はパンチ貫通深度によって決まります, ダイジオメトリーではありません. エアベンディングはステンレスの標準的な方法であり、底面曲げよりも重量が少なくて済み、表面への応力も少ないです. スプリングバック補正はCNCコントローラがオーバーベンドプログラミングを通じて処理します.
ボトムベンディング (造語) — パンチが素材を完全にダイの床に押し付けます, 本質的に金属をダイ角に合わせることを強制します. ボトムベンディングはスプリングバックを排除しますが×同じ厚さで空気ベンディングよりも5〜8トン多く必要です. ステンレス鋼の場合, これは非常に高いトン数要件を意味します. さらに, 接触圧力の増加は、仕上げステンレス鋼の表面マーキングリスクを高めます.
ほとんどの人にとってステンレス鋼の曲げ装置 応用, CNCスプリングバック補償によるエアベンディングが正しい方法であり、トン数を減らすことができます, 工具のストレスが少ない, 仕上げのステンレス鋼部品の表面品質の向上.
特定産業向けのステンレス鋼曲げ装置
あなたがサービスを提供する業界によって、必要な機械の正確な構成が決まります.
食品加工およびケータリング機器 — ステンレス鋼 304 そして 316 パネル, 作業台, 囲い. 表面仕上げ (通常はNo.4またはブラシ付き) 保存されなければなりません. ここでは、Rolla-Vの金型と吸盤給餌を備えたパネルベンダーが標準装備です. 衛生的に重要な部品は、バリのないエッジも必要です, だからベンダーの上流で品質を削ることも重要です.
医療機器および実験室製造 — スモール, 厳密な公差を持つ複雑なステンレス筐体. 6軸制御および角度測定システムを備えたCNCプレスブレーキがジオメトリの複雑さを処理します. グレード316Lは耐食性の向上で一般的です.
建築外装と内装デザイン — 鏡面仕上げおよび磨かれたステンレスパネルのファサード, エレベーター内部, 装飾的特徴. 表面保護が最優先事項です. 曲げ前のV溝とパネル曲げを組み合わせることで、最も鋭い外側半径と最小の表面応力を実現します.
化学処理および工業機器 — 重いステンレスプレート (6–20mm), しばしば二重構造の勾配, 戦車用, フレーム, および構造的支柱. デュプレックスにはクラウンニングとスプリングバック補正を備えた高トン数プレスブレーキが必須です. 標準パネルベンダーマシン シートワークを扱う, 一方、重トン数のプレスブレーキは構造側を覆っています.
適切なステンレス製ベンディング機器の選び方
この5ステップフレームワークを活用してから、どのサプライヤーにも連絡してください.
ステップ 1: ステンレスグレードを特定してください
グレード 304 そして 316 彼らは最も寛容です. デュプレックスグレードでは、同等の厚さを得るために2倍のトン数の機械が必要です. 工場で最も頻繁に稼働しているグレードを確認しましょう。それが最低限の機械仕様を左右します.
ステップ 2: ステンレス乗数でトン数を計算してください
材料の厚さと曲げ長さを使って軟鋼のトン数を計算してください, 次に を掛けます 1.5 に対して 304/316, または 2.0+ デュプレックス用. 追加 25% その結果に対する安全マージン.
ステップ 3: 表面仕上げの要件を明確にしましょう
鏡, 学士号, ブラシ仕上げにはRolla-Vの金型が必要です, 保護フィルム, または吸盤給餌によるパネルベンダー. もしあなたの製品に化粧品品質のステンレスが必要なら, 初日から機械の要件として表面保護を指定してください.
ステップ 4: 精度の要件を設定しましょう
産業用ステンレスブラケット用, ±0.5°で十分です. 建築用または医療用ステンレス用, ±0.1°〜±0.3°は、スプリングバック補償コントローラを備えた機械と理想的にはインライン角度測定システムが必要です.
ステップ 5: 生産量や部品の種類に合わせて機械を調整してください
6軸制御→CNCプレスブレーキの低量複雑部品. 大容量フラットパネル→自動パネルベンダー. 超タイト半径を持つ建築パネル→V溝機械 + パネルベンダー. この組み合わせフレームワークを使って装備リストを作成しましょう, 単なる機械ではなく.
ステンレス製曲げ機器に関するよくある質問
ステンレス鋼の曲げ装置とは何か?
ステンレス鋼の曲げ装置とは、ステンレス鋼板を正確な角度や形状に成形するための機械を指します. 主なタイプはCNCプレスブレーキです, 自動パネルベンダー, およびCNCのV溝加工機. それぞれ異なるステンレスグレードに適しています, 厚さ, 部品の形状, および表面仕上げの要件.
なぜステンレス鋼は軟鋼よりも多くのトン数を必要とするのでしょうか?
グレード 304 ステンレス鋼の引張強度は515〜620 MPaで、一般的な軟鋼の約1.5分の1×です. 引張強度が高いほど、材料は曲げ力に強く抵抗します, したがって、同じ曲げ長さで同じ厚さを作るためには、それに比例してより多くのトンが必要です.
曲げる際に磨かれたステンレス鋼の傷をどう防ぐのですか??
固定Vダイの代わりにローラVローリングダイを使用して、ダイショルダーでのスライド接触をなくしましょう. シートと工具面の間に保護フィルムを貼ります. 完全自動化生産の場合, 吸盤式のパネルベンダーは、あらかじめ研磨された表面の接触痕を完全に避けます.
ステンレススチールを曲げる際に、どのくらいのダイスロット幅を使うべきでしょうか?
グレードのために 304 そして 316, Vダイスロット幅は材料厚さ8〜10×を使用します. 例えば, 2 mmステンレスは16〜20mmのV字開口部を必要とします. 狭いスロットは表面応力や亀裂リスクを高めます. スロットが広いと力は減りますが、曲げ半径内側は大きくなります.
標準的なCNCプレスブレーキはステンレス鋼に対応できますか?
多くの標準的なCNCプレスブレーキは対応可能です 304 そして 430 十分なトン数と適切な金型があれば、適度な厚さのステンレス製. 生産ラインを通じた品質の一貫性のために, 機械のCNCコントローラーは材料等級ごとにプログラム可能なスプリングバック補正も必要で、そうでなければすべての作業で手動の角度補正が必要です.

