













Оборудование для изгибания из нержавеющей стали: Полное руководство по типам машин, Технические характеристики, и отбор
Выбор правильногоОборудование для гибки нержавеющей стали сложнее, чем кажется. Нержавеющая сталь не гнётся, как мягкая сталь — она более агрессивно отскакивает назад, Трудоукрепляется при формировании, и легко царапается на отполированных или зеркальных поверхностях. Если ваше оборудование не указано на нержавейку, Вы будете бороться с несогласованностью углов, Поверхностные повреждения, и преждевременный износ инструментов на каждой работе.
В этом руководстве рассматриваются типы машин, Технические характеристики, инструменты, и критерии отбора, важные для изготовления из нержавеющей стали — будь то гнёт кухонных панелей, Медицинские ограждения, или архитектурное покрытие.
Почему нержавеющая сталь требует специального оборудования для изгибания

Нержавеющая сталь — это не просто сталь с другим покрытием. Его материальные свойства создают специфические задачи, с которыми стандартное оборудование для изгибания листового металла справляется плохо.
Высокая прочность на растяжение — Оценка 304 нержавеющая стала обладает прочностью на разрыв от 515 до 620 МПа, по сравнению примерно 270–410 МПа для мягкой стали DC04. Эта разница означает, что вашему пресс-тормозу нужно примерно 1,5× тоннажа, чтобы согнуть ту же толщину нержавеющей на одном и том же отверстии. Небольшие машины изгибают нержавеющую с видимым уклоном или не достигают полной силы.
Значительный подъём — Нержавеющая сталь отскакивает сильнее, чем мягкая сталь после освобождения пуанша. Оценка 304 при 90° требуется перегиб на 2–4°, чтобы попасть в финальный угол цели. Без компенсации пружинного отка в вашем контроллере ЧПУ, каждый изгиб требует ручной коррекции — что сводит на нет цель системы ЧПУ.
Упрочнение труда — Нержавеющая сталь затвердевает в зоне изгиба во время формования. Повторяющиеся изгибы в одной и той же области, или сгибаться на узких радиусах, вызывает трещины материала, а не уступки. Оборудование для нелегающей нержавеющей системы должно сгибаться в одном месте, Контролируемый ход — не несколько коррекций в одном положении.
Чувствительность к поверхности — Отполировано, расчесывался, а также зеркальные следы от нержавеющей боли от контакта с инструментом, Металлические щепы, или скользить по изношенным краям штампов. ТвойОборудование для гибки нержавеющей стали Необходимо включать меры защиты поверхности от создания оборудования.
Сорта нержавеющей стали и их значение для вашего оборудования
Не вся нержавейка одинакова. Уклон, проходящий через вашу машину, определяет требования к тоннажу, Коррекция пружинного возврата, и минимальный радиус изгиба.
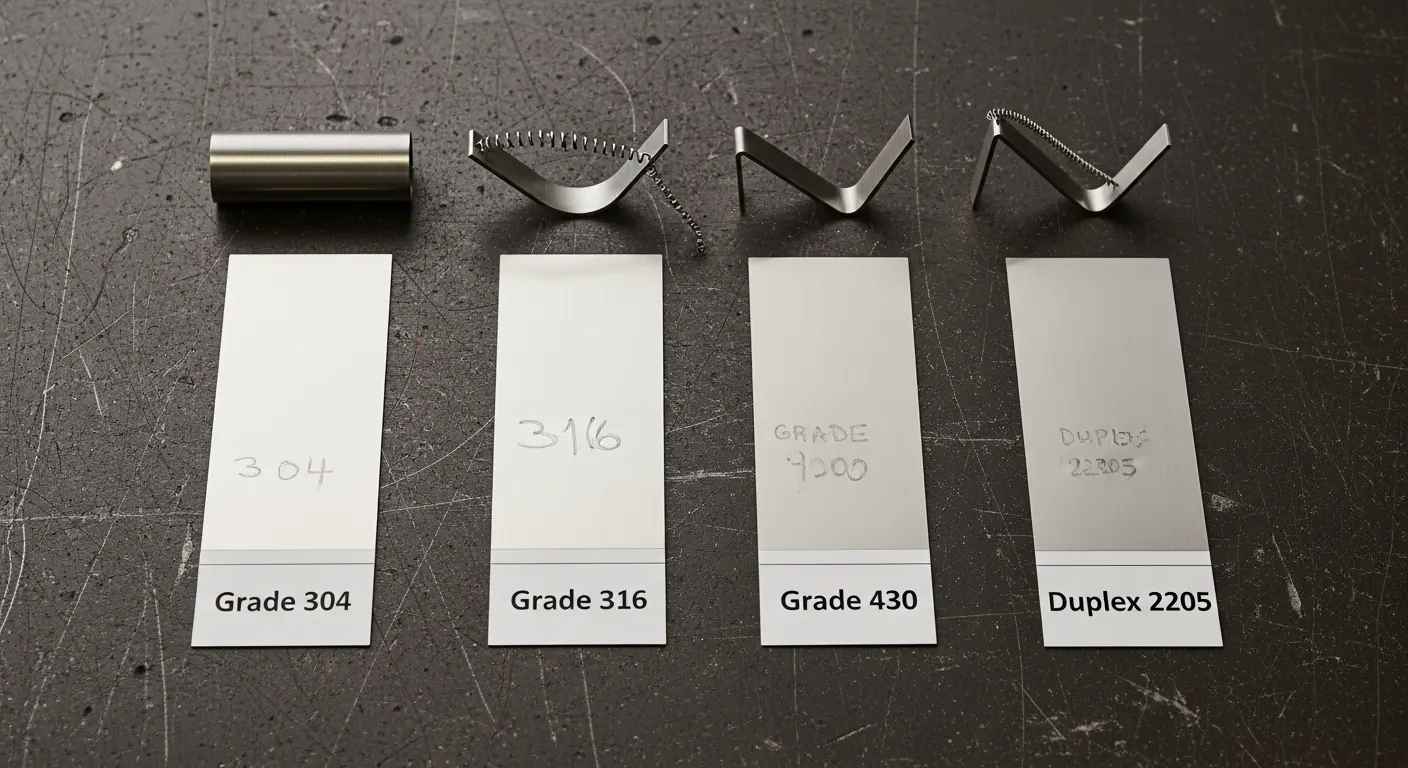
Оценка 304 (наиболее распространённый) — Аустенитический, Сильный, Умеренный «весенний откат» (2–4°), отличная коррозионная устойчивость. Прочность на растяжение 515–620 МПа. Требуется примерно 1,5× тоннажа мягкой стали такой же толщины. Ширина прорези V-образной формы должна составлять 8–10× толщины материала.
Оценка 316 — Похоже на 304 но с добавлением молибдена для химической устойчивости. Чуть более прочность, чуть более «пружинный», чем 304. Распространено в пищевой промышленности и фармацевтическом производстве.
Оценка 430 (ферритовый) — Более низкая прочность на растяжение, чем 304, Ближе к мягкой стали по поведению изгиба. Spring-back менее агрессивен. Легче сгибается, но при узком радиусе более подвержен поверхностным трещинам, чем аустенитные уклоны.
Дуплексная нержавеющая (2205) — Очень высокая прочность (620–880 МПа), Значительный период восстановления (4–6° для поворота 90°), и агрессивное закалывание труда. Требуется мощная нагрузкаОборудование для гибки нержавеющей стали с значительным запасом тоннажа и возможностью коррекции пружинного возврата. Это не оценка для стандартных пресс-тормозов среднего класса.
ДляЧПУ пресс-тормоз для производства стали и нержавеющей стали 100 тонны, Оценка 304 до 4 mm и Grade 430 до 5 мм — это практические рабочие толщины в этом диапазоне тоннажа.
Типы оборудования для изгибания из нержавеющей стали
Три типа машин выполняют большинство изгибающих работ из нержавеющей стали. Каждый из них соответствует разному производственному профилю.
Листогибочный пресс с ЧПУ
Пресс-тормоз с ЧПУ — самый универсальныйОборудование для гибки нержавеющей стали для мастерских и смешанных производственных сред. Он обслуживает кронштейны, Кадров, Корпуса, и сложные многоизгибные детали. Программируемый защитный калибр и компенсация пружинной с ЧПУ делают его стандартным выбором для нержавеющих работ 0.5 мм до 12 Диапазоны толщины в мм.
Для мастерских, где часто меняются работы разных сортов нержавеющей стали, aНастройка оборудования для изгибания металла с ЧПУ с программируемой базой данных пружинных задней панели это самый практичный и гибкий вариант.
Автоматический изгиб панелей
Панельные изгибатели специально созданы для высокоскоростного производства больших плоских панелей из нержавеющей стали — кухонных шкафов, Облицовочные панели, Интерьеры лифтов, и аналогичные продукты. Они питаются, Позиция, и сгибается автоматически без ручного вмешательства оператора за цикл.
Для отполированных или зеркальных панелей из нержавеющей болезни, где качество поверхности критически важно, темАвтоматическая металлическая складывающая машина для панелей из нержавеющей стали использует контролируемый контакт инструмента и поверхностно защищённые инструменты для поддержания целостности отделки при больших объёмах эксплуатации.
AПанельный изгибатель с подача с присоской с ЧПУ Идёт дальше, исключая физические зажимы поверхности панели — что критически важно для чувствительной к царапинам предварительно отполированной нержавеющей.
ЧПУ V-образная прорезка
Для ультратонких радиусов изгиба на полированной нержавеющей — декоративных панелях, Архитектурная отделка, и мебельные компоненты — V-образная прорезка перед изгибом решает проблему поверхностных трещин при малых радиусах. Станок для прорезки с ЧПУ (V-образная прорезка) удаляет материал из зоны изгиба, уменьшая необходимую силу для формирования и позволяя значительно более узким внешним радиусам без видимых трещин или следов напряжения на поверхности. ТемСтанок для прорезов с ЧПУ V-образным прорезом является стандартным компаньоном пресс-тормозам в архитектурных мастерских по изготовлению из нержавеющей стали.
Ключевые технические характеристики оборудования для изгиба из нержавеющей стали
При оценкеОборудование для гибки нержавеющей стали, Это те цифры, которые имеют значение.
Тоннаж — с применением нержавеющего множителя
Сначала рассчитайте необходимый тоннаж для мягкой стали, затем умножте на 1.5 для Grade 304/316, или по 2.0+ для дуплексных уровней. Всегда выбирайте машину с запасом мощности на 20–30% выше вашего максимального расчетного значения.
Ширина слота кристалла (V-образное отверстие) — V = T × 8 для нержавеющей
Для нержавеющей стали, Используйте ширину слоя кристалла 8–10× толщины материала. Более узкие прорези требуют большей силы и увеличивают поверхностное напряжение в зоне изгиба. Более широкие прорези уменьшают силу, но создают больший внутренний радиус. Отношение V = T × 8 является стандартной отправной точкой для 304.
Контроллер ЧПУ с базой данных компенсации пружинного отката
Ваш контроллер должен хранить значения коррекции пружинного отката по сорту нержавеющей. Ручное вознаграждение каждой работы неэффективно и непоследовательно. Контроллеры Delem DA66S и DA69S поддерживают программируемые профили материалов, которые применяют автоматическую коррекцию изгиба по уровню.
Система измерения углов
Для работы из нержавейки с высокой допуском, InlineУстройство измерения угла подтверждает фактический угол изгиба после каждого удара. Обратная связь в реальном времени позволяет автоматически корректировать до следующего поворота — исключая отходы при отклонении пружины.
Параллелизм «кузов и таран»
Нержавеющая сталь, изгибающаяся на длинных участках, усиливает любое отклонение рамы до видимого угла. Машины выше 2 Рабочая длина метров требует активного коронного покрытия — гидравлического или электромеханического — чтобы удерживать рамку параллельно столу при полной нагрузке.
Оснастка для нержавеющей стали: Что меняется по сравнению со стандартной сталью

Инструменты — это то, где на самом деле возникают большинство проблем с качеством нержавеющей стали — а не в самой машине.
Радиус ударного носа — Для нержавеющей, Используйте минимальный радиус пробивания 1–2× толщины материала. Острые радиусы носа трещают поверхность в зоне изгиба, особенно на 304 и дуплексные участки. Большие радиусы распределяют напряжение на более широкую область.
Радиус штемпельного плеча — Острый наплечник штампа царапает и следит нержавеющую железу при сгибании материала. Отполированные или радиусные штамповые плечи (0.8–1,2 мм радиус краёв) Значительно уменьшить маркировку поверхности.
Rolla-V (Катящийся кубик) — Кристалл Rolla-V заменяет фиксированный V-образный слот на вращающийся штемпель, Поэтому лист нержавеющей стали катится по движущейся точке контакта, а не перетаскивает по фиксированному краю. В результате значительное снижение маркировки поверхности — это необходимо для четвёртого шистёмного, BA, и зеркальные нержавеющие отделки.
Твёрдость инструмента и покрытие — Нержавеющая сталь затвердевает и абразивна против инструментов. Стандартная инструментальная сталь EN42 изнашивается быстрее на нержавейшей, чем на мягкой. Хромированные или термообработанные инструменты (58–62 HRC) Служит значительно дольше и сохраняет последовательность геометрии пуансона на длительных серийных партиях.
Пленка для защиты поверхности — Для предварительно отполированных или покрытых нержавеющих панелей, Между листом и контактной поверхностью инструмента наместите тонкую пластиковую или пенопластовую защитную пленку. Многие панельные изгибатели включают это в стандартную функцию.
Методы изгиба: Воздушное изгибание против сгибания снизу для нержавеющей
Выбранный вами способ изгибания влияет на качество поверхности, Износ оснастки, и восстановление управленияОборудование для гибки нержавеющей стали.
Воздушное изгибание — Пуансон вдавливает материал в V-образный штамп, не соприкасаясь полностью с нижней частью штампа. Угол изгиба определяется глубиной пробивания пробивания, не геометрия кристалла. Воздушное изгибание — стандартный метод для нержавеющей боли: он требует меньше тоннажа, чем сгиб снизу, и создаёт меньшую нагрузку на поверхность. Коррекция пружинного отступа осуществляется контроллером ЧПУ с помощью программирования с овербендом.
Изгиб дна (Чеканка) — Пуансон полностью прижимает материал к штампу, по сути, заставляя металл соответствовать углу штемпела. Сгибание снизу устраняет пружинный откат, но требует 5–8× тоннажа больше, чем воздушное изгибание для той же толщины. Для нержавеющей стали, Это означает очень большие требования к тоннажу. В дополнение, Повышенное контактное давление увеличивает риск маркировки поверхности на готовой нержавеющей.
Для большинстваОборудование для гибки нержавеющей стали Приложений, Правильный метод — сгибание воздуха с компенсацией пружинной обратной стороны ЧПУ — меньший тоннаж, Меньшее напряжение на инструментах, и лучшее качество поверхности готовых деталей из нержавеющей.
Оборудование для гибки из нержавеющей стали для определённых отраслей
Отрасль, которую вы обслуживаете, формирует именно ту конфигурацию машины, которая вам нужна.
Оборудование для пищевой промышленности и кейтеринга — Нержавеющая сталь 304 и 316 Панели, Столешницы, и ограждения. Поверхностная отделка (обычно No4 или чистка) должно быть сохранено. Стандартное оборудование здесь — панельный изгибатель с инструментами Rolla-V и подачей присосок. Компоненты, критически важные для гигиены, также требуют краёв без заусенцев, Так что резать качество после Бендера тоже имеет значение.
Изготовление медицинских устройств и лабораторий — Маленький, Сложные корпуса из нержавеющей стали с жёсткими допусками. Пресс-тормоза с ЧПУ с 6-осевыми системами управления и измерения углов справляются со сложностью геометрии. Класс 316L распространён благодаря повышенной коррозионной устойчивости.
Архитектурная отделка и дизайн интерьера — Панели с зеркальной отделкой и полированные панели из нержавеющей стали для фасадов, Интерьеры лифтов, и декоративные элементы. Защита поверхности — главный приоритет. V-образная обработка перед изгибом в сочетании с изгибом панелей обеспечивает самые резкие внешние радиусы с минимальным поверхностным напряжением.
Оборудование для химической переработки и промышленности — Тяжёлая нержавеющая пластина (6–20 мм), часто дуплексные уровни, для танков, Кадров, и конструктивные опоры. Для дуплекса необходимы пресс-тормоза с коронкой и коррекцией пружинного отката. СтандартМашина для изгибания панелей Руководит листовой работой, в то время как пресс-тормоза тяжёлого веса покрывают конструктивную сторону.
Как выбрать подходящее оборудование для изгибания из нержавеющей стали
Используйте эту пятиступенчатую систему перед обращением к какому-либо поставщику.
Шаг 1: Определите свой сорт нержавеющей
Оценка 304 и 316 самые прощающие. Дуплексные сорта требуют машин с вдвое большим тоннажем для эквивалентной толщины. Убедитесь, какие оценки ваш магазин работает чаще всего — это определяет минимальную спецификацию машины.
Шаг 2: Рассчитайте тоннаж с помощью множителя из нержавеющей
Используйте толщину материала и длину сгиба, чтобы рассчитать тоннаж мягкой стали, затем умножте на 1.5 для 304/316, или 2.0+ для дуплекса. Добавьте 25% Запас безопасности для этого результата.
Шаг 3: Определите требования к отделке поверхности
Зеркало, BA, а для матовой отделки требуется использование инструментов Rolla-V, защитная плёнка, или панельные изгибы с подачей с присоской. Если вашему продукту нужен косметический нержавейка, Определить защиту поверхности как требование машины с первого дня.
Шаг 4: Установите требования к точности
Для промышленных кронштейнов из нержавеющей, ±0,5° достаточно. Для архитектурной или медицинской нержавеющей, ±0,1°–±0,3° требует машины с регулятором компенсации пружинного отката и, в идеале, с системой измерения угла по прямой линии.
Шаг 5: Сопоставьте машину с объёмом производства и типом детали
Малообъёмные сложные детали → пресс-тормоз ЧПУ с 6-осевым управлением. Плоские панели с большим объёмом → автоматический сгиб панелей. Архитектурные панели с ультраузкими радиусами → V-образной прорезной машине + Panel bender. Используйте эту комбинированную структуру для составления списка оборудования, не одна машина.
Часто задаваемые вопросы о оборудовании для гибки из нержавеющей стали
Что такое оборудование для изгибания нержавеющей стали?
Оборудование для изгибания нержавеющей стали относится к машинам, используемым для формования листов нержавеющей стали в точные углы и формы. Основные типы — пресс-тормоза с ЧПУ, Автоматические панельные изгибатели, и ЧПУ V-образные прорезные машины. Каждая из них подходит для разных сортов нержавеющей, Толщины, Геометрии частей, и требования к отделке поверхности.
Почему нержавеющая сталь требует больше тоннажа, чем мягкая сталь?
Оценка 304 нержавеющая сталь обладает прочностью на разрыв 515–620 МПа — примерно 1,5× чем у обычной мягкой стали. Более высокая прочность на растяжение означает, что материал больше сопротивляется силе изгибания, поэтому машине требуется пропорционально больше тоннажа, чтобы получить одинаковую толщину на той же длине изгиба.
Как предотвратить царапины на полированной нержавеющей стали во время сгибания?
Используйте штампи Rolla-V вместо фиксированных V-образных, чтобы избежать скользящего контакта на плече штрица. Нанесите защитную плёнку между листом и поверхностями инструмента. Для полностью автоматизированного производства, Панельные изгибатели с подачей присоски полностью избегают контактных отметок на предварительно отполированных поверхностях.
Какую ширину слоя для кристалла лучше использовать для гибки нержавеющей стали?
Для оценки 304 и 316, используйте ширину слота V-образного кристалла 8–10× толщины материала. Например, 2 мм нержавеющая система требует V-образного отверстия 16–20 мм. Более узкие прорези увеличивают поверхностное напряжение и риск трещин. Более широкие прорези уменьшают силу, но увеличивают радиус внутреннего изгиба.
Могут ли стандартные пресс-тормоза с ЧПУ работать с нержавеющей стали?
Многие стандартные пресс-тормоза с ЧПУ могут справляться 304 и 430 нержавеющая железа средней толщины, если у них достаточный тоннаж и правильная оснастка. Для стабильного качества во всех производственных партиях, контроллер ЧПУ машины также требует программируемой компенсации пружинного отката по сорту материала — иначе каждая работа требует ручной коррекции угла.

