























قوالب وضربات فرامل الضغط: الدليل النهائي للاختيار لصناعة المعادن الحديثة
مقدمة
قوالب فرامل الضغط والثقوب هي أكثر بكثير من مجرد ملحقات بسيطة في تشكيل المعادن—فهي المكونات الوحيدة التي تلمس قطعة العمل فعليا، مما يجعلها ضرورية لنجاح الانحناء. بينما تطورت فرامل الضغط الحديثة إلى آلات متعددة المحاور عالية الدقة مع ميزات تثبيت ذاتي، فإن أدواتك تحدد في النهاية جودة القطعة، وكفاءة الإعداد، وقابلية التكرار.
اليوم، أصبحت الحدود بين أدوات RFA وNew Standard والأوروبية والأمريكية غير واضحة. الانحناء عالي الأداءتم نقل الميزات عبر جميع أنواع الأدوات. بغض النظر عن النمط الذي تختاره، يجب أن تلبي كل مجموعة أدوات عالية الجودة عدة متطلبات غير قابلة للتفاوض.
6 متطلبات لأدوات الجودة
1. دقة عالية
تتطلب جودة الأدوات تحمل 0.0004 بوصة. كونها دقيقة تعني أنه يمكنك التخلص من التحرك أو التعديل أثناء عملية الإعداد. وبالتالي، يمكن إنتاج كل جزء بدقة.
2. الأقسام المقسمة
القطع المقطعة مسبقا تتيح لك بناء أطوال مختلفة بأمان. الأجزاء الصغيرة أسهل في التعامل وأكثر أمانا بكثير من الأدوات الطويلة والثقيلة.
3. التركيب الذاتي الحفظ
يجب أن تكون قادرا على تحميل الأدوات مع الرامب الأكبر. يجب أن يثبت نظام تثبيت الأدوات عدة قطع في مكانها حتى يتم تطبيق ضغط التثبيت.
4. تصميم الجلوس الذاتي
عندما يبدأ ضغط التثبيت، يجب أن تسحب اللكمات ميكانيكيا إلى موضعها. هذا يلغي الحاجة إلى إدخال الأنبوب في القالب أثناء الإعداد.
5. قدرة التحميل الأمامي
تركيب الأدوات من مقدمة الجهاز يقلل بشكل كبير من وقت الإعداد. لم تعد بحاجة إلى سحب الأدوات من نهاية فرامل الضغط، وفي معظم الحالات، التحميل الأمامي يلغي الرافعات الشوكية والرافعات العلوية.
6. ستاندرد هايتس
الأدوات ذات الارتفاع المشترك تقلل من ضبط الآلة عند تغيير الوظائف. تظل أذرع الدعم الأمامية، وارتفاعات العدادات الخلفية، وأجهزة الأمان في مواقع ثابتة. بالإضافة إلى ذلك، يمكنك إضافة قطع جاهزة تتناسب مع أدواتك الحالية.
✅ ملاحظة: العديد من أدوات فرامل الضغط عالية الجودة تتبع المعايير المترية. بالنسبة لتحكم الهواء (وهو محور هذا الدليل)، يتم تقريب الأبعاد الإمبراطورية لبساطتها.
قيم متطلباتك أولا
الورشة المخصصة ستحتاج إلى أدوات مختلفة تماما للصيانة عن المصنع المخصص. يجب عليك أولا تقييم:
• أنواع وكميات الأجزاء
• سمك المواد
• القيود المالية
• أهداف التصنيع الرشيق
كاقتراح، يجب أن تصنع مكتبات أدوات لكل فرامل ضغط. عندما تبقى مجموعة الأدوات عند الآلة، لا يضيع الوقت في المشي ذهابا وإيابا للحصول على الأدوات. أيضا، إذا تم ضبط الأدوات عند كل فرامل ضغط، فلن تكون الأدوات متوافقة مع آلات مختلفة.
ابحث عن الأدوات التي تتعرض لأكبر تآكل — الأسطح اللامعة واللامعة تشير إلى خيارات موثوقة ومتكررة استخدام. الأدوات الصدئة والمتسخة في أسفل الرف نادرا ما تكون مرشحة جيدة.
اختيار النرد: قاعدة 8×2
لتعظيم القيمة، اختر الحد الأدنى من القوالب المنخفضة التي تغطي كامل نطاق سمك المادة لديك.
مثال خطوة بخطوة (للمواد بسماكة 0.030 إلى 0.250 بوصة):
| الخطوة | الحساب | النتيجة |
| أصغر نرد V | 0.030 × 8 = 0.24 | التقريب إلى 0.25 بوصة |
| أكبر شريحة V | 0.250 × 8 = 2.0 | 2.0 بوصة |
| املأ الفراغ | ضاعف كل حجم | 00.5، 1.0 بوصة |
الحد الأدنى لمجموعتك:قوالب V بقياس 0.25، 0.5، 1.0، و2.0 بوصة
اختيار المثقوب حسب سمك المادة
| سمك المادة | نوع اللكمة الموصى بها | نصف قطر الطرف |
| حتى 0.187 بوصة | ثقب السكين الحاد بإزاحة | 00.04 إنش |
| 0من 0.187 إلى 0.5 بوصة | اللكمة المستقيمة | ~0.120 بوصة |
| أكثر من 0.5 بوصة | استشارة مورد المواد | تختلف |
تسمح ثقب الإزاحة الحادة بالانحناء لأكثر من 90 درجة وتشكيل أشكال J. بالنسبة للمواد الأكثر سمكا أو عالية الشد، يمكن أن يسبب رأس ثقب ضيق مع فتحة ضيقة على شكل قالب V تجاعيد أو تشققا—دائما تحقق من التوصيات للتطبيقات الصعبة.

قاعدة الثمانية: نقطة الانحناء المثالية لديك
في الظروف المثالية، يجب أن يكون فتحة قالب V أكبر ب8 أضعاف سمك المادة.
| سمك المادة | الحساب | النرد V الموصى به |
| 0.060 إنش | 0.060 × 8 = 0.48 | 00.5 إنش |
| 0.125 بوصة | 0.125 × 8 = 1.0 | 1.0 بوصة |
تقدم هذه النسبة أفضل أداء زاوي—ولهذا السبب تركز معظم مخططات الانحناء المنشورة على هذه الصيغة.
استثناء في العالم الحقيقي: عندما يحدد المصممون أنصاف انحناء مختلفة عن قاعدة 8، ستحتاج إلى التكيف.
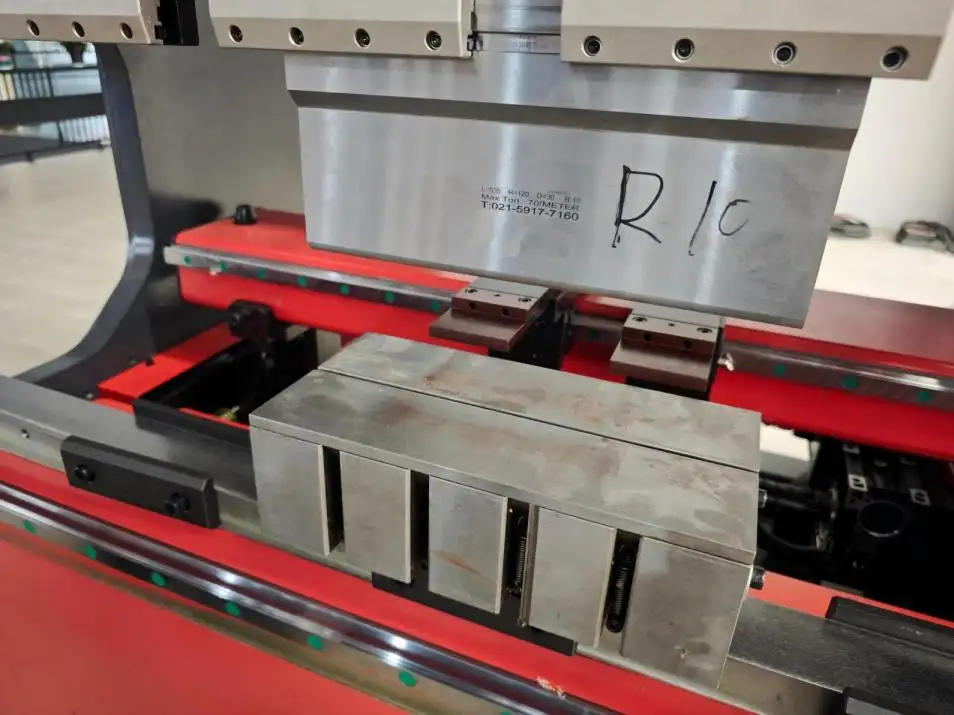
كيف يحدد فتحة V-die نصف قطر الانحناء
عند ثني الهواء للفولاذ الطري، يساوي نصف قطر الانحناء الداخلي حوالي 16٪ من فتحة قالب V.
| نصف قطر الداخل المرغوب | سمك المادة | الحساب | النرد V الموصى به |
| 0.125 بوصة | 0.125 بوصة | 0.125 ÷ 0.16 = 0.78 | 00.75 بوصة |
| 0.320 إنش | 0.125 بوصة | 0.320 ÷ 0.16 = 2.0 | 2.0 بوصة |
تحذير: إذا كنت بحاجة إلى فتحة على شكل V أقل من 5 أضعاف سمك المادة، فإنك تعرض:
• تراجع الدقة الزاوية
• تلف الآلات والأدوات
• ظروف تشغيل غير آمنة
متطلبات الحد الأدنى لطول الحافة
يمكن لشريحة V أن تشكل حواف تقارب 77٪ من فتحتها.
| حجم قالب V | الحد الأدنى للحافة |
| 1.0 بوصة | 00.77 بوصة |
| 0.625 بوصة | 0.48 بوصة (~0.5) |
✅ مثال: رسم يظهر مادة بحجم 0.125 بوصة مع حافة بحجم 0.5 بوصة. قاعدة 8:1 تتطلب شريحة V بحجم 1 بوصة، لكن هذا يعطي حافة بحجم 0.77 بوصة. ماذا أفعل؟ استخدم شريحة V بحجم 0.625 بوصة.
مرة أخرى، لا تقل أبدا عن 5× سمك المادة لعرض القراب.
قواعد اختيار الضربات حسب الشكل
L Shapes: لا قواعد
تقريبا أي شكل من أشكال الثقب يعمل. بعض الضربات المختارة التي يمكنها أيضا التعامل مع أشكال الأجزاء الأخرى—الأقل هو الأفضل دائما لتقليل تكلفة الأدوات ووقت الإعداد.
J Shapes: ثلاث قواعد
| الحالة | الضربة المطلوبة |
| ساق صغيرة > الساق السفلية | لكمة العنق الإوزي |
| الساق الصاعدة الصغيرة < الساق السفلية | أي شكل يعمل |
| الساق الصاعدة الصغيرة = الساق السفلية | ثقب حاد مبالغ |
أشكال إزاحة (Z)
مع الأدوات التقليدية، تحتاج إلى دورتين للذاكرة العشوائية. المتطلبات:
• الساق المركزية (الشبكة) > نصف عرض جسم القالب الموجود على شكل V
• ارتفاع الساق الجانبية < الشكل V على شكل قالب
✅ حالة خاصة: عندما يكون عرض الشبكة أقل من نصف عرض جسم قالب V، تحتاج إلى أداة تشكيل مخصصة (ضربة واحدة، بدون قلب لوحة). المقابل: يتطلب قوة ثني قياسية 3×.
الانحناء عبر الفتحات والميترات
المادة غير المدعومة داخل قالب V تتشوه، مما يخلق "انفجارات" بالقرب من الثقوب والقطع.
• الحل: تقضي قوالب روكر على الانفجارات بنفس الطريقة، حيث تدعم المادة أثناء الانحناء والدوران مع قطعة عامل العمل.
• الرؤية الرئيسية: الفتحات الأطول تنتج انفجارا أكثر من القطع القصيرة ذات العرض نفسه.
ارتفاع الثقب في ثني الصندوق
بالنسبة للصناديق ذات الأربعة أضلاع، استخدم هذه الصيغة:
الحد الأدنى لارتفاع الثقب = (عمق الصندوق ÷ 0.7) (سمك الكبش ÷ 2)
اعتبارات إضافية:
• لا توجد حواف عودة أو حواف بارزة للخارج = الحد الأدنى من الفراغ المطلوب
• الحواف العائدة من جميع الجوانب الأربعة = مساحة كافية للتواء وإزالة الصندوق
أدوات ثني التركيب والحاطفة
تشكل هذه الأدوات حوافا محاطة في إعداد واحد.
| سمك المادة | الجدوى |
| حتى 0.125 بوصة | الأدوات القياسية تعمل |
| فوق 0.125 بوصة | قد يتطلب أدوات مخصصة |
متطلبات الحافة للحواف: 115٪ من فتحة قالب V (بسبب الانحناء الحاد بزاوية 30 درجة)
✅ مثال: شريحة V بحجم 0.375 بوصة تتطلب حافة دنيا بحجم 0.431 بوصة.
تحقيق قطع خالية من الخدوش
يترك الانحناء القياسي على شكل V بعض العلامات — عادة ما تكون طفيفة ومقبولة. لتقليل العلامات:
• زيادة نصف قطر الكتف
• استخدام إدخالات النايلون للمواد المطلية مسبقا أو المصقولة
التطبيقات الحرجة: تتطلب أجزاء الطائرات/الطيران الفضائي انحناء خاليا من الخدوش لأن المفتشين لا يستطيعون التمييز بسهولة بين الخدوش والشقوق.
البساطة فضيلة: 3 قواعد لتصميم القطع
ضع في الاعتبار هذه القواعد عند تصميم الأجزاء لاختيار الأدوات والتحكم في الأدوات بشكل أبسط والانحناء:
| القاعدة | المواصفات |
| نصف قطر الانحناء الداخلي | 1.5× سمك المادة |
| الحد الأدنى لطول الحافة | 6× سمك المادة (مع وضع الثقوب) |
| بعد الويب التعويضي | 10× سمك المادة |
كل استثناء له مشاكله الخاصة:
• قد تتجعد أقطار القطر الأضيق وتتجاوز الحمولة
• الشفرات الأقصر تحتاج إلى قوالب أضيق (مع مخاطر خاصة بها)
• التعويضات الأضيق تحتاج إلى أدوات خاصة وزيادة الحمولة
بشكل عام، إذا كان الجزء يمكن أن يعمل بدون حواف قصيرة، أو إزاحات ضيقة، أو أقطار أقطار ضيقة، فابحث عن طريقة لتجنب استخدامها. اتبع هذه القواعد لتحسين الأداء الزاوي مع تقليل الوقت والمال الذي ينفقه على الأدوات والإعدادات.
الخلاصة النهائية
| الأولوية | عنصر الفعل |
| ابدأ من هنا | قيم نطاق المواد وأنواع الأجزاء |
| استثمر بحكمة | اشتر أدوات دقيقة تلبي جميع المتطلبات الستة |
| تبسيط | استخدم قاعدة 8×2 للقوالب واختيار الثقب المعتمد على المواد |
| تصميم ذكي | اتبع قواعد تصميم الأجزاء الثلاث |
| عندما تكون في حالة شك | استشر مورد الأدوات الخاص بك — خاصة للتطبيقات الصعبة |
قوالب وضربات فرامل الضغط هي التأثير المباشر على جودة الانحناء والسرعة والسلامة. اختارها بحكمة، واعتن بها بشكل صحيح، وستحقق عملية فرامل الضغط نتائج عالية الجودة ومتسقة — بعد تركيب بعد تركيب.

