























عملية ثني الصفائح المعدنية: دليل عملي لتحليل العمليات
بقلم المؤلف: مارك هانكس
مقدمة
تستخدم عملية ثني الصفائح المعدنية على نطاق واسع في الصناعات الكهروميكانيكية والسيارات والفضاء في حاويات تشكيل الصفائح المعدنية والخزائن والألواح. مكابح الضغط CNCالألواح الباردة إلى أشكال مختلفة باستخدام أدوات قياسية أو مخصصة. تؤثر منطقية عملية ثني الصفائح المعدنية بشكل مباشر على الأبعاد النهائية وجودة القطع. تشارك هذه المقالة تقنيات عملية مستمدة من التحليلات والتجارب لدعم نتائج أفضل لتشكيل الصفائح المعدنية (عملية ثني الصفائح المعدنية الفعالة لا تحسن دقة الانحناء فحسب، بل تقلل أيضا من هدر المواد وتكاليف الإنتاج).

1. كيفية حساب طول الصفائح المعدنية غير المطوية
خلال عملية ثني الصفائح المعدنية، يعد حساب طول الطول غير المطوي بدقة أمرا ضروريا لضمان دقة الانحناء.الطول غير المطوي يعتمد على سمك المادة، وزاوية الانحناء، والأدوات.
1.1 طريقة الطبقة المحايدة (للانحناءات غير القائمة)
أثناء الانحناء، تتمدد الطبقة الخارجية والداخلية تنضغط، بينما الطبقة المحايدة (بينهما) لا تتعرض لأي إجهاد. طوله يبقى ثابتا، مما يجعله مرجعا للطول الفارغ. يختلف موقعه مع التشوه: فبسماكته δ ≤ 4 مم، يقع على بعد حوالي 0.5δ من السطح الداخلي؛ بالنسبة ل δ ≥ 5 مم، عند حوالي 0.34δ. طول الطبقة المحايدة يساوي الفراغ غير المطوي المطلوب.
•بالنسبة لسمك المادة δ ≤ 4 مم، فإن المسافة بين الطبقة المحايدة من السطح الداخلي حوالي 0.5 ميكرومتر.
• بالنسبة لسماكته δ ≥ 5 مم، يكون تقريبا 0.34δ.
طول الطبقة المحايدة يتوافق مع الطول الفارغ المطلوب للقطعة.
1.2 طريقة معامل التعويض (للانحناءات ذات الزاوية القائمة)
من الممكن اشتقاق معامل تعويض الانحناء التجريبي للانحناءات ذات الزاوية القائمة تجريبيا، ويحسب البعد المفتوح كالتالي:
L = A B − 2D
حيث:
•L = الطول غير المطوي
•A, B = الأبعاد الخارجية للجزء المنحني
•δ = سمك المادة
•Δ = تعويض معامل
مثال: إذا كان A = 35 مم، B = 60 مم، و δ = 4 مم، فإن طول الجزء غير المطوي = 88 مم.
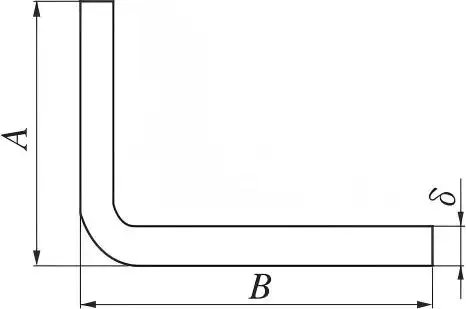
شكل تشكيل الانحناء 1
الجدول 1: معاملات تعويض الانحناء (القيم المرجعية)
| السماكة δ (مم) | معامل التعويض Δ | فتحة V الشائعة على شكل V (مم) |
| 1.0 | 0.1 | 6 |
| 1.5 (1.2) | 0.2 | 9 |
| 2.0 | 0.3 | 12 |
| 2.5 | 0.3 | 16 |
| 3.0 | 0.4 | 20 |
| 3.5 | 0.4 | 20 |
| 4.0 | 0.5 | 25 |
| 5.0 | 0.6 | 32 |
| 6.0 | 0.8 | 32 |
| 8.0 | 1.2 | 55 |
ملاحظة:عند ثني قطع العمل الطويلة حيث يتجاوز الضغط حد حمولة فرامل الضغط، قد يكون هناك حاجة إلى فتحة قالب V غير قياسية. يجب تعديل معامل التعويض بناء على نتائج انحناء التجارب. على سبيل المثال:
•ورقة بسماكة 5 مم: قالب V قياسي 32 مم (Δ = 0.6); إذا اقترب الطول من 3000 مم، استخدم قالب V بقطر 55 مم وتقليل Δ بمقدار 0.1.
• لورقة بسماكة 6 مم ≥ طول 2000 مم، اختر قالب V بقطر 55 مم واضبط Δ على 0.4 (معدل من 0.8).
معاملات التعويض هي قيم تم تطويرها تجريبيا لفرامل ضغط محددة والأدوات المرتبطة بها والمادة المحددة. يجب تحديد هذه القوانين من جديد لكل حالة.
2. كيفية اختيار أدوات الضغط على الفرامل
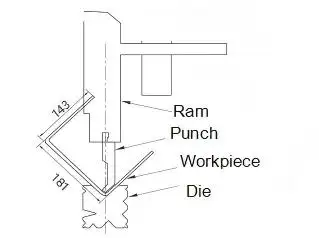
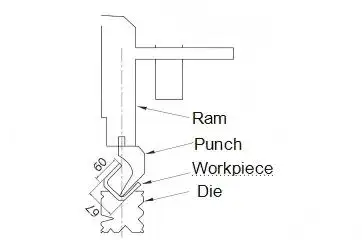
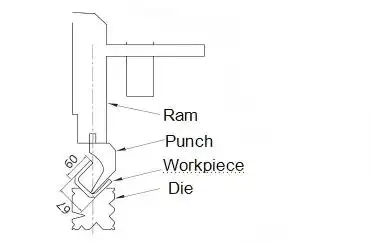
جانب حاسم في ثني الصفائح المعدنية هو اختيار الأدوات المناسبة. أدوات ثني الضغط، كنظام، تتكون من ثقب (قالب علوي) وقالب (قالب سفلي). يتم تحديد الاختيار بناء على طبيعة المادة وسماكتها وأبعاد الانحناء لتجنب تصادم قطعة العمل مع الأدوات، وأيضا لتجنب تلف القالب أو آلة الثني بسبب اختيار فتحة القالب على شكل V غير مناسب.
2.1 اختيار القالب السفلي (V-Die)
غالبا ما تحتوي قوالب الفرامل ذات الضغط المنخفض القياسية على عدة فتحات على شكل حرف V بعرض وزوايا مختلفة على كتلة قالب واحدة. في العمليات القياسية، سيكون فتحة قالب V في حدود 6 إلى 8 أضعاف سمك الورقة. بالنسبة للألواح الأرق، وحيث يفضل انحناء بنصف قطر أكبر، سيتم اختيار فتحة أوسع. قد تكون فتحة قالب V ذات شكل وحجم قياسيين، أو قد يتم تعديلها أو تصنيعها أو صنعها لتلبية متطلبات محددة.
الجدول 2: فتحات B-die الموصى بها
| سمك المادة (مم) | فتحات B-Die الموصى بها (مم) | مضاعف تقسيم المناطق |
| 1.0 | 6 - 8 | 6× - 8× |
| 1.5 | 9 - 12 | 6× - 8× |
| 2.0 | 12 - 16 | 6× - 8× |
| 3.0 | 18 - 24 | 6× - 8× |
| 4.0 | 24 - 32 | 6× - 8× |
| 5.0 | 30 - 40 | 6× - 8× |
| 6.0 | 36 - 48 | 6× - 8× |
| 8.0 | 48 - 64 | 6× - 8× |
2.2 اختيار النرد العلوي (اللكمة)
1) اللكمات المستقيمة
• يستخدم لثني الصفائح ذات السماكة
2) D ≤ 3 مم
•مفيد للانحناءات ذات العمليات المتعددة
3) لكمات العنق الإوزي
• مصممة لأجزاء على شكل حرف U بأعماق مختلفة
• ثقوب صغيرة على شكل عنق الإوزة تستخدم للأجزاء الضحلة
• ثقوب عنق الإوزة الكبيرة المستخدمة في الأجزاء العميقة من المادة السميكة
4) تسطيح اللكمات
• يستخدم لتسطيح الحواف المنحنية للأجزاء المعاد تشكيلها
• تعديلات مخصصة قادرة على تلبية متطلبات التصميم الفريدة
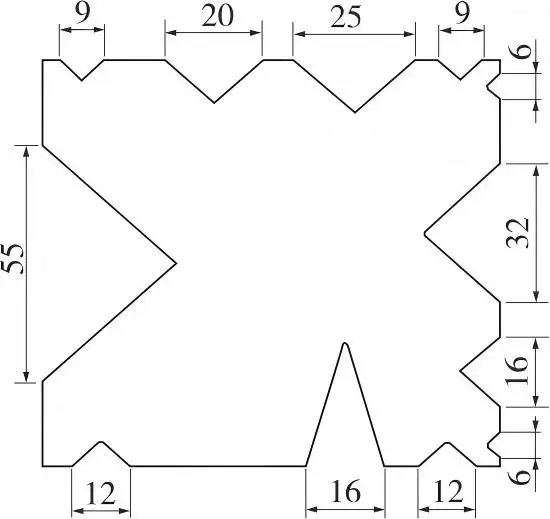
الشكل 2 شكل المقطع العرضي السفلي للقالب
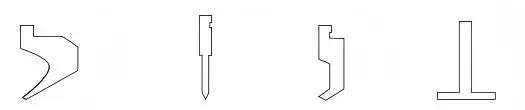
شفرة كبيرة منحنية شفرة مستقيمة شفرة صغيرة منحنية تسطح
شكل المقطع العلوي للقالب
3. كيفية حساب قوة انحناء فرامل الضغط
جميع أدوات الثني تحتوي على ميزات أمان مدمجة ضد الضغوط العالية، ومع ذلك، لكل أداة حد أمان فريد لا يجب تجاوزه. قبل الانحناء، يجب التأكد من أن قوة الانحناء لن تتجاوز حد الحمولة في فرامل الضغط، بناء على سمك الصفيحة وطول الانحناء المطلوب.
إحدى المعادلات لحساب قوة الانحناء هي:
P = (1.6 × B × δ² × Rm) / (100 × V)
في هذه المعادلة:
•P = قوة الانحناء (طن)
•δ = سمك المادة (مم)
•B = عرض الورقة (مم)
•V = عرض فتحة القالب V (مم)
•Rm = قوة شد المادة (MPa)
يتم تحديد القيد على حمولة الانحناء بناء على نوع فرامل الضغط المحددة والأدوات المستخدمة. معظم آلات الثني تحتوي على لوحة تصنيف حمولة مثبتة على الإطار، ويمكن أيضا التحقق من الحمولة من خلال أنظمة محاكاة الثني CNC.
الجدول 3: حدود حمولة ثني الفولاذ الكربوني (القيم المرجعية)
| السماكة (مم) | V-Die (مم) | أقصى طول (مم) | ماكس توناج (t) |
| 0.8 | 6 | 3000 | 25 |
| 1.0 | 6 | 3000 | 39 |
| 1.5 | 9 | 3000 | 54 |
| 2.0 | 12 | 3000 | 84 |
| 2.5 | 16 | 3000 | 84 |
| 3.0 | 20 | 3000 | 98 |
| 3.5 | 20 | 3000 | 133 |
| 4.0 | 25 | 3000 | 141.3 |
| 4.5 | 25 | 2500 | 150 |
| 5.0 | 32 | 2500 / 1700 | 150 / 145 |
| 6.0* | 55 | 3000 | 150 |
| 8.0* | 55 | 1600 | 145 |
| 10.0* | 55 | 1000 | 140 |
ملاحظات:
• أقصى طول للانحناء للفولاذ الكربوني هو 3100 مم؛ يجب ألا يتجاوز الحمولة النظرية 150 طنا.
• العناصر الموسومة ب * تتجاوز الحد القياسي وستتطلب تعديلات على البرنامج؛ هذا يحمل مخاطر تتعلق بالسلامة ولا ينصح به عموما.
• عندما يتجاوز الجزء حد الحمولة، قد تشمل الطرق البديلة شقوق عملية القطع على طول خط الانحناء أو تدرج الصفيحة على شكل V لتقليل سمك المادة.
الجدول 4: حدود حمولة ثني الفولاذ المقاوم للصدأ (القيم المرجعية)
| السماكة (مم) | V-Die (مم) | أقصى طول (مم) | ماكس توناج (t) |
| 0.8 | 6 | 3000 | 25 |
| 1.0 | 6 | 3000 | 39 |
| 1.5 | 9 | 3000 | 54 |
| 2.0 | 12 | 3000 | 84 |
| 2.5 | 16 | 3000 | 84 |
| 3.0 | 20 | 3000 | 98 |
| 3.5 | 20 | 3000 | 133 |
| 4.0 | 25 | 3000 | 141.3 |
| 4.5 | 25 | 2500 | 150 |
| 5.0 | 32 | 2500 | 150 |
| 6.0* | 55 | 3000 | 150 |
| 8.0* | 55 | 1600 | 145 |
| 10.0* | 55 | 1000 | 140 |
ملاحظات:مماثل للفولاذ الكربوني، يبلغ الحد الأقصى لطول الانحناء للفولاذ المقاوم للصدأ 3100 مم مع حد حدي نظري للحمولة يبلغ 150 طن. العناصر الموسومة ب * تتجاوز الحد القياسي وتتطلب تعديلات على البرنامج، والتي تحمل مخاطر تمنية. إذا تجاوزت المكونات حد الحمولة، فقد يكون من المعقول تعديل عملية ثني الصفائح المعدنية.
4. أنواع الأجزاء المنحنية الشائعة من صفائح المعدن
4.1 الأجزاء على شكل حرف U
تتطلب تصاميم مختلفة لعمليات ثني الصفائح المعدنية للأجزاء ذات الشكل U، وZ، وغيرها من الأجزاء المعقدة. بالنسبة للأجزاء على شكل حرف U، هناك إرشادات عامة وهي أن يكون ارتفاع الانحناء H أقل أو يساوي عرض الانحناء B لتجنب تداخل الأداة. ومع ذلك، حتى عند H ≤ B، قد يحدث التداخل إذا كان ارتفاع الانحناء مفرطا — عادة عندما ≥ H 80 مم، قد يلامس الجزء غلاف آلة الانحناء أثناء الانحناء.
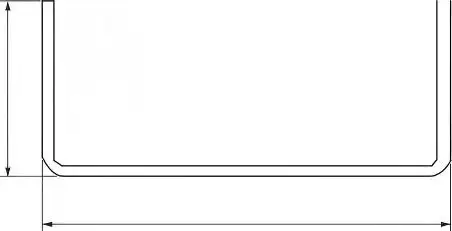
شكل تشكيل الانحناء
الشكل 5 مخطط محاكاة الانحناء
قد تتضمن الحلول المحتملة الميزات التالية:
• ثني زاوية غير واضحة أولا (للسماح للحواف بتجاوز آلة الانحناء)، ثم الانحناء القائم على الزوايا، ثم يمكن أيضا تسطيح الانحناء الوسيط. (ملاحظة: من المرجح أن تترك هذه الطريقة علامات مرئية على قطعة العمل.)
• يمكن استخدام لكمات عنق الإوزة (عندما يكون H ≥ B)، لكن تطبيق هذا النهج قد يحتاج إلى التحقق من خلال محاكاة تجريبية أو الانحناء الفعلي.
الشكل 6 مخطط محاكاة الانحناء
4.2 الأجزاء على شكل حرف Z
تتحدد إمكانية دمج انحناءات على شكل حرف Z بشكل أساسي بالمسافة من فتحة قالب V إلى حافة القطعة. قد يكون النهج المقبول:
• اختيار فتحة وثقب القالب الصحيح بناء على سمك المادة.
• رسم أو محاكاة الشكل الذي سيتشكل.
• إذا كنت لا تزال غير متأكد، قم بإجراء بعض المحاكاة الفيزيائية أو ثني الجهاز كاختبار.
الشكل 7 مخطط محاكاة الانحناء
5. مشاكل وحلول ثني الصفائح المعدنية الشائعة
قد تحدث عدة مشاكل في انحناء الصفائح المعدنية. يلخص الجدول أدناه المشكلات النموذجية والحلول العملية.
| الذرية | إمكانية التخفيف |
| ارتفاع لانحناء الحافة غير كاف | • زيادة أبعاد الحافة إذا سمح التصميم.• استخدم فتحة أصغر على شكل قالب V (تحقق من الحمولة) وضبط التعويض. • بالنسبة ل δ ≤ 3 مم: H ≈ V/2 2؛ بالنسبة δ > 3 مم: H ≈ V/2 4. |
| تشوه الثقب عند خط الانحناء | • حفر ثقوب بعد الانحناء. • قطع فتحات العملية على طول خط الانحناء (طول الفتحة ≈ قطر الثقب). • الحفاظ على حافة الثقب على الأقل نصف عرض قالب V من خط الانحناء. |
| تداخل الأدوات | • ضبط تسلسل الانحناء—الحواف المعقدة أولا، ثم الحواف البسيطة. • استخدم أدوات متخصصة (مثل ثقوب عنق الإوزة أو قوالب إزاحة). |
| صوت تشقق عند المنعطف | • خط الانحناء الاتجاهي العمودي على اتجاه الدوران. • قم بتحيي منطقة الانحناء أو اختر مادة ذات مرونة أفضل. |
| علامات سطحية على الجزء المثني | • زيادة نصف قطر التثقيب من خلال تعديل الأداة. • استخدام قوالب سفلية غير معلمة.• وضع طبقة واقية بين القالب والورقة. |
| صعوبة تحديد المواقع للحواف غير المنتظمة | • وضع علامة على خطوط الانحناء أثناء القطع بالليزر كمرجع. • إنشاء تركيبة تتناسب مع شكل الجزء. |
| الأبعاد المكونة ليست كما هو محدد | • استخدم نقطة مرجعية مشتركة لتقليل الخطأ التراكمي. • أداء تمارين الانحناء وتحديد معامل التعويض. |
6.العوامل التي تؤثر على جودة ثني الصفائح المعدنية
1)افتتاحية V-Die:
اختيار الأخدود على شكل V يعتمد بشكل أساسي على سمك الدرخة. يتطلب الأخدود العريض على شكل V قوة انحناء أقل. بشكل عام، تستخدم الصفائح الأرق V = 6t. حيث V هو عرض أخدود V السفلي للقالب وt هو سمك الورقة. الاختيار القياسي لعرض أخدود V السفلي للقالب بالنسبة لسماكة الورقة موضح في الجدول التالي.
| سمك الصفيحة t / مم | عرض أخدود V |
| 0.5–2.6 | 6t |
| 3–8 | 8t |
| 9–10 | 10 تات |
2)نصف قطر الضربة:
نصف قطر الانحناء الخارجي لقطعة العمل يحدد بشكل أساسي عرض أخدود V للقالب السفلي، بينما يلعب نصف قطر R للثقب العلوي دورا معينا أيضا. نصف قطر R للثقب العلوي عادة ما يكون مساويا أو أقل قليلا من سمك اللوحة. عند ثني الألمنيوم الصلب أو المواد الأخرى ذات اللونة الضعيفة، يجب استخدام نصف قطر ثقب أكبر وحجم أخدود V للقوالب العلوية والسفلية لمنع الكسر والتشقق. بالإضافة إلى ذلك، يجب تشكيل أخاديد توقف الشقوق عند نهايات خط الانحناء للقطعة.
3)دقة الضغط على الفرامل:
عادة ما يكون تشوه الانحراف نتيجة للتحميل غير المتساوي. خذ فرامل ضغط بطول عمل 3200 مم مع أسطوانات هيدروليكية مجهزة بحمل 100 طن على كل جانب. كل من الشعاعين العلوي والسفلي سينحرفان تحت الحمل. وبالتالي، سيكون الإزاحة الفعلية للكبش أقل من طول العارضة الكامل، مما يؤدي إلى اختلاف زوايا الانحناء. زاوية الانحناء ستكون الأكبر في المنتصف وستقل نحو الأطراف، مما يؤثر على الحجم الكلي لقطعة العمل.
4)المواد الخام:
نقص التوحيد في المواد الخام: يمكن أن تحتوي درجات المواد المختلفة على سمك ووصلابة وحتى اختلافات في الصفيحة وحتى تفاوتات بين الإنتاجات. الشفرات الكبيرة، أو الوصلات الكبيرة، أو حتى التمدد الناتج عن عملية الانحناء، كلها يمكن أن تؤدي إلى فقدان دقة الانحناء. يمكن أن تؤدي التغيرات في عملية التدحرج إلى ارتداد غير متساو وفقدان الدقة. الاختلافات المحلية في المادة يمكن أن تؤدي إلى عدم دقة الأبعاد بسبب التغيرات في درجة حرارة المادة.
5)سبرينغباك:
الزنبركية: المادة تنثني أثناء التشوه المرن والبلاستيكي معا. زاوية الارتداد النابضة ترتبط إيجابيا بقوة الخضوع وسلبية مع معامل المرنة. من بين تقنيات الانحناء المختلفة، يكون الزنبرك الخلفي الأفضل مع ثني الهواء والأقل في السك، بينما الانحناء القاعي هو المتوسط. مع زيادة سمك الصفائح أثناء ثني الصفائح المعدنية، يقل الزنبرك الخلفي.
الملاحظات الختامية
نجاح عملية ثني الصفائح المعدنيةيتطلب حساب طول غير مطوي دقيق، واختيار أدوات مناسب، وتقدير قوة الانحناء الصحيح، والتحكم في النوابض النابضة.
عن طريق تحسين عملية ثني الصفائح المعدنية بشكل مستمر، يمكن للمصنعين تحسين دقة الانحناء، وتقليل تكاليف الإنتاج، وتحقيق جودة منتج أكثر اتساقا.
الأسئلة الشائعة
س1: ما هو بدل الانحناء؟
نسبة الانحناء هي كمية الصفائح المعدنية التي تتمدد نتيجة الانحناء. تتأثر هذه القيمة بالمادة وسمك الورقة وأدوات الانحناء.
قد يختلف عامل الانحناء أيضا حسب أصل الصفيحة الفولاذية ونوع فرامل الضغط. لذا، يجب قياس القيمة الفعلية في موقعها.
عادة ما يتم حساب نسبة الانحناء عند الانحناء بزاوية 90°. تختلف القيم المحددة أيضا حسب فتحة قالب فرامل الضغط ونوع الصفائح المعدنية.
سماح الانحناء واستنتاج الانحناء (ΔK)، هما مصطلحان مرتبطان لتشكيل صفائح المعادن يتم تعريفهما بشكل مختلف. بغض النظر عن التعريف المستخدم، يبقى طول النمط المسطح كما هو.
س2: ما هو خصم الانحناء؟
خلال عملية تصميم الصفائح المعدنية، واجه العديد من المهندسين نفس المعضلة: لماذا لا يرتبط مكون الصفائح المعدنية المصمم بدقة وفتح بشكل صحيح في SolidWorks بالقياسات المطلوبة عند إرساله للتصنيع؟
بينما قد يبدو انحراف قياس الانحناء بمقدار 1-2 مم طفيفا، إلا أن حتى اختلاف صغير في القياس قد يجعل التجميع غير مرض. وهذا سيؤدي إلى هدر المواد ووقت الإنتاج، بالإضافة إلى زيادة تكلفة الإنتاج.
عادة ما يأتي مصدر هذه المشكلة المنتشرة من سوء الفهم أو الأخطاء التي تحدث عند تعريف خصم الانحناء، وعامل K، وسماح الانحناء. تربط هذه المعايير التصميم الرقمي بالعالم المادي. تشكل هذه المعايير أساس التصميم الدقيق للصفائح المعدنية ولها تأثير عميق على جودة المنتج والقدرة على تصنيعه.
قد يكون خصم الانحناء هو الأسهل من بين الثلاثة للفهم. يتم الاستنتاج بسبب عملية الانحناء التي تسبب تمدد الطبقة الخارجية وضغط الطبقة الداخلية للولاء، بينما تبقى الطبقة المحايدة من الصفيحة دون تغيير.
خصم الانحناء يفسر "الطول" المفقود بسبب تمدد وضغط الورقة.
خصم الانحناء = (OSSB × 2) - BA
حيث:
OSSB = انتكاسة خارجية
BA = سماح الانحناء
يتم توفير قيم استنتاج الانحناء تقريبا دائما من قبل مصنعي صفائح المعادن لمواد وسماكات معينة وأنصف قطر انحناء محدد بناء على خبرتهم العملية.
س3: ما هو التحكم بالهواء؟
ويعرف أيضا بالانحناء بالفجوة أو الانحناء الحر، حيث تنتج عملية ثني الهواء جزءا معدنيا من الصفائح المعدنية باستخدام ثقب لتشكيل ثلاث نقاط تلامس على قالب سفلي.
خلال الإجراء، لا يغلق المقبض العلوي والقالب السفلي لضغط الفرامل تماما. الصفائح المعدنية ليست مضغوطة بالكامل على القالب السفلي. بل أثناء عملية الانحناء، يترك الصفائح المعدنية جزئيا غير مدعومة، أو "في الهواء".
تحدد زاوية الانحناء بعمق حركة المثقبة العلوية بالنسبة للقالب السفلي، وتعتمد أيضا على سمك الورقة. كقاعدة عامة، كلما زاد عمق حركة اللثقب العلوي، تقل زاوية الانحناء. العكس صحيح بالنسبة لانخفاض عمق السفر.
وبما أن الأجزاء التي تثني بالهواء تميل إلى الارتداد، فإن زاوية الانحناء ستكون تقريبية وغير دقيقة. بالنسبة لقطع العمل المختلفة، يجب فحص العملية وتعديلها لتناسب التفاوتات المطلوبة.
س4: ما هو الانحناء السفلي؟
مثل عملية ثني الهواء، يستخدم ثني القاع أيضا ثقبا وقالب سفلي على شكل حرف V. ومع ذلك، فإن الصفيحة المعدنية متصلة بالكامل ومضغوطة بين المثقبة العلوية والقالب السفلي.
في الانحناء السفلي، يلامس الصفيحة المعدنية القالب السفلي بشكل كامل. لذلك، تحدد زاوية الانحناء بواسطة زاوية القالب.
نظرا لزيادة قوة التشكيل وانخفاض الارتداد، يصبح الانحناء القاعي أكثر دقة وأكثر ملاءمة للإنتاج على نطاق أكبر.
س5: ما هو الارتداد النابض في ثني الصفائح المعدنية؟
يصف سبرينغباك ميل المادة للعودة إلى شكلها الأصلي بعد إزالة قوة محددة. أثناء عملية ثني اللوحة، تتعرض المادة لإجهادات شد وضغط على طرفي الطرف المقابل. بعد إزالة قوة الانحناء، تحاول الصفيحة العودة إلى شكلها الأصلي بفعل الإجهادات. يشار إلى التعافي باسم الربيع.
عادة ما يوصف سبرينغباك بأبعاد زاوية. الربع هو دالة معقدة تتكون من العديد من المتغيرات مثل نوع المادة، سماكة الصفائح، ضغط الانحناء، ونصف قطر الانحناء.
عندما يطبق ضغط متغير على مادة مثنية، تتغير قوة التفاعل. بعد إزالة الضغط المطبق، ترتد الزاوية في الاتجاه المعاكس. يشار إلى هذا باسم الانعطاف النابض (enbel springback).
تتأثر سبرينغباك ب:
• عند استخدام نفس الشريحة، وظروف الانحناء والسمك: SPCC < AL < SUS
• عند استخدام نفس القالب والمادة، عادة ما تؤدي الصفائح الأرق إلى ارتداد نابض أكبر.
• لنفس المادة، يؤدي نصف قطر أكبر للانحناء الداخلي، R، عادة إلى زيادة الارتداد.
بشكل عام، كلما زاد ضغط الانحناء، قل النابض الخلفي.
س6: أي مادة هي الأسهل في الانحناء؟
من بين المواد التي يسهل ثنيها، تعد صفائح الفولاذ المدرفلة باردة من SPCC الأسهل في الانحناء بين مواد الصفائح.
من بين المواد المختلفة للصفائح، يعد الفولاذ المدرفل باردا من SPCC من أكثر المواد استخداما في تصنيع الصفائح المعدنية، كما أن ثني هذه المادة سهل ويوفر سهولة في الانحناء.
SPCC أقل هشاشة وأكثر مرونة، مما يجعله أكثر فائدة للاستخدام في الثني وأكثر فائدة للاستخدام في عمليات الثني والتشكيل للصفائح المعدنية. عادة ما تحتاج الأجزاء المصنوعة من SPCC إلى تشطيب لتحسين السطح. قد يشمل ذلك الطلاء أو الطلاء الكهربائي. عادة ما تغطي عمليات التشطيب عيوب صغيرة في السطح أو خدوش صغيرة ناتجة عن الانحناء.
يعتبر SPCC حتى من أسهل المواد للاستخدام في الانحناء في تطبيقات الصفائح المعدنية.
س7: كيف يتم تحديد نصف قطر الضرب؟
بالنسبة لانحناء صفائح معدنية معين، يجب أن تكون زاوية القالب أقل من زاوية الانحناء. مثال على ذلك هو زاوية انحناء 90 درجة، حيث تستخدم زاوية القالب 88 درجة بشكل شائع.
بالنسبة للصفائح التي يبلغ حجمها 3 مم أو أقل، يستخدم نصف قطر رأس ثقب R0.6، ولكن إذا كان للمعالجة المطلوبة مواصفات خاصة بها، يمكن استخدام نصف قطر R0.2.
يجب فحص القالب لمعرفة ما إذا كان لديه النطاق المطلوب للمعالجة وإذا كان لديه النطاق اللازم لمقاومة الضغط.
يجب فحص القالب للتأكد من أنه له الشكل المطلوب لعملية الانحناء المعطاة.

